 基于PIC18F8680單片機和CAN總線實現墨斗控制系統的設計
基于PIC18F8680單片機和CAN總線實現墨斗控制系統的設計
作者:蘇宇剛,張躍明,呂艷輝
引言
隨著科技的發展,印刷行業開始從傳統的模擬生產轉向數字化生產,墨斗作為膠印機的核心著色裝置,其控制精度對膠印機的生產質量和自動化水平起著非常重要的作用。傳統的墨斗采用手動調整的方式,使得膠印機的生產質量較差,生產準備時間長,資源浪費嚴重。一種由墨斗操作臺控制系統、電機控制系統和上位機系統組成的墨斗控制系統在國外印刷行業得到了廣泛應用,這種新的墨斗控制系統能大大提高墨斗的控制精度,并縮短生產準備時間、降低生產成本。本文所描述的墨斗操作臺控制系統就是在跟蹤國際先進技術的基礎上,設計符合國內行情的產品,對提高國產膠印機的印刷質量和自動化水平有著重要意義。
1 墨斗操作臺控制系統介紹
一臺膠印機的墨斗系統通常由 2~4個墨斗(一個墨斗稱為一單元)、一個操作臺和一臺上位機組成,每個墨斗有一定數量的用于調節墨量的墨鍵,本系統中每個墨斗的墨鍵個數為 21。墨斗操作臺控制系統是整個墨斗控制系統中的一部分,是人和機器交互的接口,操作人員通過墨斗操作臺控制系統對墨斗的各個墨鍵進行控制,同時墨斗操作臺將墨斗各個墨鍵的位置信息、通訊狀態信息和各種故障信息顯示出來,墨斗操作臺控制系統結構圖如圖 1所示。顯示驅動與鍵盤掃描模塊由顯示驅動與鍵盤掃描電路和三組按鍵與顯示單元組成。每個墨鍵對應一組按鍵與顯示單元,如圖 2所示,下調按鍵用于調節墨鍵向墨量減少的方向移動,上調按鍵用于調節墨鍵向墨量增加的方向移動,鎖定按鍵用于鎖定墨鍵的位置,鎖定指示燈用于指示當前的鎖定狀態,數碼管和光柱用于指示當前墨鍵的位置(墨鍵的位置可為 0~99)。

系統中數碼管為 7段數碼管,光柱由 20個 LED燈組成。整個操作臺有 21組按鍵與顯示單元,加上一些其它的總體控制按鍵,本系統需要控制 796個 LED(每個數碼管相當于 8個 LED)和 70個按鍵。
2按鍵與顯示單元墨斗操作臺控制系統工作時,需要與電機驅動系統和上位機系統配合才能調節各個墨鍵的位置,墨斗操作臺控制系統與其他系統之間通過 CAN總線進行通訊。
2 墨斗操作臺控制系統硬件結構
2.1 主控制芯片
墨斗操作臺控制系統采用微芯(Microchip)公司生產的 PIC18F8680單片機作為主控制芯片,PIC單片機采用哈佛總線結構和精簡指令集(RISC),其代碼壓縮率高、運行速度快、品種豐富,有高達 2MB的程序存儲器和 4KB的數據存儲器,高達 10MIPS的執行速度,帶優先級的中斷和 8×8單周期硬件乘法器 。其中的 PIC18F8680單片機具有如下特點:
1 )內部資源高度集成。PIC18F8680芯片內部集成了許多外圍模塊,SPI(串行外圍接口)通訊模塊,I2C(內部集成電路總線接口)模塊,符合國際標準ISO CAN的CAN模塊等,這些功能大大簡化了墨斗操作臺控制系統的外圍電路設計和軟件設計。
2 )驅動能力強。最大拉電流/灌電流可達 25mA。
3 )PIC18F8680芯片具有上電復位電路(POR)、上電延時定時器(PWRT)和看門狗電路(WDT)。這些電路大大提高了墨斗操作臺控制系統在復雜工業環境中的可靠性和穩定性。
4 )PIC18F8680芯片有 80個管腳,其中用戶 I/O口為 64個,這么多的用戶 I/O口便于主控制模塊控制大量的顯示驅動與鍵盤掃描模塊,從而方便墨斗操作臺控制系統以后的升級和擴展。
2.2 CAN總線通訊電路
CAN總線是控制器局域網的簡稱,主要用于過程檢測和控制,最早是在 20世紀 80年代提出,CAN總線是目前國際上應用最為廣泛的現場總線之一,目前已在汽車、航空,工業控制,測控系統、分布式系統等領域獲得了廣泛的應用。
CAN 總線采用多主站工作方式,根據優先權進行總線訪問仲裁。 CAN總線信號傳輸為 廣播式,所有節點都可以*到總線上的信號,信號內部包含傳輸地址,即標識符(Identifier),各個節點借助接收濾波器可以實現自動接收本節點的信息。錯誤檢測和自動隔離性能確保了總線正常工作。CAN總線傳輸數度快,可以達到 1M的波特率 。
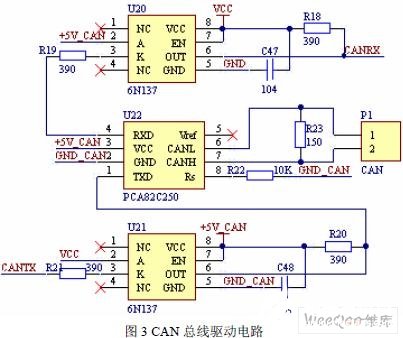
墨斗操作臺控制系統的 CAN通訊電路由 PIC18F8680單片機內部集成的 CAN總線控制器、CAN總線驅動器 PCA82C250和高速光電耦合器 6N137構成,在 CAN總線控制器和總線驅動芯片之間加入高速光電耦合,可以提高系統的可靠性和抗干擾性。
CAN驅動電路如圖 3所示,圖中標號為 CANTX和 CANRX的線分別與 PIC單片機的 CANTX管腳和 CANRX管腳相連。
2.3顯示驅動與鍵盤掃描電路
墨斗操作臺控制系統采用 BC7281芯片來掃描鍵盤和驅動數碼管等顯示, BC7281是 16位 LED數碼管顯示及 64鍵鍵盤接口專用控制芯片。通過外接移位寄存器 74LS164或 74LS595,BC7281最多可以控制 16位數碼管或 128只獨立的 LED顯示,其驅動輸出極性及輸出時序均為軟件可控,可與各種外部電路配合,適用于任何尺寸的數碼管。BC7281的各位數碼管還可獨立按不同的譯碼或不譯碼方式顯示,因其內部具有閃爍開關控制寄存器及閃爍速度控制寄存器,可獨立控制各位數碼管的閃爍屬性及閃爍頻率。BC7281最多可連接 64鍵(8x8)的矩陣鍵盤,內部具有去抖動功能,并有 2種鍵盤工作模式可供選擇。 BC7281采用高速 2線接口與 MCU進行通信,只占用很少的 I/0口資源和主機時間 。
在本系統中每個顯示驅動與鍵盤掃描模塊由一個BC7281芯片與兩個 74LS174移位寄存器配合,控制三組按鍵與顯示單元,系統中一共用到 8個顯示驅動與鍵盤掃描模塊。 BC7281與 PIC單片機之間的通訊是采用 2線高速串行接口,這兩個連線分別是數據線 DAT和同步時鐘線 CLK,其中 DAT為雙向數據傳輸線,BC7281既用該線從 PIC單片機接收數據,也用該線向 PIC單片機發送數據。BC7281的 DAT引腳為漏極開路輸出結構,使用時須在該線上加 20K?左右的上拉電阻[5]。CLK引腳為串行時鐘接口的同步時鐘,由 PIC單片機控制,下降沿有效。
BC7281芯片的按鍵指示線 KEY與 PIC單片機的管腳直接相連,正常工作時,如果有按鍵發生則 KEY線輸出低電平,PIC單片機檢測到 KEY線為低電平時,從 BC7281內的鍵值鎖存器讀出數值即可判斷發生的按鍵。
3 系統軟件設計
墨斗操作臺控制系統中 PIC單片機與 BC7281芯片之間的串行通訊采用軟件模擬的方式,對 BC7281芯片的寫數據操作是一次寫入 2個字節,第一個字節是地址信息,第二個字節是數據信息。對 BC7281讀取數據操作由一個字節的寫入操作和一個字節的數據讀取操作兩部分組成,字節寫入時寫入地址信息,數據讀取時讀取相應地址內的數據。BC7281芯片在驅動數碼管顯示和監測按鍵前需要進行初始化,即對 BC7281芯片的工作模式控制寄存器(地址 12H)進行設置,本系統根據需要,在初始化時把 BC7281的工作模式控制寄存器設置為 0X8C,即移位寄存器模式設置為普通移位寄存器模式;鍵盤掃描模式設置為 KEY電平隨按鍵情況變化,有按鍵時 KEY為低電平,無按鍵時 KEY為高電平;閃爍模式設置為擴展模式;顯示關閉模式設置為打開;掃描使能模式設置為掃描使能。
墨斗操作臺控制系統的主程序控制流程圖如圖 4所示:
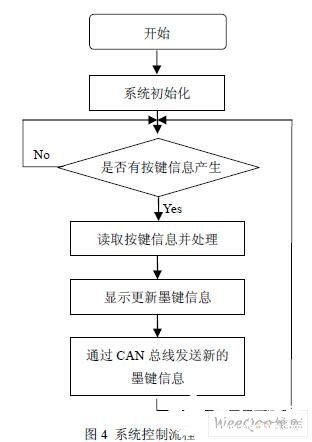
系統上電后,首先進行系統初始化,系統初始化包括各個 I/O端口的初始化、中斷初始化、CAN總線初始化、BC7281芯片的初始化、與其他系統的通訊測試及向電機控制系統讀取各個墨鍵的位置并顯示等,然后系統進入循環等待,如果有按鍵發生,則 PIC單片機從 BC7281的鍵值鎖存器中讀取按鍵信息,根據按鍵信息判斷按鍵種類并進行相應的處理,將新的墨鍵位置信息顯示于操作臺面板上,并通過 CAN總線傳遞給其他系統,系統繼續進入循環等待狀態。
4 總結
由墨斗操作臺控制系統、上位機系統和電機控制系統組成的墨斗控制系統已經成功應用到北人集團生產的膠印機上,實際工作表明,膠印機的生產效率和生產質量等得到了很大提高,墨斗操作臺控制系統表現出較好的性能。整個系統成本較低,具有很好的市場應用前景。
責任編輯:gt
-
單片機
+關注
關注
6032文章
44518瀏覽量
633060 -
控制系統
+關注
關注
41文章
6546瀏覽量
110485 -
總線
+關注
關注
10文章
2867瀏覽量
87990
發布評論請先 登錄
相關推薦
采用PIC18F458實現CAN總線接口設計
怎么實現基于PIC18F系列單片機的嵌入式系統設計?
基于PIC單片機的墨斗操作臺系統的設計
基于PIC18F458單片機的LCD顯示


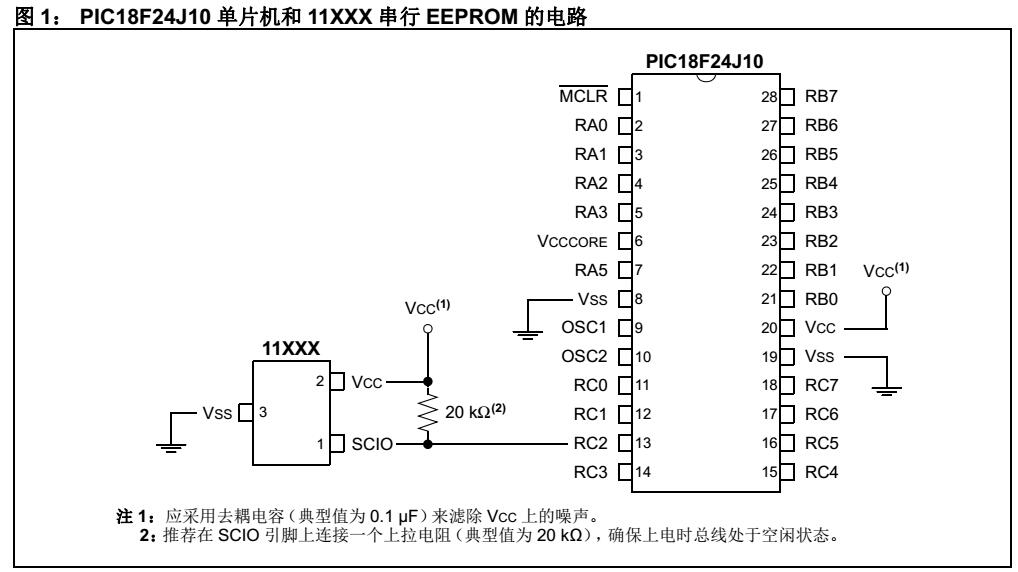
使用定時器實現PIC18單片機與兼容UNIO?總線串行EEPROM的接口

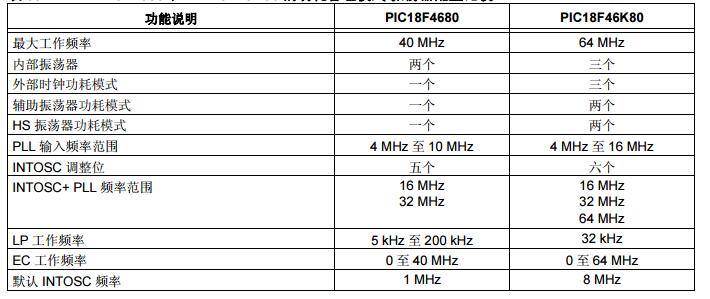
PIC18FXX80到PIC18FXXK80的移植指南
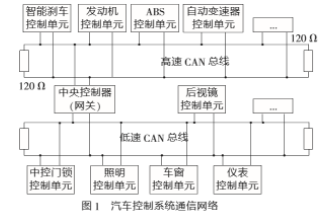
基于PIC18F258單片機和總線技術實現智能剎車控制系統的應用方案
基于PIC16F887的智能電話控制系統設計






 工商網監
工商網監
評論