 降低局部應力的有效措施
降低局部應力的有效措施
應力集中現象是普遍存在的,它對失效的影響很大,應當加強技術監督,嚴格檢查,消除一些不必要的應力集中因素(如加工缺陷)。同時,要采取一定的技術措施,在設計和加工中盡量減小應力集中程度。
1,從強化材料方面降低應力集中的影響采取局部強化以提高應力集中處的材料疲勞強度,從而減少應力集中的危害。
(1)表面熱處理強化
表面熱處理強化包括表面感應淬火、滲碳、滲氮和復合處理等,可得到軟(高韌性)的心部、硬的表層,在表層還存在殘余壓應力,由此降低應力集中的影響。
(2)薄殼淬火
直徑大且有截面變化的短軸類零件,如選用低淬透性鋼,經強烈淬火后可形成薄的表面淬硬層,其內存在殘余壓應力,可降低應力集中的影響。薄殼淬火與表面感應溶火相比有其較為有利的一面,即對于類似的零件,感應率火容易使截面變化的過渡區(如軸肩)無法淬火而存在殘余拉應力,反而加大了應力集中的有害作用。 (3)噴丸強化 使金屬表層強化且產生大的殘余壓應力,從而降低應力集中的危害。
高強度材料表面粗糙度值大或有缺陷時,噴丸處理對降低應力集中的影響更明顯。應力噴丸處理比一般噴丸處理效果更好。
(4)滾壓強化
使零件表面形變強化并產生殘余壓應力,從而降低應力集中的有害作用。其效果與滾壓參數及材料本身的組織性能有關。
2,從設計方面降低應力集中系數(1)變截面部位的過渡應盡可能地加大過渡部分的圓角,使過渡區接近于流線形,同時也要考慮到工藝性。可以改變過渡方式,采用橢圓過渡比圓弧過渡更好,或者采用其他過渡方式。
(2)根據零件的受力方向和位置選擇適當的開孔部位孔一般應開在低應力區,如果必須開在高應力區,則應采取補強措施。橢圓形的長軸應與主應力方向平行,以降低應力集中系數。
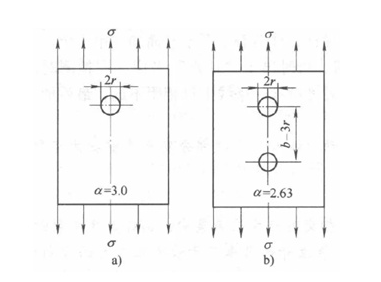
(3)在應力集中區附近的低應力部位增開缺口和圓孔這樣可使應力的流線平緩,從而降低最大應力峰值。例如,圖a所示的應力集中系數為3,而圖b所示的應力集中系數為2.63。
同樣,在應力集中區附近的低應力部位,加開卸載槽(圖),也可改善應力集中情況。
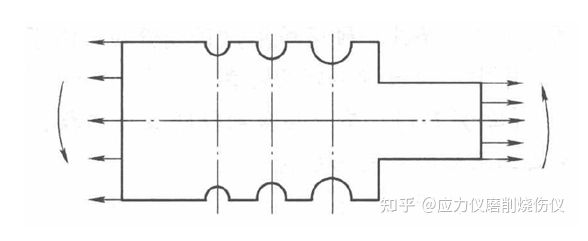
加開卸載槽對應力集中的影響
大量的失效分析表明,加工中的刀痕、焊接時的缺陷、危險截面部位的非金屬夾雜物、圓弧過渡的不光滑等,往往成為零件失效的直接促發因素,故在進行失效分析時對應力集中問題不可忽視。
審核編輯 :李倩
-
材料
+關注
關注
3文章
1187瀏覽量
27231 -
高強度材料
+關注
關注
0文章
2瀏覽量
5421
原文標題:降低局部應力的有效措施
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
如何提高電機性能并降低應力

多通道應力測量系統
機械應力和熱應力下的BGA焊點可靠性
最有效的云服務器網絡安全防護措施
哪些措施能降低電機的噪聲?
偵聽局部放電,識別絕緣缺陷——局放智能傳感器PMC? PD100

如何降低變換器的工作溫度
應力記憶技術介紹

電機電磁噪音的產生機理和降低措施
數字式局部放電檢測儀的防護措施——每日了解電力知識
SiP 封裝的焊點形態對殘余應力與翹曲的影響







 工商網監
工商網監
評論