 基于顛覆傳統模式的產品幾何圖紙尺寸測量解決方法
基于顛覆傳統模式的產品幾何圖紙尺寸測量解決方法
【應用背景介紹】
尺寸類的檢測對于很多公司來說都是屬于高頻次的場景,目前企業要么借助高端2D、3D設備實現自動化繪圖、測量,對于大多數的中小型企業,設備的投入預算有效,更多的停留在工作臺面上一邊放置紙質的圖紙,一邊放置檢測記錄表,然后檢測人員手持卡尺等測量工具,一邊檢查一邊記錄,最后再二次把數據錄入電腦進行數據分析來判定結果OK還是NG,如下是傳統尺寸測量模式的常用測量流程圖:

此種模式的主要缺點:
由于圖紙標注檢測項目繁多,需對檢測人員進行培訓,人力時間投入成本高;
檢測效率低,需一邊對著圖紙進行測量操作,一邊記錄數據,繁瑣效率低,且易出錯;
紙張記錄需要大量的紙張,不但成本高,占用空間,且數據不利于分析管理;
紙質記錄模式無法進行質量分
那么如何能夠提高尺寸測量的準確性及效率呢?
【整體解決方案】
本方案主要從圖紙化尺寸測量的角度給大家講解,重點解決機加工尺寸測量的難點問題,也就是企業最迫切需解決的難題:
如何擺脫一邊看圖紙一邊測量的模式,實現圖紙電子化自動引導式測量;
如何擺脫一邊測量,一邊人工記錄的模式,實現自動數據采集;
如何擺脫數據二次錄入電腦人工分析的方式,實現數據自動采集自動分析;
方案適用環境:
行業屬性:同樣適用于機加工、五金件、汽車零部件、計量、第三方檢測機構等行業;
通用儀器:卡尺、千分尺、高度尺、深度尺、百分表等常見儀器儀表;
軟件應用:QCData品質數據管理軟件;
※解決方案重點一:電子化圖紙實現引導式測量
解決的難點:一邊看圖紙一邊測量的低效模式;
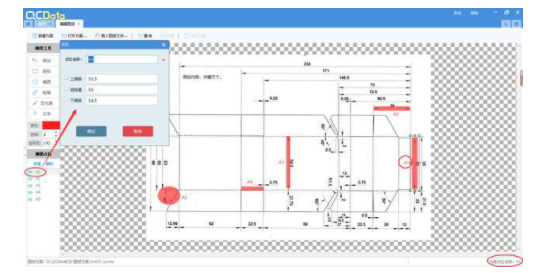
方案: 先把測量圖紙上傳至QCData軟件中,并對圖紙進行編輯標注,把需要測量位置事先用顏色標注清楚,錄入上下規格值以及目標值等,如下圖所示:
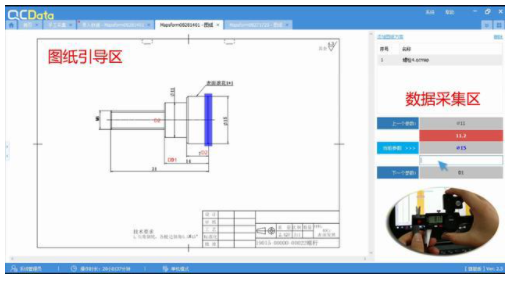
測量人員測量時,先調出相應的圖紙,然后就按之前標注的顏色引導提示逐一測量即可,比如說先測量哪些參數點(位置),測完這個點又到哪個點,這些你都不需要去看圖紙了,系統都會直接提示,并且測完一個位置點系統會自動跳轉到另一個位置點,整個測量過程你只需要跟著系統傻瓜式操作即可,如下圖所示的“上一個參數”、“當前參數”、“下一個參數”就是代表你測量的位置走向,這些都由系統自動完成:
優勢:借助電子化圖紙引導式測量,傻瓜式操作,簡單高效,實現電子化管理;
※解決方案重點二:自動數據采集
解決的難點:一邊測量讀數一邊手工記錄的低效模式;
方案:只要測量設備具有COM口通訊,都可以直接配套軟件來實現數據的自動采集。如下圖所示,借助無線傳輸卡尺,數據自動采集,自動判定結果:
優勢:配套測量儀器實現數據的自動采集,大大提高測量效率,全程無紙化操作;
※解決方案重點三:自動數據分析
解決的難點:測量結果二次錄入電腦進行人工數據分析的低效模式;
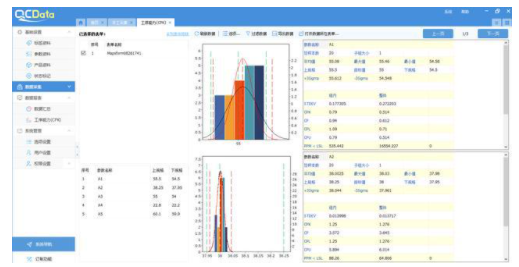
方案: 軟件可實現數據的自動化處理和分析,如CPK指標分析等,同時支持一鍵自動生成各種質量報表(含Excel報表);
優勢:通過軟件的分析手段,對產品數據進行分析,幫助產品質量的提升!
文章內容來源:http://qcdata.cn/news_1026.html
編輯:jq
-
電子
+關注
關注
32文章
1860瀏覽量
89289 -
3D
+關注
關注
9文章
2863瀏覽量
107331 -
Com
+關注
關注
1文章
107瀏覽量
40607 -
數據分析
+關注
關注
2文章
1429瀏覽量
34019
發布評論請先 登錄
相關推薦
如何根據產品的表面尺寸測量需求選擇合適的測量設備

如何精確測量產品外輪廓尺寸:影像儀、三坐標、閃測儀的綜合應用


示波器探頭電容對信號低電平抬高的影響原因及解決方法

國產三坐標測量機|中圖儀器全自主研發,實現高精度三維尺寸測量

羅氏線圈電流測量的技術難點解析及解決方法

基于圖像處理技術的螺紋幾何參數測量系統設計

塑膠件測量的難點及全自動影像測量儀的優勢

三維尺寸測量常用的設備有哪些

幾何量公差與檢測基本原理及測量儀器





 工商網監
工商網監
評論