 你們知道碳纖維是怎樣“煉”成的嗎?
你們知道碳纖維是怎樣“煉”成的嗎?
1879年愛迪生曾用纖維素纖維,如竹、亞麻或棉紗為原料,首先制得碳纖維并獲得專利,但當時制得的纖維力學性能很低,工藝也不能工業化,未能獲得發展。20世紀50年代初,由于火箭、航天及航空等尖端技術的發展,迫切需要比強度、比模量高和耐高溫的新型材料,另外,采用前驅纖維為原料經熱處理的工藝可制得碳纖維連續長絲,這一工藝奠定了碳纖維工業化的基礎。今天我們通過動圖來了解下碳纖維的誕生過程。
1.裁切
預浸料(Prepreg)從零下18度的冷庫中取出,經過醒料,第一步在自動裁切機按下料圖進行精準裁切。
2.鋪貼
第二步在鋪貼工裝上進行預浸料鋪貼,根據設計要求鋪貼不同層數,所有過程都在激光定位下進行的。
3.成型
通過自動化搬運機器人,將預成型料送至模壓機上進行模壓成型(PCM),華特目前能做到5~10min成型,擁有800~1000t壓機,可成型各類大型工件。
4.切割
成型后工件送至切割機器人工作站,進行第四步切割及去毛刺,確保工件尺寸精度,該過程亦可在CNC上操作。
5.清洗
第五步在清洗工位進行干冰清洗,去除脫模劑,便于后道涂膠工藝。
6.涂膠
第六步在涂膠機器人工位打結構膠,涂膠位,打膠速度和出膠量都經過精準調試。部分與金屬件連接件采用鉚接方式,在鉚接工位進行。
7.裝配檢測
涂膠后完成內外板裝配,待膠固化后進行藍光檢測,確保關鍵孔位、點、線、面的尺寸精度。
碳纖維比較難加工
碳纖維兼具碳材料強抗拉力和纖維柔軟可加工性兩大特征,碳纖維是一種力學性能優異的新材料。
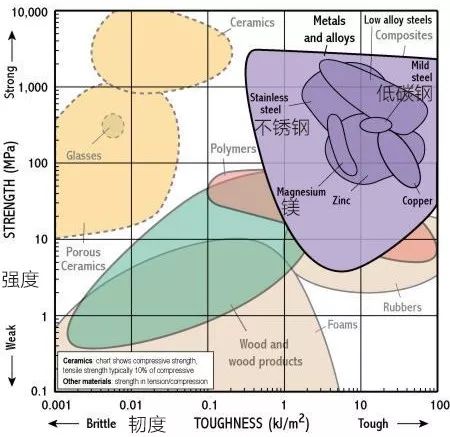
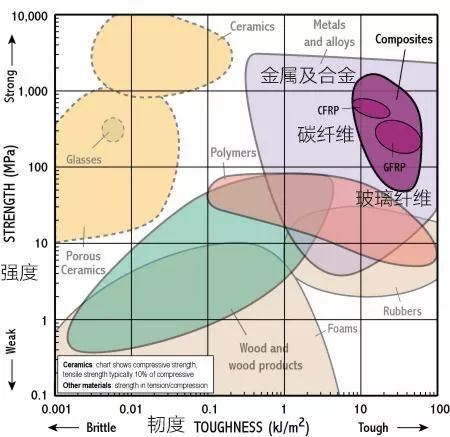
碳纖維 CFRP 的強度要明顯高于玻璃纖維 GFRP。
就拿碳纖維和我們常見的鋼材來說,對比一下這兩張圖,碳纖維的強度在 400到800MPa左右,而普通鋼材的強度為 200 ~ 500 MPa。再來看韌性,碳纖維和鋼材基本類似,沒有明顯的區別。
碳纖維具有更高的強度,更輕的重量,所以說碳纖維可以稱為新材料之王。正因為這種優點,碳纖維增強復合材料(CFRP)在加工過程中,基體和纖維存在較為復雜的內部相互作用,使其物理特性與金屬有較大區別,CFRP密度遠小于金屬,而強度大于絕大部分金屬。因為 CFRP 的不均勻性,在加工過程中往往會出現纖維拉出或基質纖維的脫離;CFRP 具有較高的耐熱性和耐磨性,使其在加工過程中對設備的要求較高,因此生產過程中產生大量切削熱對設備磨損較為嚴重。
同時,其應用領域的不斷擴展,要求也越來越細膩,對材料適用性做出要求,對CFRP 的質量要求也越來越苛刻,也致使加工成本上浮。
碳纖維板的加工
碳纖維板在固化成型后,為了精度要求或裝配需要,還要進行切削、鉆孔等后加工。在切削工藝參數、切割深度等相同條件下,選擇不同材料、尺寸、形狀的刀具和鉆頭,效果上有很大差異,與此同時,刀具和鉆頭的力度、方向、時間和溫度等因素也會影響到加工的結果。
后加工過程中,盡量選擇帶金剛石涂層的鋒利刀具和整體硬質合金的鉆頭,刀具和鉆頭本身的耐磨性決定了加工的質量和工具的使用壽命。如果刀具和鉆頭不夠鋒利或者使用不當,不僅會加速磨損,提高產品的加工成本,更會造成板材損傷,影響板材的形狀、尺寸以及板材上孔、槽等加工部位尺寸的穩定性,嚴重時會造成材料出現層狀撕裂,甚至是塊狀崩落,導致整塊板材的報廢。
在對碳纖維板材進行鉆孔時,轉速越快效果越好。鉆頭的選擇上,PCD8面刃鉆頭獨特的鉆尖設計較適合碳纖維板材,能更好地穿透碳纖維板材,降低分層的風險性。
對較厚的碳纖維板材進行切割時,建議采用左、右螺旋刃設計的雙刃壓迫式銑刀,這種鋒利的切削刃同時具有上切和下切的螺旋梢,切削時平衡刀具上下軸向力,確保將切削力合力指向材料的內側,以獲得穩定的切削條件,可抑制材料分層現象的產生。“菠蘿刃”鏤銑刀的上切、下切菱型刃設計也能有效切斷碳纖維板材,其較深的排屑槽在切削加工過程中能夠通過切屑的排出帶走大量的切削熱,避免損傷碳纖維板材的性能。
編輯:jq
-
機器人
+關注
關注
210文章
28191瀏覽量
206505 -
鉆孔
+關注
關注
3文章
109瀏覽量
14246 -
碳纖維
+關注
關注
0文章
84瀏覽量
11891 -
CNC
+關注
關注
7文章
295瀏覽量
35069
原文標題:碳纖維是怎樣“煉”成的?
文章出處:【微信號:robotqy,微信公眾號:機械自動化前沿】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
神奇的纖維素基材料


PCM1865怎樣才能將GPIO0配置成Digital MIC Input 2?
ATA-2021B高壓放大器在碳纖維復合層板損傷定位研究中的應用
超聲波切割刀的特點以及優勢
至薄至輕!閃極碳纖維系列磁吸移動電源C3正式開售

碳纖維阻抗和玻璃纖維阻抗的區別
用量占比超90%,碳纖維復合材料成打造eVTOL首選
基于隱形飛機噴氣式發動機雙S彎噴管的纖維纏繞工藝
高速電機必須依賴碳纖維轉子嗎?

聊聊怎樣挑選合適的二極管型號

單向碳纖維強化的柔性壓電納米復合材料的原理、結構設計及應用
?最具發展潛力的七大新材料產業






 工商網監
工商網監
評論