 基于LabVIEW開發軟件和PXI總線實現自動化測試系統的設計
基于LabVIEW開發軟件和PXI總線實現自動化測試系統的設計
發動機管理模塊作為汽車傳動力控制的核心部件,其生產質量檢測是保證整個產品生產過程完整的重要步驟。為了模擬發動機特定的實際工作狀況,需要在同一系統實現多輸入輸出信號的集成控制和采集。由于輸入輸出信號繁多,使用傳統的儀器很難實現很好的系統集成和通信。隨著測試過程的日趨復雜化和生產過程越來越高的自動化要求,設計開發一個界面友好簡單、性能穩定、高度集成化和自動化的測試系統的需求也日漸迫切。
本文介紹了基于PXI總線及其部件的硬件平臺,配以用LabVIEW開發的軟件控制系統,設計的一套高度集成、穩定可靠的自動化測試系統。該測試系統由PXI測試儀、配線板、信號調理及通信板、電源、負載箱和測試夾具組成。測試時操作人員將模塊放入夾具,掃描條碼后開始自動測試。根據不同的車型編寫配置文件,完成對康佳AE06 ECM模塊生產質量的全面判定并生成可追溯性數據庫記錄。該測試系統解決了ECM模塊在生產線上全自動快速測試的難題,突破了手動測試的局限,并避免了人工判定的不可靠性。
系統硬件設計
此臺測試儀為生產線設計,分別在不同的工位配合不同的夾具使用,其架構如圖1所示。
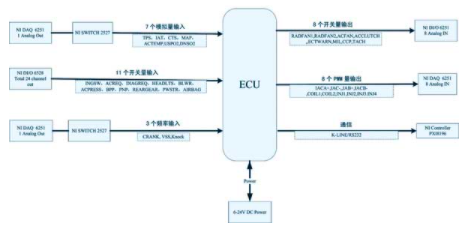
圖1 測試原理示意圖
1 總體架構
由于業界主導的PXI架構采用PC技術,保持了PCI總線的優點,同時,NI公司的PXI平臺堅固耐用。因此,在本系統中,選用了基于PXI總線結構的虛擬儀器系統,其中PXI系統由嵌入式PXI控制器PXI8196和PXI機箱組成,起到控制中心的重要作用。
2 模擬量輸入部分
使用M系列NI PXI-6251數據采集板卡的一個模擬輸出通道模擬8個車載傳感器(此模塊為KONKA AE06 0III系統)狀態,對 ECM 模塊 A/D 部分的懸空、對地短路、高電平和中電平進行測試。將模擬輸出值與ECM通過K-Line通信值比較,如誤差在標定的許可范圍內,則判定此部分電路質量合格。測試結果存入數據庫,以文字方式顯示在屏幕上,方便操作人員識別;同時,在后臺顯示測量數據,方便現場工程師調閱。
3 開關量輸入部分
使用NI PXI-6528工業數字I/O板卡模擬0/12V開關信號,用輸入值與ECM通信后的讀取值判定模塊硬件功能是否符合質量要求。PXI-6528的各通道間隔離特性完全可以承受高頻干擾和尖峰高電壓的沖擊,避免了因設備或人為誤動作造成的不必要的損失。
4 頻率輸入部分
使用M系列NI PXI-6251數據采集板卡的另一個模擬輸出通道模擬不同轉速下的發動機曲軸(60-2齒)轉速信號,測量ECM模塊轉速調理電路是否正常工作。
5 開關量輸出部分
為確保該部分驅動IC具有足夠的驅動能力,使用NI PXI-6251板卡的8個AI通道測量驅動IC內MOSFET鉗位與導通電壓。
6 PWM量輸出部分
這部分的8個輸出量為模塊重要輸出信號,方便驅動點火線圈、噴油器和怠速空氣調整馬達。對于怠速馬達IAC,使用負載箱的步進馬達,測量線圈驅動電流是否達到要求。對于點火和噴油共6個感性負載,噴油器flyback電壓達70V左右,點火線圈flyback尖峰值電壓高達380V,使用調理電路衰減后用NI PXI-6251的模擬輸入通道進行采集測量。
7 通信部分
采用RS232與K-Line兩種方式與ECM測試模塊進行通信,在生產測試的時候可以通過一個硬件切換開關任選一種切換方式。通過正常的問答式通信判斷此部分電路是否合格。
軟件設計
本系統使用的是LabVIEW 7.1開發環境,軟件主要設計思想為建立良好直觀地交互式人機界面,使整個測試的操作工作變的簡單、易行,減少錯誤操作率。為了使操作人員和現場工程師都可以方便快速判定目前的測試狀況,把整個交互界面分為文字界面與數字界面。測試系統軟件流程如圖2所示。

圖2 測試軟件流程圖
操作人員或工程師輸入相應的ID和密碼認證后,將所測試的產品放置在夾具上,界面上相應的限位指示燈電點亮。配置相應的XML格式的Config文件之后,掃描產品條形碼,即開始測試。
開始測試時系統先檢查ECM模塊是否在夾具上放置到位,如未放置好將無法進行下一步測試,系統產生提示。隨后軟件開始工廠測試模式步驟。
ECM模塊各個部分的測試結果顯示在主操作界面上,如圖3所示,以向下滾動方式出現在文字檔內,提示目前的測試進度。同時測試燈會以2Hz的頻率開始閃爍提示目前正在進行測試。

圖3 軟件主界面
單個循環測試速度可以在20s內完成。整個測試設計為順序步驟測試,但是為使整個模塊功能測試全部完成,前一步測試結果只存入數據庫,軟件繼續進行下一步測試,測試完成后所有模塊測試數據顯示在測試結果界面,如圖4所示,同時將測試數據與最終質量判定結果存入數據庫。
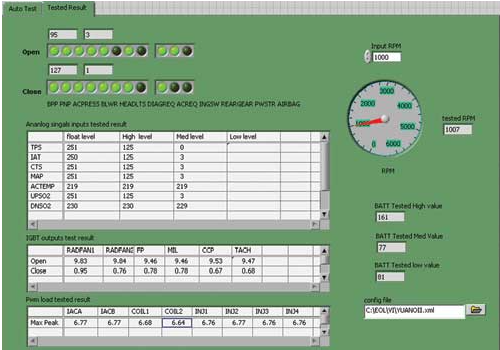
圖4 測試數據顯示界面
存檔數據庫設計項目包括測試時間、測試人、S/N碼、單項測試數據和測試結果等,每個產品的測試記錄生成一行記錄,同列數據記錄可以用來分析此批產品的質量穩定性,以方便質量控制工程師做出進一步的零部件質量管控。
測試完成后,使所測試的產品退出工廠測試模式,在FQC工位的測試儀器將清除模塊故障碼。軟件斷開點火鑰匙,停止發動機,控制繼電器切斷ECM模塊電源供應,這樣就完成了一個發動機管理系統模塊在汽車上的停機步驟。
結論
本系統是為國內第一款完全自主研發的發動機管理系統而設計開發的。盡管應用于存在著大量線束并伴有高壓電磁干擾的環境中,整個測試系統的質量缺陷誤報率和漏報率都很低。
基于PXI總線的虛擬儀器系統以及功能強大的硬件及其硬件驅動庫,配以LabVIEW所提供的簡便的編程環境、強大的數據顯示、數據存儲和數據處理能力,整個測試系統從系統硬件設計調試,到軟件設計調試、驗收的開發周期大大縮短,提高了系統測試的效率和生產線產能。
責任編輯:gt
-
LabVIEW
+關注
關注
1963文章
3652瀏覽量
322393 -
測試系統
+關注
關注
6文章
808瀏覽量
62074 -
總線
+關注
關注
10文章
2866瀏覽量
87981
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論