") 如何實現(xiàn)焊錫錫量和引腳間距檢測功能
如何實現(xiàn)焊錫錫量和引腳間距檢測功能
應用背景
在電子元器件生產(chǎn)工藝的焊錫檢測過程中,焊錫膏的印刷工藝是伴隨著SMT行業(yè)應時而生的。焊錫膏的印刷工藝質(zhì)量的好壞,直接影響下一步的貼片及回流加工工藝能否正常運行。而目前的印刷工藝,主要由人工在將焊錫膏涂抹在鋼網(wǎng)上后,目視檢查焊錫膏錫量的方法。
伴隨著電子元器件不斷地更新迭代,隨之印刷也不斷進行,同時鋼網(wǎng)上的焊錫膏錫量也不斷變化,傳統(tǒng)人工的檢測方法極易造成漏檢或精度不高等問題,而印刷過程中焊錫膏錫量不足也容易造成少錫、橋連等不良的產(chǎn)生。并且電子元器件引腳間距不達標也會導致影響電子元器件整體的加工效率和精度。
針對上述問題,正運動技術(shù)特此開發(fā)了焊錫錫引腳間距檢測的解決方案。此方案具有檢測速度快、可靠性好、生產(chǎn)效率高等特點,在自動化生產(chǎn)線中進行機器視覺焊錫錫量和引腳間距檢測具有較好的應用性,同時也有著廣泛的市場應用場景。
上期課程,我們講述了在機器視覺方案中自動識別工件缺口方向的應用案例,本期課程我們將和大家一起分享如何去實現(xiàn)焊錫錫量和引腳間距檢測的功能。
一、檢測原理
(一)檢測需求
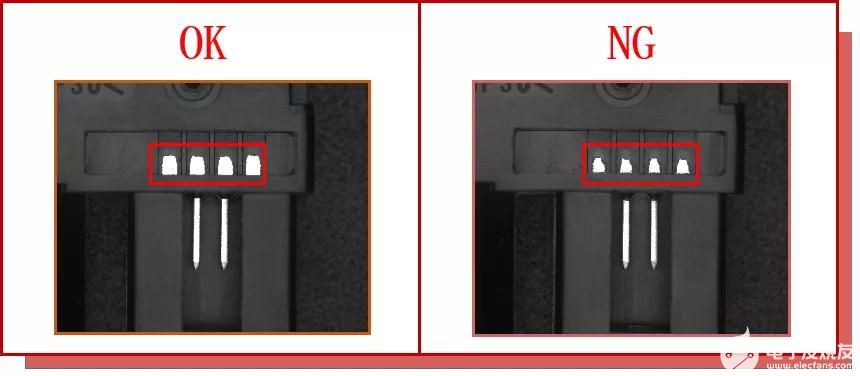
1.檢測4個焊錫區(qū)域的錫量是否達標。
2.檢測兩根引腳之間的間距。
3.界面顯示引腳間距數(shù)據(jù)并統(tǒng)計焊錫合格的樣品數(shù)量,執(zhí)行機構(gòu)根據(jù)輸出的檢測結(jié)果來執(zhí)行下一步動作。
(二)軟件算法
1.先將圖片二值化,計算白色連通區(qū)域,遍歷每個白色連通區(qū)域面積,將合格的焊錫面積作為錫量OK基準,過濾掉不合格的面積,最后計算過濾后的數(shù)量是否為實際焊錫數(shù)量。
如果數(shù)量相同且引腳間距符合標準范圍,則輸出合格信號并在界面上繪制合格區(qū)域,否則輸出NG信號并將所有面積重置為-1。
2.檢測引腳間距須要用到直線測量器,但是因目標樣品位置是隨動的,所以需要先經(jīng)過BLOB分析篩選出引腳區(qū)域。
然后遍歷所有引腳區(qū)域,外接一個最小旋轉(zhuǎn)矩形,得到旋轉(zhuǎn)矩形的中心點,作為測量器位置跟隨的基準點來創(chuàng)建變換矩陣,經(jīng)過測量區(qū)域補正來跟隨長引腳位置進行直線測量,間距測量。

二、軟件實現(xiàn)
1.打開ZDevelop軟件:新建名稱為“焊錫錫量和引腳間距檢測.zpj”項目→新建“HMI”文件→新建“main.bas”文件(用于開啟HMI自動運行任務,以及用于界面響應函數(shù))→新建“global_variable.bas”文件(用于定義全局變量以及初始化相關(guān)參數(shù))→文件添加到項目。
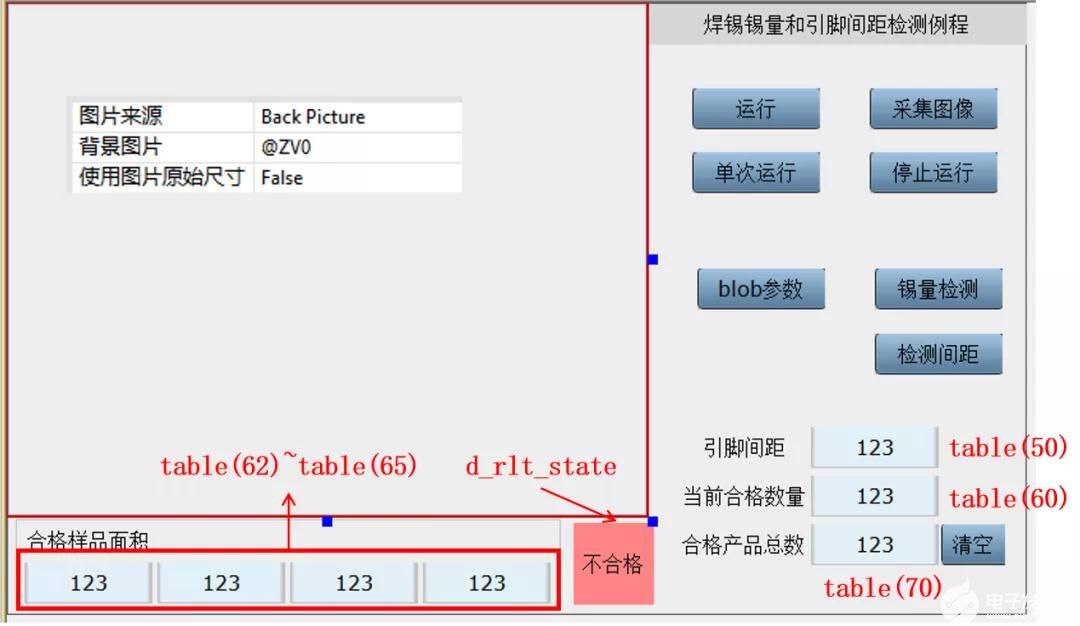
2.設計HMI主界面。

3.關(guān)聯(lián)HMI主界面的控件變量。
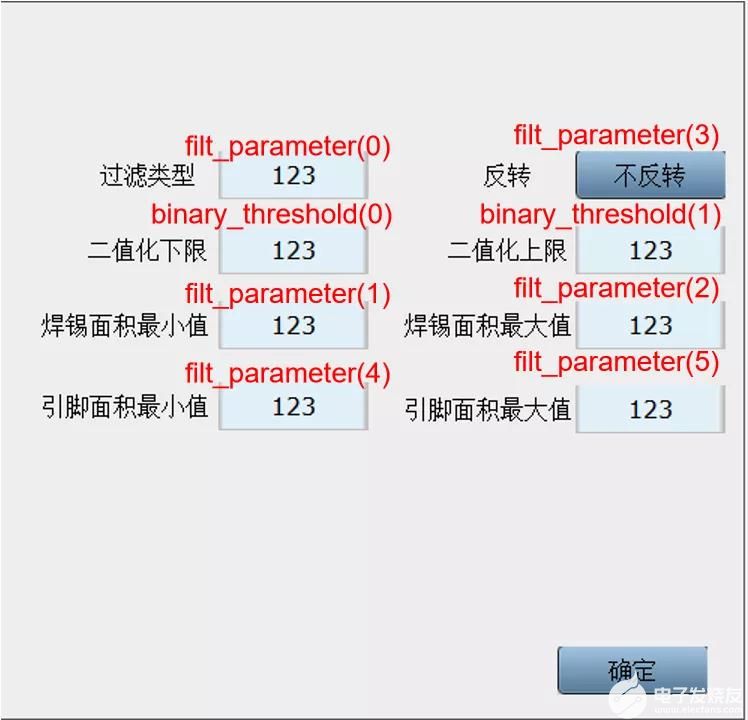
4.關(guān)聯(lián)blob參數(shù)設置界面的控件變量。
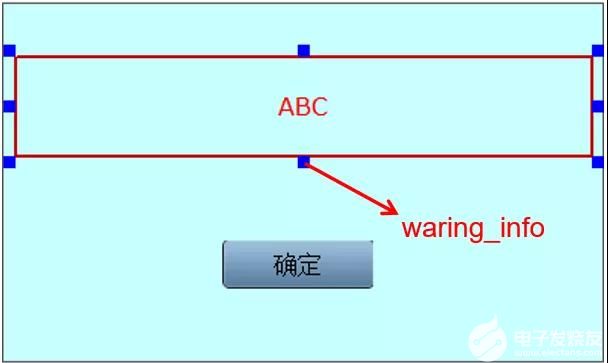
5.關(guān)聯(lián)彈跳出報警提示信息界面的控件變量。
6.本期課程的代碼實現(xiàn)的功能主要使用到的指令是基于形態(tài)學的BLOB分析、區(qū)域特征運算、測量器的ROI位置補正后再進行測量等相關(guān)指令。
(1)二值化
ZV_RETHRESH(參數(shù)1:輸入圖像,參數(shù)2:掩膜區(qū)域,參數(shù)3:二值化得到的區(qū)域,輸出參數(shù),參數(shù)4:設置低閾值,參數(shù)5:設置高閾值)
(2)計算連通區(qū)域
ZV_RECONNECT(參數(shù)1:輸入?yún)^(qū)域,參數(shù)2:列表,輸出參數(shù))
(3)過濾篩選出需要的區(qū)域
ZV_REFILTER(參數(shù)1:待過濾的區(qū)域列表,列表類型,參數(shù)2:區(qū)域特征類型,參數(shù)3:特征值的下限,參數(shù)4:特征值的上限,參數(shù)5:是否反向選擇)
(4)計算連通區(qū)域的面積
ZV_REDIFF(參數(shù)1:輸入?yún)^(qū)域,參數(shù)2:TABLE 索引,輸出參數(shù),依次為 area、cx、cy,即區(qū)域的 面積與中心位置 )
(5)計算區(qū)域最小外接矩
ZV_RERECT2(參數(shù)1:輸入?yún)^(qū)域,參數(shù)2:TABLE 索引,輸出參數(shù),依次為 矩形中心X坐標、矩形中心Y坐標、矩形寬、矩形高、矩形角度 )
(6)計算剛性變換矩陣
ZV_GETRIGIDVECTOR(參數(shù)1:ZVOBJECT類型,矩陣類型,計算的剛性變換矩陣。參數(shù)2:變換前向量的x坐標。參數(shù)3:變換前向量的y坐標。參數(shù)4:變換前向量1的方向。參數(shù)5:變換后向量2的x坐標。參數(shù)6:變換后向量2的y坐標。參數(shù)7:變換后向量2的方向)
(7)直線測量的旋轉(zhuǎn)矩形區(qū)域位置補正
ZV_MRGENLINE(參數(shù)1:輸入測量區(qū)域,參數(shù)2:補正的變換矩陣。參數(shù)3:變換后的測量區(qū)域)
(8)測量直線
ZV_MRLINE(參數(shù)1:直線測量區(qū)域,參數(shù)2:測量的目標圖像。參數(shù)3:測量的結(jié)果點,矩陣類型,每行一個點。參數(shù)4:TABLE索引,依次為x1、y1、x2、y2,即直線端點坐標)
三、操作演示
(一)操作步驟
查看運行效果:將項目下載到控制器中→點擊采集圖像→點擊blob參數(shù)(設置blob分析時的輸入?yún)?shù))→點擊錫量檢測(檢測焊錫的錫量)→點擊檢測間距(進行引腳間距測量)→點擊單次運行(查看當前樣品檢測結(jié)果)→點擊運行(查看連續(xù)運行效果)→結(jié)束。
(二)效果演示
本次,正運動技術(shù)機器視覺運動控制一體機應用例程丨焊錫錫量和引腳間距檢測,就分享到這里。
審核編輯:湯梓紅
-
電子元器件
+關(guān)注
關(guān)注
133文章
3311瀏覽量
104991 -
機器視覺
+關(guān)注
關(guān)注
161文章
4348瀏覽量
120134 -
自動化
+關(guān)注
關(guān)注
29文章
5519瀏覽量
79122
發(fā)布評論請先 登錄
相關(guān)推薦
激光焊錫和激光焊接的原理區(qū)別

大研智造 探秘激光錫球全自動焊錫機在耳機端子制造中的應用方案

不同錫絲的激光焊錫使用
LED錫膏在性能上相較于普通錫膏有什么區(qū)別?

SMT貼片加工中,焊錫膏、錫膏與助焊膏有什么區(qū)別?

連接器引腳連錫原因有哪些
STM8S 207S8T6C供電焊錫融化怎么解決?
為什么說“AOI檢測”是SMT焊接質(zhì)量的把關(guān)者?
什么是SPI錫膏檢測儀?

揭秘:PCB電子激光焊錫技術(shù)的檢測方法與應用范圍
焊錫膏中的錫粉和助焊劑有什么區(qū)別?

SMT專用的焊錫膏有哪些?

低溫錫膏和高溫錫膏的區(qū)別
中溫錫膏哪種成份好焊錫?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論