") Tucker-TE螺柱焊建立程序
Tucker-TE螺柱焊建立程序
SOW 工件上的螺柱
EW 末端焊接
LMC 直線電機控制
GCC(手)槍管制柜臺
VDCE 電壓數(shù)字控制能量 = 電弧路徑上的電弧電壓穩(wěn)定
WIP 焊接參數(shù) = 焊接在參數(shù)范圍內(nèi)
WOP焊接超出參數(shù) = 焊接不在參數(shù)范圍內(nèi)
激活 通道:
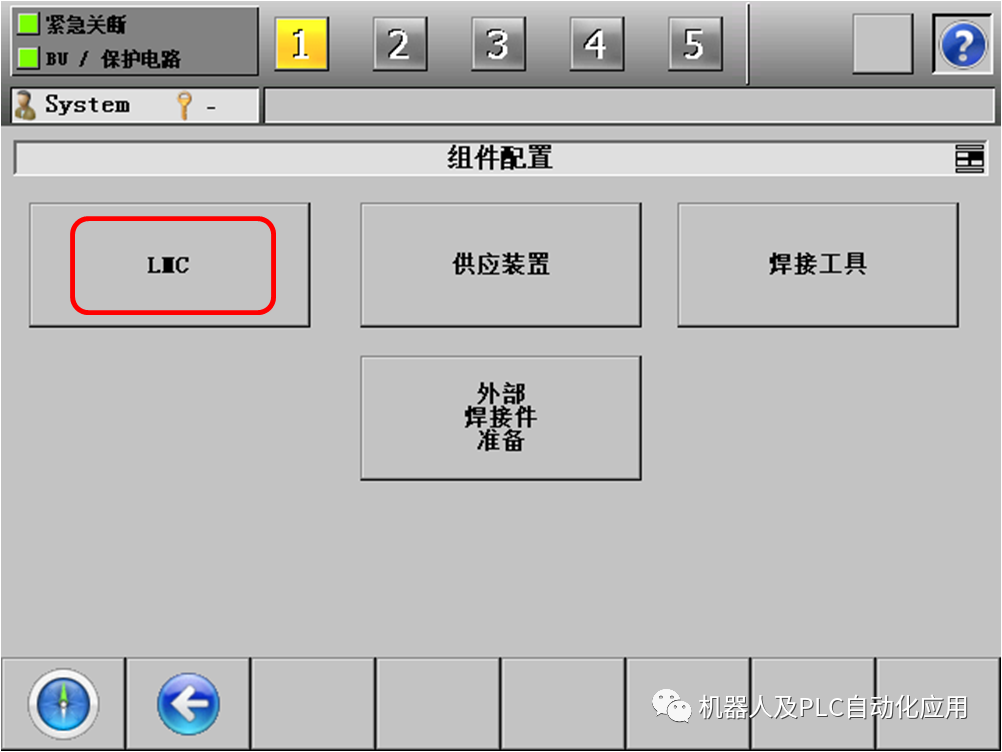

在螺柱焊上的設(shè)置,更改常規(guī)焊接設(shè)置如下:
在此對話框中,您可以定義焊接程序的基本設(shè)置。
1. 在焊接程序的各個對話框中輸入所需的數(shù)據(jù)和值。
2. 點擊 保存您的條目。
通用設(shè)置
1. 點擊編程 -> 焊接程序打開“焊接程序”對話框。
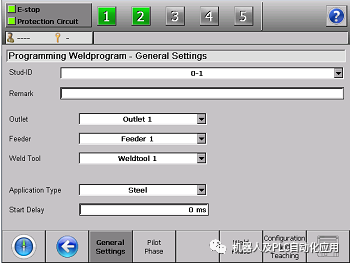
圖 46:“編程焊接程序 - 常規(guī)設(shè)置”對話框
"Stud ID" 螺柱 ID 的選擇
"Remark" 您可以輸入最多 64 個字符的可自由定義的文本
"Outlet" 定義使用該程序進行焊接的出口
"Feeder"定義螺柱的進料器
"Weld tool"定義進行焊接的焊接工具
"Application Type"可根據(jù)應(yīng)用在此處選擇鋼、鋁、T 型螺柱或 Clean Flash。
"Start Delay"指定先導(dǎo)電流階段的啟動延遲持續(xù)時間
通過點擊編程焊接程序試驗階段打開對話框“編程焊接程序 - 試驗階段”。
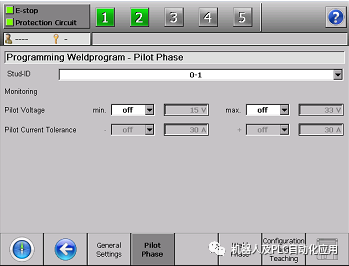
圖 47:對話“編程焊接程序 - 試驗階段”
"Pilot Voltage"如果“Pilot Voltage:On”,指定先導(dǎo)電流電壓的最小值和最大值.
配置清潔階段如下:
通過點擊編程焊接程序清潔階段過程打開對話框“焊接程序 - 清潔階段 - 過程”。

圖 48:對話“編程焊接程序 - 清潔階段”
"Trigger Voltage Start Clean"指定清潔階段開始的引導(dǎo)電弧電壓.
"Trigger Voltage End Clean"指定清潔階段結(jié)束的電壓
"Increase Weld Time If Not Cleaned"如果未進行清潔階段,則激活焊接時間增加.
"Maximum Clean Flash Time"指定清潔階段的最長持續(xù)時間
監(jiān)控
通過點擊編程焊接程序清潔階段監(jiān)控打開對話框“焊接程序 - 清潔階段 - 監(jiān)控”。

圖 49:編程焊接程序 - 清潔階段 - 監(jiān)控
"Clean Voltage"“清潔電壓”
"Clean Current Tolerance"“清潔電流容差”
如下編程焊接階段
通過點擊編程焊接程序焊接階段打開對話框“焊接程序 - 焊接階段。焊接階段 - 焊接階段”焊接程序焊接階段
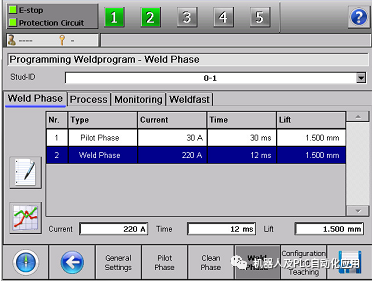
圖 50:對話“編程焊接程序 - 焊接階段焊接階段 - 焊接階段”
 打開一個新的對話,可以在其中對新的焊接階段進行編程
打開一個新的對話,可以在其中對新的焊接階段進行編程
 當前發(fā)展和焊接過程中的圖解預(yù)覽 當前發(fā)展和焊接過程中的提升的圖解預(yù)覽
當前發(fā)展和焊接過程中的圖解預(yù)覽 當前發(fā)展和焊接過程中的提升的圖解預(yù)覽

圖 51:您可以在其中創(chuàng)建焊接階段的對話框
在此對話框中,您可以創(chuàng)建新的焊接階段或編輯現(xiàn)有的焊接階段。
審核編輯 :李倩
-
焊接
+關(guān)注
關(guān)注
38文章
3063瀏覽量
59594 -
數(shù)字控制
+關(guān)注
關(guān)注
2文章
178瀏覽量
25799 -
螺柱
+關(guān)注
關(guān)注
0文章
5瀏覽量
5785
原文標題:Tucker-TE螺柱焊建立程序
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
TE推出AMPMODU互連系統(tǒng)產(chǎn)品特色是什么?-赫聯(lián)電子
焊盤與焊盤的距離規(guī)則怎么設(shè)置
高效液相色譜柱的類型及特點
水井用安全電壓操作柱是否可行
滑動變阻器接線柱的連接方法
TE推出的AMPMODU互連系統(tǒng)產(chǎn)品特色-赫聯(lián)電子
接線柱的選型考慮事項

公園高速公路景區(qū)校園IP網(wǎng)絡(luò)廣播音柱SIP音柱
造成虛焊、假焊的原因有哪些?如何預(yù)防虛焊假焊
倒裝焊器件封裝結(jié)構(gòu)設(shè)計
為什么取名圖騰柱?推挽電路和圖騰柱電路的區(qū)別
柱上無功補償是什么?適用哪些場合?優(yōu)點是什么?
PCB焊盤大小的DFA可焊性設(shè)計






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論