") 用數(shù)控加工中心加工零件時(shí),我們?nèi)绾芜x擇定位基準(zhǔn)呢?
用數(shù)控加工中心加工零件時(shí),我們?nèi)绾芜x擇定位基準(zhǔn)呢?
數(shù)控加工中心加工過(guò)程中,定位基準(zhǔn)的選擇合理與否決定零件質(zhì)量的好壞,對(duì)能否保證零件的尺寸精度和相互位置精度要求,以及對(duì)零件各表面間的加工順序安排都有很大影響,當(dāng)用夾具安裝工件時(shí),定位基準(zhǔn)的選擇還會(huì)影響到夾具結(jié)構(gòu)的復(fù)雜程度。這就要求夾具既能承受大切削力,又要滿足定位精度要求。因此,定位基準(zhǔn)的選擇是一個(gè)很重要的工藝問(wèn)題。那么用數(shù)控加工中心加工零件時(shí),我們?nèi)绾芜x擇定位基準(zhǔn)呢?
下面就簡(jiǎn)單的介紹一下:
1、所選基準(zhǔn)應(yīng)能保證工件的定位準(zhǔn)確,裝卸工件方便,能迅速完成工件的定位和夾緊,夾緊可靠,且夾具結(jié)構(gòu)簡(jiǎn)單。
2、數(shù)控加工中心所選定的基準(zhǔn)與各加工部位的各個(gè)尺寸運(yùn)算簡(jiǎn)單,盡量減少尺寸鏈計(jì)算,避免或減少計(jì)算環(huán)節(jié)和計(jì)算誤差。
3、保證各項(xiàng)加工精度。在具體確定零件的定位基準(zhǔn)時(shí),要遵循下列原則:
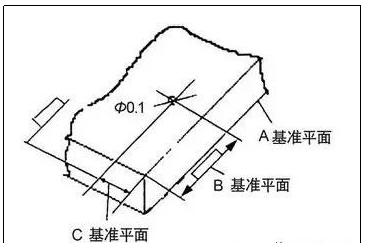
1)工件坐標(biāo)系原點(diǎn)即“編程零點(diǎn)”與零件定位基準(zhǔn)不一定非要重合,但兩者之間必須要有確定的幾何關(guān)系。工件坐標(biāo)系原點(diǎn)的選擇主要考慮便于編程和測(cè)量。對(duì)于各項(xiàng)尺寸精度要求較高的零件,確定定位基準(zhǔn)時(shí),應(yīng)考慮數(shù)控加工中心坐標(biāo)原點(diǎn)能否通過(guò)定位基準(zhǔn)得到準(zhǔn)確的測(cè)量。
2)當(dāng)在數(shù)控加工中心上既加工基準(zhǔn)又完成各工位的加工時(shí),其定位基準(zhǔn)的選擇需考慮完成盡可能多的加工內(nèi)容。為此,要考慮便于各個(gè)表面都被加工的定位方式,如對(duì)于箱體,最好采用一面兩銷的定位方式,以便刀具對(duì)其他表面的加工。
3)盡量選擇零件上的設(shè)計(jì)基準(zhǔn)作為定位基準(zhǔn)。這就要求在粗加工時(shí),考慮以怎樣的粗基準(zhǔn)把精基準(zhǔn)的各面加工出來(lái),即數(shù)控加工中心上使用的各個(gè)定位基準(zhǔn)應(yīng)在前面普通機(jī)床或其它機(jī)床中加工完成,這樣容易保證各個(gè)工位加工表面相互之間的精度關(guān)系。
4)當(dāng)數(shù)控加工中心零件的定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)難以重合時(shí),應(yīng)認(rèn)真分析裝配圖紙,確定該零件設(shè)計(jì)基準(zhǔn)的設(shè)計(jì)功能,通過(guò)尺寸鏈的計(jì)算,嚴(yán)格規(guī)定定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)間的形位公差范圍,確保加工精度。
5)當(dāng)在數(shù)控加工中心上無(wú)法同時(shí)完成包括設(shè)計(jì)基準(zhǔn)在內(nèi)的工位加工時(shí),應(yīng)盡量使定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)重合。同時(shí)還要考慮用該基準(zhǔn)定位后,一次裝夾就能夠完成全部關(guān)鍵精度部位的加工。
責(zé)任編輯:lq6
-
零件
+關(guān)注
關(guān)注
1文章
110瀏覽量
14920 -
夾具
+關(guān)注
關(guān)注
0文章
77瀏覽量
13305 -
數(shù)控加工
+關(guān)注
關(guān)注
0文章
58瀏覽量
9911
原文標(biāo)題:加工中心加工零件選擇定位基準(zhǔn)的方法
文章出處:【微信號(hào):AMTBBS,微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
數(shù)控加工設(shè)備的發(fā)展方向是什么
數(shù)控機(jī)床加工工藝方法分類有哪幾種
數(shù)控機(jī)床的加工特點(diǎn)以及主要加工對(duì)象
數(shù)控銑削加工在加工前數(shù)控程序需要編程嗎
數(shù)控銑床主要用于加工什么零件
數(shù)控加工工藝分析的一般步驟與方法
數(shù)控加工工藝處理的原則和步驟是什么
數(shù)控加工工藝主要包括哪些內(nèi)容和特點(diǎn)
簡(jiǎn)述數(shù)控機(jī)床適合加工的工件類型有哪些
加工中心和數(shù)控銑床的主要區(qū)別
數(shù)控加工中心換刀機(jī)構(gòu)常采用的是
簡(jiǎn)述數(shù)控機(jī)床的加工過(guò)程與組成
高精度微型加工中心——半導(dǎo)體精密零件加工的新選擇






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論