 剖析數控車異形螺紋的加工
剖析數控車異形螺紋的加工
① G32加工端面螺紋介紹:
概述:端面螺紋大多以矩形螺紋為主,車床的自定心卡盤(盤絲)使用的就是這種結構。這類螺紋沒有具體的代號標注,一般是文字注釋。
如圖2-8是端面螺紋的簡圖
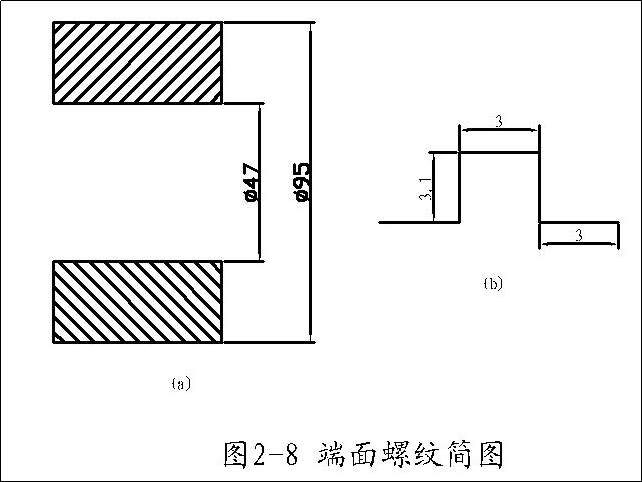
圖(a)是端面螺紋整體結構簡圖,圖(b)是端面螺紋的局部放大圖,規定當螺紋深度小于5mm時,需加0.1mm。
端面螺紋旋向的判斷:
在主軸正轉情況下,從外往里車,屬于右旋(順時針),反之是左旋螺紋(逆時針)。
指令格式:G32 X_ F_(X為切削的終點坐標,F為螺紋的導程)
程序語句(僅車端面螺紋段)
G99 M3 S500 T0202;(切槽刀 B=3mm)
G0 X100. M8;
Z-0.5;
G32 X40. F3.0;
G0 Z3.;
X100.;
Z-0.7;
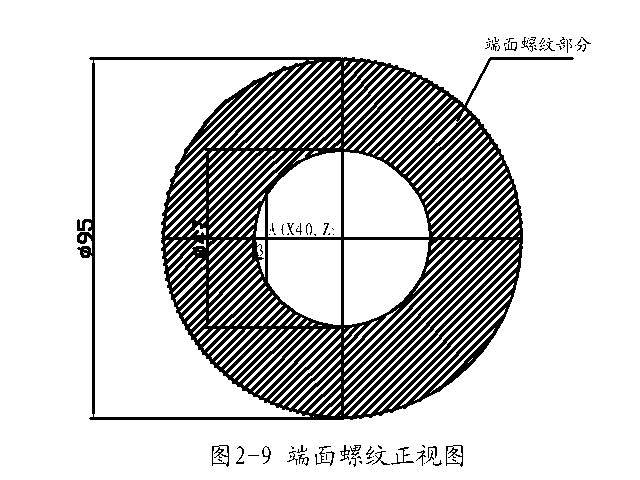
G32 X40.(考慮刀刃寬 圖2-9) F3.0;
G0 Z3.;
X100.;
Z-1.0;
G32 X40. F3.0;
G0 Z3.;
X100.;
Z-1.5;
G32 X40. F3.0;
G0 Z3.;
X100.;
Z-2.0;
G32 X40. F3.0;
G0 Z3.;
X100.;
Z-2.5;
G32 X40. F3.0;
G0 Z3.;
X100.;
Z-3.1;
G32 X40. F3.0;
G0 Z90.;
M5;
M30;
注:這幾次定位要一致。
② 變距螺紋加工介紹
廣州數控(GSK)等一些國內數控系統在加工變距螺紋時使用G32指令。
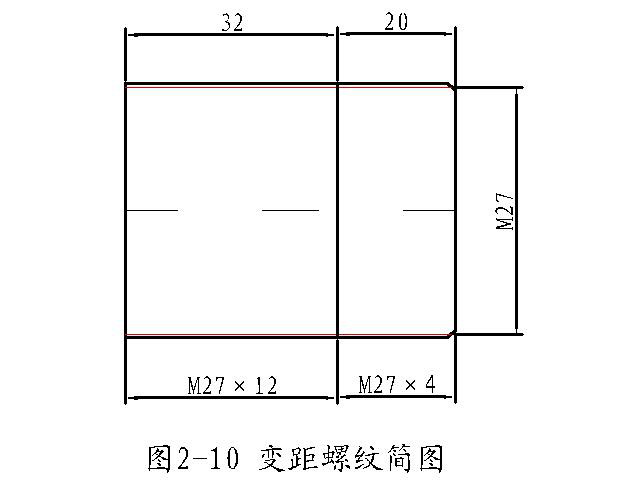
如圖2-10所示:
數值計算:
M27×4的牙高(直徑值)=1.3×4=5.2mm;
M27×12的牙高(直徑值)=1.3×12=15.6mm;
牙高以最小牙高為依據:
所以小徑=27-5.2=21.8mm。
車變距螺紋時,主軸轉速由最大螺紋的螺距(P=12)確定。
程序語句(僅車螺紋段)
G99 M3 S200 T0202;
G0 X30.;
Z3.;
X26.;
G32 Z-20 F4.0;
G32 Z-56 F12.;
G0 X30.;
Z3.;
X25.6;
G32 Z-20. F4.0;
G32 Z-56. F12.;
…;
G32 X30.;
Z3.;
X21.8;
G32 Z-20. F4.;
G32 Z-56. F12.;
G0 X30.;
Z90.;
M5;
M30;
所謂變距螺紋指的是以螺紋切入開始指定基準螺距值F,然后每隔一個螺距產生一個螺距差值K(增值或減值)
在FANUC(發那科)等一些進口的數控系統中,有加工變距螺紋的特定指令G34。
指令格式:G34 X_Z_F_K_;
其中 X、Z為螺紋的終點位置,F為長軸方向在起點處的導程,K為主軸每轉導程的增加量和減少量,K值的指令范圍:
0.0001-500.0000mm,如下圖所示。
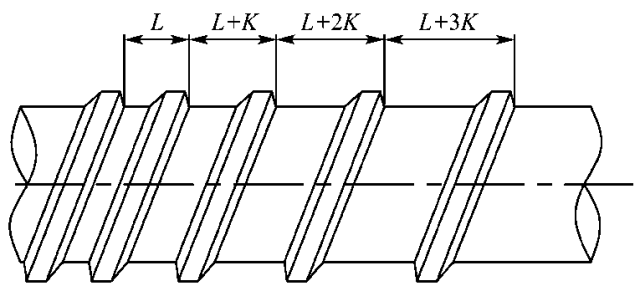
例如:起點導程5mm,導程增量為1mm,螺紋長度為50mm,程序為:G34 Z-50. F5. K1。
③ 多線螺紋的加工
多線螺紋一般用于傳動,都是直螺紋,數控加工多線螺紋,可以使用G92通過調用子程序的方法,進口機床還支持G32指令加工多線螺紋,G76指令也可以加工多線螺紋(后面講到)。
G92調用子程序加工多線螺紋
加工如圖2-11多線螺紋
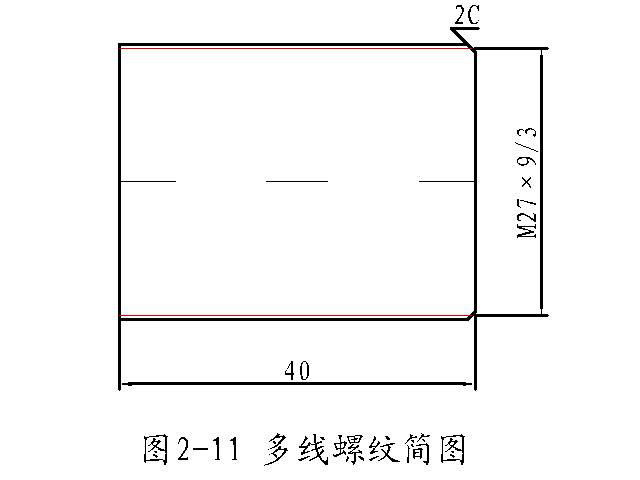
圖中標注的含義:M27×9/3
其中M27是公稱直徑,9是螺紋導程,3是螺距。
因為:導程=螺距×線數 所以:這是一個三線螺紋。
數值計算:
大徑=27-0.13×3=26.61mm;
小徑=27-1.3×3=23.1mm;
程序語句(僅車螺紋段)
子程序(O0046)
G92 X26. Z-40. F9.;
X25.7;
X25.4;
X25.2;
X25.0;
…;
X23.1;
M99;
主程序
G99 M3 S700 T0202;
G0 X30. M8;
Z3.;
M98 P0046;
G0 X30.;
Z6.;
M98 P0046;
G0 X30.;
Z9.;
M98 P0046;
G0 Z90.;
M5;
M30;
Z3.→Z6.→Z9.每次定位增加一個螺距(P=3)
有一些系統也支持G32加工變距螺紋
指令格式:G32 X_Z_F_Q_;
其中 X、Z為螺紋的終點位置,F為螺紋導程,Q為螺紋的起始角。增量為0.001°,不能指定小數點;如果加工雙線螺紋,相應位移為180°,則指定Q180000.
起始角Q不是模態值,每次必須指定,否則系統認為是0.
多線螺紋加工對G32,G34,G92,G76指令均有效。
④ 梯形螺紋的加工
在數控車床上,可用G76螺紋切削循環指令,采用斜進法、交錯切削等方法加工梯形螺紋,但有一定的技術難度。所以根據長期的實踐經驗,摸索出一套在一系列經驗公式對編程數據精細計算的基礎上,使用螺紋切削指令G32和調用子程序,并在子程序中巧妙設置加工方法來加工梯形螺紋,能夠安全、可靠地加工出合格的梯形螺紋。
編程與加工技巧分析
(1)刃磨刀時注意保證車刀的刀尖角與牙型角一致,而且刀尖寬度必須小于槽底寬。
(2)盡量使車削過程牙槽間隙足夠大,保證車刀單刃切削,排屑順利。如螺距為5mm的梯形螺紋槽底寬為1.7mm,刃磨刀尖為1.2-1.4mm為宜。刀尖過大會使刀尖與牙側的間隙過小,不易排屑,容易扎刀;刀尖過小會使刀尖剛性變差,容易引起震動造成加工表面粗糙度較差,精度難以控制。
(3)注意車刀在車螺紋前的定位,刀尖到牙頂的距離要大于牙高h,小于牙高h會造成刀尖在螺紋加工后階段與螺紋牙頂之間摩擦,產生廢品。
(4)編制和調用子程序,可采用一重子程序,也可以調用多重子程序。
1.編程數據的計算
(1)毛坯的定位點X值=公稱直徑+(0.5P+ac)×2+1
式中P為螺距,ac為牙頂間隙,0.5P+ac為牙形高。根據螺距的大小來選擇牙頂間隙的值參見下表。
| P | 1.5-5 | 6-12 | 13-44 |
| ac | 0.25 | 0.5 | 1 |
(2)第一刀下刀點X值
X=公稱直徑-上下偏差平均值-0.2
(3)小徑=公稱直徑-(0.5P+ac)×2
(4)加工加數=(第一刀下刀點X值-小徑)/X方向進刀量(直徑值)+1
(5)U=毛坯定位點X值-第一刀下刀點X值。
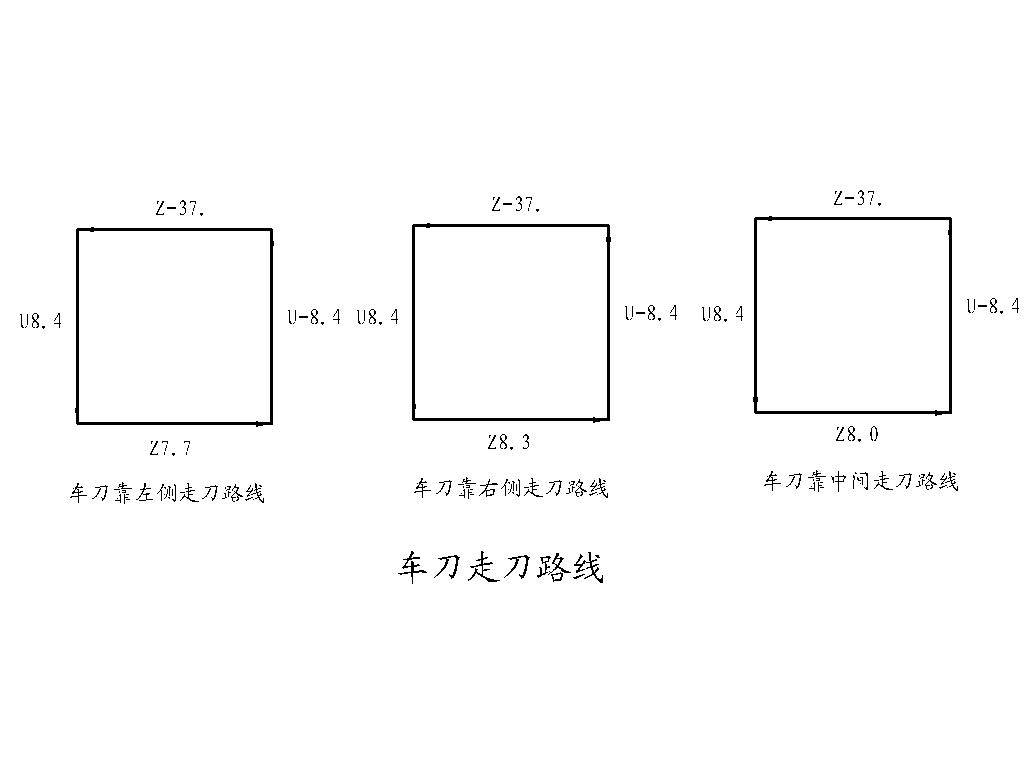
2.走刀路線:加工梯形螺紋一般采用左右切削法,螺距小的可分為粗車、半精車、精車;螺距大的可分為粗車、半粗車、半精車、精車。采用左右切削法,調用一次子程序時,車刀進一個切削深度在左側車一刀后向右移動一個間隙再車一刀,再調用一次子程序時,車刀又進一個切削深度在左側車一刀后向右移動一個間隙再車一刀,這樣直到完成。
[梯形螺紋加工范例]如下圖所示是梯形螺紋加工件
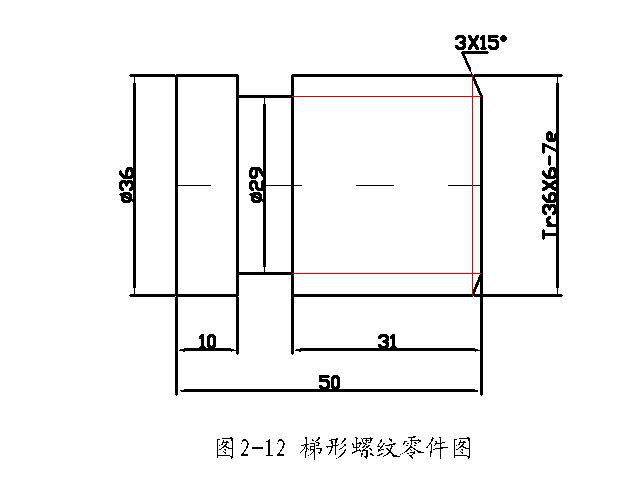
3.加工梯形螺紋數據計算
(1)毛坯定位點X值
X=公稱直徑+(0.5P+ac)×2+1=36+(0.5×6+0.5)×2+1=44
(2)查表確定公稱直徑上下偏差值:上偏差為0,下偏差為-0.375,其平均值為-0.2,第一刀下刀點X值=36-0.2-0.2=35.6.
(3)小徑=公稱直徑-(0.5P+ac)×2=36-(0.5×6+0.5)×2=29。
(4)加工加數=(第一刀下刀點X值-小徑)/X方向進刀量(直徑值)+1=(35.9-29)/0.1+1=67.
(5)U=毛坯定位點X值-第一刀下刀點X值=44-35.6=8.4.
4.計算梯形螺紋尺寸并查表確定其公差
大徑D=36
中經d中=d-0.5p=36-3=33查表確定其公差,故d=33
牙高h=0.5p+ac=3.5
小徑d=d中-2h=29
牙頂寬f=0.336p=2.196
牙底寬w=0.366p0.536a=2.196-0.268=1.928
根據經驗,使用梯形螺紋刀尖寬f=1.5mm比較合理。
用3.1mm的測量棒測量中經,則其測量尺寸M=d中+4.864d-1.866p=36.88,根據中經公差帶確定其公差(0--0.355)則M=36.525-36.88.
5.編寫數控程序
G99 M3 S300 T0101;
G0 X44. Z8.;(44為毛坯定位點X值)
M8;
M98 P470002;(47為粗加工刀數)
M98 P200003;(20為精加工刀數)
M9;
G0 X100. Z100.;
M30.
編寫粗加工子程序
O0002
G0 U-8.4;(8.4為U值)
G32 Z-37. F6.;
G0 U8.4;
Z7.7;
U-8.4;
G32 Z-37. F6.;
G0 U8.4;
Z8.3;
U-8.4;
G32 U0. Z-37. F6.;
G0 U8.3;
Z8.;
M99;
編寫精加工程序
O0003;
G0 U-8.4;
G32 Z-37. F6.;
G0 U8.4;
Z7.9;
U-8.4;
G32 U0. Z-37. F6.;
G0 U8.4;
Z8.1;
U-8.4;
G32 U0. Z-37. F6.;
G0 U8.3;
Z8.;
M99;
上述工件也可以用G92編制子程序。
主程序
…
G00 X44. Z6.;(螺紋刀快速到達直徑Φ44mm端面外3mm)
M98 P60002;(粗車調用O0002子程序6次)
M98 P80003;(半粗車調用O0003子程序8次)
M98 P80004;(半精車調用主程序O0004子程序8次)
M98 P80005;(精車調用O0005子程序8次)
G0 X100. Z100.;(螺紋刀快速退回到程序起點)
…
O0002(粗車子程序)
G00 U-0.5;(粗車每次進給深度)
M98 P0006;(調用基本子程序O0006)
M99;(子程序結束返回主程序)
O0003;(半粗車子程序)
G00 U-0.3;(半粗車每次進給深度)
M98 P0006;(調用基本子程序O0006)
M99;(子程序結束返回主程序)
O0004;(半精車子程序)
G0 U-0.15;(半精車每次進給深度)
M98 P0006;(調用基本子程序O0006)
M99;(子程序結束返回主程序)
O0005(精車子程序)
G0 U-0.05;(精車每次進給深度)
M98 P0006;(調用基本子程序O0006)
M99;(子程序結束返回主程序)
O0006(基本子程序)
G92 U-8. Z-37. F6.;(車削螺紋左牙側面)
G00 W0.43;(螺紋刀快速移動0.43mm到達右牙側面)
G92 U-8. Z-37. F6.;(車削螺紋右牙側面)
G0 W-0.43;(移動-0.43mm返回螺紋左牙側面軸向位置)
M99;(子程序結束返回主程序)
編輯:jq
-
車床
+關注
關注
1文章
112瀏覽量
20981 -
螺紋
+關注
關注
1文章
70瀏覽量
13214
原文標題:數控車異形螺紋的加工,不會的都看看
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論