 基于8031單片機和繼電器實現鹽爐溫控柜自動化控制系統的設計
基于8031單片機和繼電器實現鹽爐溫控柜自動化控制系統的設計
作者:胡瑞玲 ,張軍香, 段洪德
表面處理是機械加工、儀器儀表生產、電子產品制造等多種行業中非常重要的一個環節,它不僅使生產的產品美觀、好看,而且更重要是可以起到對產品的防腐、防銹、防侵蝕等保護作用。因此表面處理的好與壞,直接影響到產品可靠性和使用壽命。我廠用于表面處理的鹽爐是80年代初的產品,只能靠手動進行調節控制,且溫度顯示不直觀,控制過程緩慢,生產出來的產品質量達不到當前相應要求。研制鹽爐溫控柜實現鹽爐的自動化控制,使老產品通過改造達到目前同行業的先進水平,是鹽爐控制柜設計總的目標和要求。
技術性能及要求
分別控制鹽爐的化爐和升溫過程。變壓器觸點固定,在化爐過程中采用逐漸提高電流的方法控制化爐的時間。設計、測量、顯示溫度范圍:400℃_1200℃;溫度控制精度:5℃;測量誤差:3℃;熱電偶:鎳鉻—鎳鋁(硅)熱電偶;功率:380V/3相,165KW(每相電流250A)。具有設定溫度及測量溫度顯示功能,具有工作電壓及工作電流顯示功能。數碼管顯示設定溫度和測量溫度,電壓表和電流表顯示工作電壓和工作電流。具有緊急斷電、漏電保護、過流保護等安全措施。
總體設計方案及系統組成
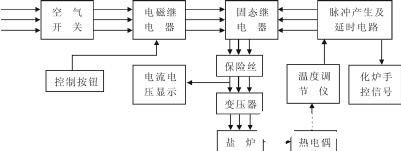
圖1 鹽爐溫控柜原理方框圖
鹽爐溫控柜原理方框圖如圖1所示,主要包括以下幾個部分:
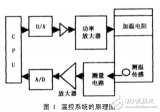
1、溫度調節部分:溫度調節由溫度調節儀(溫度檢測及控制電路)完成,鹽爐的溫度信號由熱電偶輸入到溫度調節儀,溫度調節儀對輸入的溫度信號進行采樣及模數轉換,顯示測量結果并與設定溫度比較,輸出溫度控制信號。
2、化爐控制部分:主要由電位器組成,通過調整電位器改變化爐手控電壓值控制脈沖產生的時間,進而控制固態繼電器的導通,以達到控制化爐電流的目的。
3、脈沖產生及延時電路部分:由變壓器、整流器、運算放大器、定時器等組成電路,產生與50Hz交流電同步的觸發信號,控制固態繼電器的導通。觸發信號產生的時間受溫度調節儀和化爐信號的控制。
4、主控部分:包括控制按鈕、空氣開關、電磁繼電器、固態繼電器、保險絲、變壓器及電流電壓顯示,其中控制按鈕具有啟動、緊急斷電等功能,保險絲起到過流保護等功能。
具體電路設計
溫度檢測及控制電路
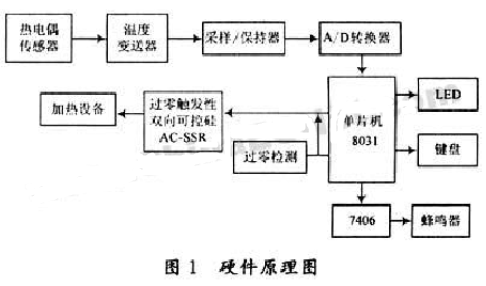
溫度檢測及控制電路原理框圖如圖2所示,它主要由熱電耦、放大調整、A/D變換及接口、8031單片機系統和驅動電路組成。其工作過程是,根據表面處理對鹽爐的溫度要求通過鍵盤對控制過程進行設定之后,單片機系統首先對六路鎳鉻—鎳鋁熱電偶對爐內溫度進行檢測,并對檢測到的數據進行相應的處理,最后單片機根據檢測結果與設計值的差值大小輸出控制信號,此信號經驅動電路輸出,送給固態繼電器控制電路,并通過繼電器電路控制鹽爐加熱電壓、電流的大小和時間來對鹽爐的溫度進行控制。
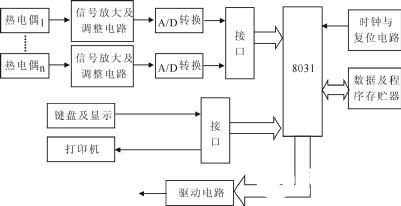
圖2 溫度檢測及控制電路方框圖
固態繼電器控制電路
固態繼電器控制電路如圖3所示,主要由檢零電路、鋸齒波形成電路和脈沖形成電路組成。固態繼電器控制電路的作用是將溫度調節儀輸出信號或化爐手控信號轉換成控制脈沖,通過固態繼電器控制三相交流電的導通時間,完成對輸入功率的控制。其工作過程是檢零電路對50Hz、220V電源相位進行檢測,產生與電源相位相一致的鋸齒波,此鋸齒波在同步脈沖形成電路中與來自溫控儀的直流信號進行比較,當鋸齒波電壓小于直流控制電壓時,同步脈沖形成電路輸出正脈沖,使固態繼電器導通,電源給負載供電。
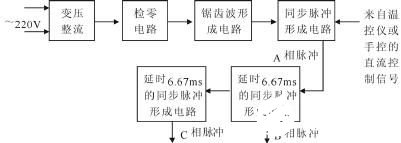
圖3 固態繼電器控制模塊方框圖
直流控制電壓變化將控制同步脈沖的寬度,寬度大則導通時間長,從而控制加到鹽爐輸入功率的大小。
其它電路
其它電路主要由電流開關、交流接觸器、數碼顯示工作狀態指示電路等組成。
軟件設計
* 輸入參數:設定溫度、保溫溫度、報警溫度、保溫時間。
* 自動記錄保溫溫度的開始時間,并在保溫時間結束時,發出報警信號。
* 完成數據的采集(應可同時完成多個對象的數據采集),并根據采集到的數據進行顯示,及輸出相應對象的控制信號。
* 當任務結束時,可打印出測量溫度及相應時間(每5分鐘保存一次),表示溫度和時間關系的曲線。
軟件流程如圖4所示。
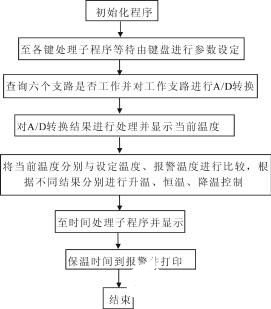
圖4 軟件流程圖
結語
鹽爐溫控柜的研制成功和使用,使原來的鹽爐增加了自動控制功能,且操作簡單,可靠性高。目前此產品已應用于不同車間3臺鹽爐,產品達到了設計指標要求。
責任編輯:gt
-
繼電器
+關注
關注
132文章
5320瀏覽量
148578 -
單片機
+關注
關注
6032文章
44516瀏覽量
633021 -
控制系統
+關注
關注
41文章
6546瀏覽量
110483
發布評論請先 登錄
相關推薦
proteus仿真一個爐溫控制系統
基于MCU實現工業生產中爐溫控制系統的設計
單片機電爐溫度控制系統實驗儀的研制與實踐
玻璃纖維機械爐溫控制系統的研究
基于C8051F單片機的爐溫控制系統

基于單片機實現工業生產中爐溫控制系統的設計
基于單片機的水溫控制系統設計






 工商網監
工商網監
評論