 淺談機器視覺實現方便面破損在線檢測的研究
淺談機器視覺實現方便面破損在線檢測的研究
提出一種適于實時在線檢測方便面面塊破損的方法,即通過建立計算機視覺系統,獲取面塊圖像,針對方便面特點利用“圍剿算法”分割出面塊圖像,然后通過“削切算法”除去面塊邊緣毛刺,以便于求得面塊的“真邊界”,然后求取面塊與其外接矩形面積的比值對方便面的破損進行快速
0. 引言
近年來,隨著方便面市場劇烈競爭,各廠家紛紛降低成本、提高產品質量、樹立品牌形象、提高企業競爭力。在不降低產品質量的前提下,要增強企業的競爭力,只有走規模化經營之道;而規模化的核心目標就是“以規模降成本”,即擴大生產規模,挖掘企業潛力,向規模要效益,向管理要效益,降低生產成本和管理成本。
鑒于此,方便面生產的自動化水平漸漸成為一個不容忽視的重要問題。目前,方便面生產線后段應用了自動排面傳送帶及自動射面機、自動投包機、自動疊袋機及自動裹包式紙箱裝箱機等(如頂新集團),而方便面生產線次品挑選工作還是依賴人工視覺來完成。人工視覺檢測具有速度低,受主觀影響較大,誤檢率和漏檢率高等缺點。所以,研制高效方便面自動化檢測系統能提高產品質量,解放生產力和節約成本,適應現代化工業的需要。
機器視覺技術是機器代替人眼來做測量和判斷,國內外已將此技術成功地運用到眾多產品的質量檢測上。與人工視覺檢測相比較,機器視覺具有自動化程度高、識別能力強、測量精度高等優點,具有廣泛的應用前景。隨著圖像處理技術的日趨先進、計算機硬件成本的下降及計算機處理速度的提高,在食品及農產品品質自動檢測和分級領域應用機器視覺已變得越來越具有吸引力。
方便面生產線上依外觀挑選出的不良品主要有破損、油炸過度或不足、大花、并條、堆積等,其中80%以上為破損面塊。本文以方形面塊為例進行在線快速破損檢測。因為面塊邊緣不平整且常有一些毛刺,常規的視覺識別方法難以進行判斷。本文利用“削切處理”除去毛刺,得到面塊的真邊界,然后利用面塊與外接矩形的面積比判斷缺損與否,實驗表明該方法識別率高,速度快,適合在線檢測。
1. 試驗材料與裝置
本實驗樣本來自河南正龍食品有限公司的白象方便面系列之一:大骨面,它具有油炸方便面的代表性。由正龍集團新鄭分公司三車間生產。共采集實驗樣本128塊,其中缺損面塊70塊。
實驗裝置由計算機、CCD攝像機、圖像采集卡、光源和輸送線等組成(圖1)。其中CCD攝像機采用美國Uniq-uc610,圖像采集卡采用加拿大Matrox Meteor-II型(該采集卡具有外觸發功能)。本系統采用封閉式照明系統,照明室上部兩側采用兩個對稱的30 W日光燈作為光源,輸送線為黑色,面塊經自動排面輸送線(將面塊擺放整齊,并且使面塊之間間隙均勻)將面塊輸送到視覺檢測部分。
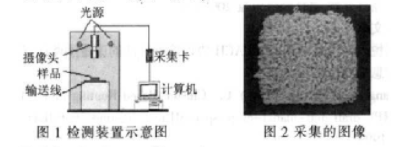
圖像的獲取采用觸發抓拍的方式,檢測元件為OMORN的E3C-DS10觸發器配合放大器E3C-3C使用。這是一個反射型的觸發器。當傳送帶上有面塊過來時,信號強度發生變化,輸出一個脈沖信號來控制相機抓拍圖像。本實驗所拍攝圖像大小為640×474,以24位bmp格式存儲。圖像處理算法在Visual C ++ 6.0平臺上編譯通過。
2. 圖像處理
采集后的圖像首先要經過預處理,預處理包括濾噪、圖像分割、去邊緣毛刺等,以便于后續的形狀判斷工作。
2.1 圖像濾噪
本試驗采用快速中值濾波方法去除噪聲。既有效抑制圖像中的噪聲,又保護圖像的輪廓邊界不使其變模糊。此算法處理速度快,能滿足在線檢測的要求。
2.2 圖像分割
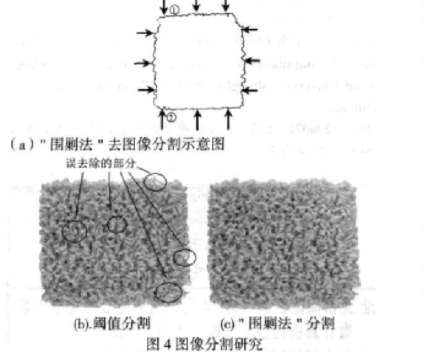
圖像的背景是黑色的,而面塊相對來說是淺色的。經實驗,選取HIS顏色空間中I分量為判斷條件時,直方圖為理想的雙峰型(圖3)。選擇谷作為灰度閾值將得到合理的物體邊界。同一顏色從RGB到HIS的轉換為非線性變換,其轉換關系為:
圖像分割一般采用閾值法,
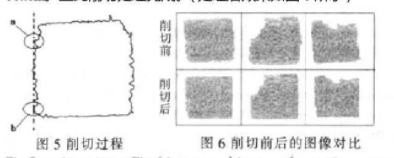
本研究中由于面塊花紋深陷處、空洞處等顏色灰度值與背景差別不大,采用閾值法容易將面塊部分當作背景去除掉,從而影響后續的處理(圖4b)。本文采用了“圍剿算法”分割圖像。基本思想是通過掃描圖像找到面塊的四周邊緣點,將其以外的部分像素灰度值置白(R、G、B灰度值全設為255),而面塊區域不變。
該方法先采用縱向掃描的方式,從整個圖像最左端開始依次掃描圖像的每一列。首先從一列的最頂端掃描,當掃描到面塊點時即停止掃描,記錄該點為1點(圖4a)。(如果到掃描到下邊界仍然沒有碰到面塊點,說明此列全部是背景點,將其灰度值置白,接著掃描下一列)。再從該列的最底端開始掃描。
同樣,掃描到面塊點時停止掃描,記錄這點為2點,那么1點和2點之間就是面塊區域,保持其灰度值不變,1點和2點之外的為背景區域,將其灰度值置白。縱向掃描完成后,再用同樣的方法橫向掃描處理,這樣即干凈地去除了背景又完整地保留了面塊區域(圖4c所示)。
2.3 去邊緣毛刺
面塊邊緣不平整,常有不規則鋸齒狀毛刺,人工視覺檢測時會替意識忽略毛刺去判斷面塊整體形狀,而毛刺對于計算機識別形狀形成障礙。本研究通過“削切算法”,削切面塊邊緣去除毛刺,得到面塊的“真邊界”。
具體步驟如下:首先采用縱向掃描方式,從整個圖像的最左端開始依次掃描每一列(圖5),記錄該列最頂端面塊像素點a到最底端面塊像素點b之間所有像素個數N總 和面塊像素個數N面 ,計算該區間內面塊像素所占的比例Ratio, Ratio=N面/N總 。
如果Ratio=0.70且 N面》30時,掃描結束(因為毛刺為鋸齒狀,邊緣呈漸進變化趨勢,實驗表明,此時毛刺基本消除又不會破壞面塊形狀。)。記錄此時的邊界值left。同樣方式處理上、右、下邊界,并記錄對應的三個邊界值right,up,bottom。至此削切處理完成。(處理后效果如圖6所示)
3.缺損判斷
3.1特征值提取
本研究提取的兩個特征值是面塊的初始面積 (A初)和削切處理后面塊與外接矩形的面積比(R比)。其中A初是通過掃描圖像,累記面塊像素個數來表示。R比是通過下式來表示:

式中:A面為削切后面塊的面積,計算方法同A初; (right-left+1)(bottom-up+1)為削切后面塊外接矩形的面積,其中up、bottom、left、right為第2.3步驟中得到的四個值。
3.2缺損有無的判斷:
通過大量的實驗統計:正常面塊R比值為0.95~0.10,而缺損面塊的R比值一般低于0.95。因此,只要R比《0.95則判斷面塊缺損。實驗還發現有極少數缺損面塊是與邊平行斷損,這種缺損面塊經削切處理后整體形狀仍然是矩形, R比值會接近正常面塊從而造成誤判。
但這類面塊共同的特征是斷損區域較大,會造成面塊初始面積明顯偏小,即A初《 8000(正常面塊A初在10000左右)。所以,經R比判斷合格的面塊要再A初值檢驗,如果A初《 8000則判斷面塊缺損。本文通過對128塊面塊(其中缺損面塊70塊)進行實驗,判斷準確率達96.8%。
4. 結論
本文模擬方便面生產線設計了圖像采集裝置,利用觸發控制抓拍到對比度較高的方便面圖像。采用Visual C++6.0 開發了一套行之有效的軟件系統。采用了“圍剿算法”巧妙地去除背景,利用了“削切算法”對面塊邊緣進行處理,去除周邊毛刺的干擾。
最后提取二個特征參數即削切后面塊與外接矩形的面積比值R比和初始面塊面積A初來判斷面塊是否缺損。這樣把復雜的形狀識別問題轉化為面積計算問題,這種方法看似簡單,但其效果是常規的形狀識別算法不易達到的。本實驗方法另辟蹊徑,其優勢十分明顯,識別率高、速度快、實用性強,完全滿足在線檢測。
本文作者創新點:
1.模擬方便面生產線設計了圖像采集裝置,利用觸發控制抓拍到對比度較高的方便面圖像;
2.利用HIS顏色空間下像素的I值作為參數,采用了“圍剿算法”對圖像進行了巧妙分割;
3.利用了“削切算法”對面塊邊緣進行處理,去除周邊毛刺的干擾。解決了計算機后續形狀識別的干擾問題。
4.提取二個特征參數(即削切后面塊與外接矩形的面積比值R比和初始面塊面積A初)來判斷面塊是否缺損,識別率高。
編輯:jq
-
計算機
+關注
關注
19文章
7421瀏覽量
87715 -
圖像采集卡
+關注
關注
1文章
92瀏覽量
9624 -
CCD攝像機
+關注
關注
1文章
14瀏覽量
8835
發布評論請先 登錄
相關推薦
深度剖析在線長度測量儀:機器視覺引領高精度測量新時代
視覺檢測是什么意思?機器視覺檢測的適用行業及場景有哪些?
機器視覺在焊接質量檢測中的應用
深視智能參編《2024智能檢測裝備產業發展研究報告:機器視覺篇》

機器視覺的應用流程是如何實現的
沖壓模具如何實現視覺在線檢測?
機器視覺尺寸檢測技術全解析!
機器視覺檢測:薯愿外包裝檢測

淺談礦井電網選擇性絕緣在線監測技術研究






 工商網監
工商網監
評論