") 3D打印金屬零件的所有技術(shù)
3D打印金屬零件的所有技術(shù)
幾年前,用金屬進(jìn)行3D打印還只是用于工業(yè)。現(xiàn)在這一切都變了,金屬3D打印可以在桌面FDM3D打印機(jī)和更多的專(zhuān)業(yè)機(jī)器上實(shí)現(xiàn),不但可以生產(chǎn)高質(zhì)量的零件,而且價(jià)格也更容易接受。本文讓我們來(lái)看看3D打印金屬零件的所有技術(shù),以及你該選擇用那種技術(shù)打印金屬零件。
金屬3D打印零件案例
目前,市面上大約有10種方法可以3D打印金屬零件。這些方法根據(jù)所使用的原材料形態(tài)以及能量源進(jìn)行粗略的劃分,比如材料是金屬絲、金屬粉末還是金屬線(xiàn)材。有些甚至還使用金屬樹(shù)脂、金屬棒和金屬顆粒作為原材料,每種方法都能制造出具有不同屬性的部件。 選擇使用哪種金屬技術(shù)需要考慮零件細(xì)節(jié)、形狀、尺寸、強(qiáng)度、金屬類(lèi)型、成本、打印速度和數(shù)量等方面的因素。如果從這些方面進(jìn)行分析,每項(xiàng)技術(shù)都有優(yōu)點(diǎn)和缺點(diǎn),不幸的是,沒(méi)有一種方法能快速、廉價(jià)、完美地3D打印出超強(qiáng)的零件,所以要根據(jù)應(yīng)用需求來(lái)選擇到底使用哪種技術(shù)。
讓我們來(lái)看一些金屬零件的例子。 上面這個(gè)小的鋼制噴嘴是一個(gè)使用金屬絲打印的零件。像這樣的零件完全適合使用金屬長(zhǎng)絲,能夠在車(chē)間或辦公室快速地現(xiàn)場(chǎng)3D打印,使用經(jīng)濟(jì)實(shí)惠的FDM 3D打印機(jī),然后交給第三方進(jìn)行后處理。總的來(lái)說(shuō),這個(gè)過(guò)程可能只需要幾天時(shí)間。使用其他的制造方法,來(lái)制造這個(gè)零件將會(huì)成本昂貴并且緩慢。
這些髖關(guān)節(jié)和膝關(guān)節(jié)植入物樣本(上圖)是使用電子束熔化(EBM)打印的。它們結(jié)構(gòu)錯(cuò)綜復(fù)雜,使用昂貴的鈦制成,并按照極高的材料質(zhì)量和公差制造,以滿(mǎn)足醫(yī)療植入物標(biāo)準(zhǔn)。EBM 3D打印機(jī)的真空環(huán)境確保了清潔和可控的打印條件,而高功率的電子束使打印機(jī)能夠在每次構(gòu)建中生產(chǎn)多個(gè)零件,以實(shí)現(xiàn)高生產(chǎn)率。
上面這個(gè)巨大的起重機(jī)吊鉤是用電弧增材制造(WAAM)打印的,然后進(jìn)行后期加工。像這樣一個(gè)巨大和沉重的零件非常適合使用WAAM,因?yàn)檫@項(xiàng)技術(shù)比任何傳統(tǒng)的金屬制造方法(如鍛造或鑄造)更快,而且同樣堅(jiān)固。此外,這種零件可以在離需求點(diǎn)較近的工廠中生產(chǎn),甚至可以在現(xiàn)場(chǎng)生產(chǎn),例如在石油鉆井平臺(tái)上。
Cobra Golf上面的這些高爾夫球桿是使用惠普的金屬粘合劑噴射技術(shù)3D打印的。這種獨(dú)特的形狀是其他任何制造技術(shù)都無(wú)法做到的。由于需要成千上萬(wàn)個(gè)相同的零件,制造商選擇了粘合劑噴射技術(shù),因?yàn)樗乃俣瓤臁a(chǎn)量高。同時(shí),這項(xiàng)技術(shù)還能打印出色的表面光潔度。Cobra Golf將球桿制造轉(zhuǎn)交給一家美國(guó)本地的增材制造商,無(wú)需從亞洲的制造中心制造和發(fā)貨。
3D打印金屬的10種最佳方法
該如何選擇適合自己的金屬3D打印技術(shù)?
正如你在上圖中所看到的,并非所有的金屬3D打印技術(shù)特征都是以相同的方式測(cè)量的,特別是在涉及到構(gòu)建速度時(shí)。一些技術(shù)通過(guò)沉積材料的重量來(lái)記錄構(gòu)建速度,而其他技術(shù)則以材料的成型體積來(lái)衡量。這些速度也受到被打印部件的形狀的影響。此外,一項(xiàng)技術(shù)中的每臺(tái)3D打印機(jī)都不可能達(dá)到相同的速度。
層高,通常是打印精細(xì)細(xì)節(jié)能力的一個(gè)參數(shù),但它受所使用的材料、零件的形狀和打印速度的影響。在投資任何一項(xiàng)技術(shù)之前,請(qǐng)向多家3D打印機(jī)制造商索取樣品部件(相同的部件)。樣品零件應(yīng)該附帶一份報(bào)告,說(shuō)明打印該零件需要多長(zhǎng)時(shí)間,打印機(jī)可以一次打印多少個(gè)該尺寸和形狀的零件,每個(gè)零件的價(jià)格,以及材料消耗。
10種金屬3D打印技術(shù)簡(jiǎn)介
1. FDM與擠出成型
有幾種3D打印技術(shù)屬于擠出技術(shù)。一種是我們熟悉的熔融沉積成型(FDM),它使用由塑料基底制成的長(zhǎng)絲,其中均勻地注入了金屬顆粒。打印金屬部件的金屬長(zhǎng)絲必須含有高比例的金屬粉末(約80%),并需要經(jīng)過(guò)脫脂、燒結(jié)等后處理,以去除塑料成分得到金屬部件。市場(chǎng)上的一些桌面FDM 3D打印機(jī)可以用金屬絲打印,這些金屬絲有不銹鋼(316L,17-4 PH)、銅和鈦。
另一項(xiàng)技術(shù)使用的是具有更高濃度的金屬長(zhǎng)絲。以至于它實(shí)際上是一根堅(jiān)固的金屬棒,但仍然可以被加熱和擠出。這些材料通常是某一特定3D打印機(jī)所獨(dú)有的,如Markforged或Desktop Metal,其成本比普通FDM高,但比其他金屬3D打印方法低。
第三種金屬擠出方法(盡管在工業(yè)領(lǐng)域有更多)是使用金屬顆粒進(jìn)行擠出,金屬顆粒可以是與注射成型相同的材料,因此成本較低,也可以是特別制作的顆粒。
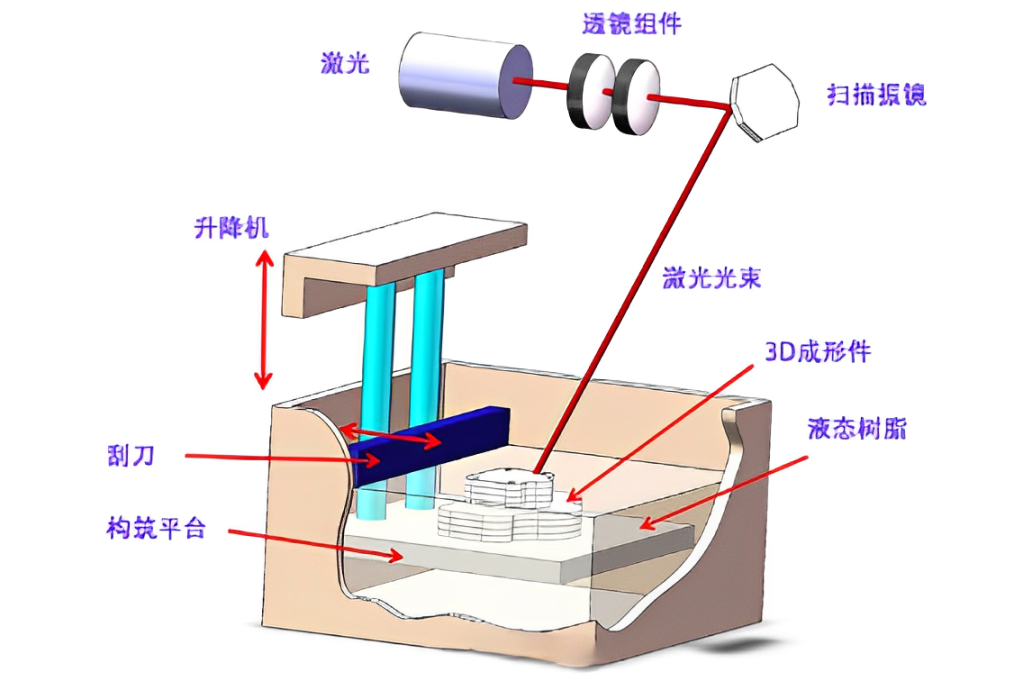
2. 使用激光的金屬粉末床熔融——選擇性激光熔化(SLM)
使用高功率激光器選擇性地熔化金屬粉末的3D打印機(jī),這種技術(shù)的設(shè)備占了金屬3D打印機(jī)的大多數(shù),通常被稱(chēng)為選擇性激光熔化(SLM)或粉末床熔化(PBF)。打印機(jī)可以使用 "純 "金屬材料,也可以使用合金材料。
SLM 3D打印機(jī)使用粉末狀金屬原材料,在投入打印倉(cāng)之后,由刮刀或滾筒將金屬粉末平鋪在基板或構(gòu)建平臺(tái)上形成一個(gè)薄層。接下來(lái),一個(gè)高功率的激光器按照切片的圖案來(lái)選擇性地熔化粉末材料。然后,構(gòu)建板下降到一個(gè)小層的高度,涂布機(jī)在表面上鋪上另一層新的粉末。打印機(jī)不斷重復(fù)這些步驟,直到得到成品部件。
與EBM技術(shù)相比,SLM技術(shù)可以打印出更好的初始表面光潔度和更高的精度。
3. 用電子束進(jìn)行金屬粉末床融合——電子束熔融(EBM)
電子束熔化是一種使用電子束作為能量來(lái)源的3D打印技術(shù),主要用于導(dǎo)電金屬。所有EBM 3D打印機(jī)都由一個(gè)能夠發(fā)射電子束的能量源、一個(gè)粉末容器、一個(gè)送粉器、一個(gè)粉末再涂層器和一個(gè)加熱的構(gòu)建平臺(tái)組成。需要注意的是,打印過(guò)程必須在真空中進(jìn)行。這是因?yàn)殡娮邮碾娮訒?huì)與氣體分子發(fā)生碰撞,這將 "殺死 "電子束。
由于電子束能量較高,EBM可以比SLM更快,產(chǎn)品部件的殘余應(yīng)力也比SLM低。
4. 金屬粘結(jié)劑噴射
金屬粘結(jié)劑噴射可以打印出具有復(fù)雜設(shè)計(jì)的零件,而不是實(shí)心的,由此產(chǎn)生的零件在具有同樣強(qiáng)度的同時(shí),也大大減輕了重量。粘結(jié)劑噴射的多孔性特征也可用于實(shí)現(xiàn)醫(yī)療應(yīng)用中更輕的終端零件,如植入物。與其他增材制造工藝一樣,粘結(jié)劑噴射可以生產(chǎn)具有內(nèi)部通道和結(jié)構(gòu)的復(fù)雜部件,消除了焊接的需要,減少了部件的數(shù)量和重量。為粘結(jié)劑噴射重新設(shè)計(jì)你的金屬部件,可以大大減少使用和浪費(fèi)的材料。
總的來(lái)說(shuō),金屬粘結(jié)劑噴射零件的材料特性與用金屬注射成型生產(chǎn)的金屬零件相當(dāng),后者是大規(guī)模生產(chǎn)金屬零件的最廣泛使用的制造方法之一。另外,粘結(jié)劑噴射部件表現(xiàn)出更高的表面光滑度,特別是在內(nèi)部通道。
5. 電弧送絲增材制造(WAAM)
電弧送絲增材制造以金屬線(xiàn)為材料,以電弧為能量來(lái)源,與焊接非常相似。電弧熔化金屬絲,然后被機(jī)械臂一層一層地沉積到一個(gè)成型平臺(tái)上。與焊接一樣,惰性氣體被用來(lái)防止氧化并改善或控制金屬的特性。
這個(gè)過(guò)程逐漸將材料制造成一個(gè)完整的三維物體或修復(fù)現(xiàn)有物體。沒(méi)有支撐結(jié)構(gòu)需要移除,如果有必要,成品部件可以通過(guò)數(shù)控加工達(dá)到嚴(yán)格的公差,或者進(jìn)行表面拋光。通常情況下,打印出來(lái)的部件需要熱處理,以釋放殘余應(yīng)力。
6. 基于激光的定向能量沉積(DED)
使用激光定向能量沉積技術(shù)來(lái)熔化金屬材料,同時(shí)由噴嘴沉積。金屬材料可以是粉末或金屬絲形式。盡管用DED技術(shù)能夠建造完整的零件,但這種技術(shù)通常被用來(lái)修復(fù)或增加現(xiàn)有物體的材料。當(dāng)與數(shù)控加工相結(jié)合時(shí),它可以產(chǎn)生一個(gè)精確的成品部件。
DED系統(tǒng)可能不同于PBF系統(tǒng),因?yàn)槭褂玫姆勰┩ǔ3叽巛^大,需要更高的能量密度。與PBF系統(tǒng)相比,擁有更快的構(gòu)建速率。然而,帶來(lái)了較差的表面質(zhì)量,可能需要額外的加工。通常用于PBF系統(tǒng)的支撐結(jié)構(gòu)很少或從未用于DED,DED通常使用多軸轉(zhuǎn)臺(tái)來(lái)旋轉(zhuǎn)構(gòu)建平臺(tái)以實(shí)現(xiàn)不同的特征。在不需要粉末床的情況下,DED系統(tǒng)可以在現(xiàn)有零件上進(jìn)行維修或打印。
7. 基于電子束定向能量沉積(DED)
電子束定向能量沉積使用電子束熔化金屬線(xiàn)(而不是粉末),同時(shí)由噴嘴沉積。與上述WAAM非常相似,電子束DED因速度而受到推崇。與WAAM不同,這些打印機(jī)需要一個(gè)真空室。通常情況下,零件被打印成接近凈值的形狀,然后用數(shù)控機(jī)床加工成嚴(yán)格的公差,如上面的照片所示。
8. 金屬立體光刻技術(shù)
金屬光刻技術(shù),也稱(chēng)為基于光刻技術(shù)的金屬制造(LMM),使用光敏樹(shù)脂和金屬粉末的混合物漿料作為原料。這種對(duì)光敏感的漿料在光的作用下被逐層選擇性地聚合起來(lái)。金屬立體光刻擁有出色的表面質(zhì)量,大多用于(但不限于)微型3D打印,因此它具有極高的細(xì)節(jié)。
9. 冷噴涂
冷噴是一種制造技術(shù),它以超音速?lài)娚浣饘俜勰诓蝗刍那闆r下將其粘合,這幾乎不產(chǎn)生熱應(yīng)力。自21世紀(jì)初以來(lái),它被用作一種涂層工藝,但最近幾家公司已將冷噴技術(shù)用于增材制造,因?yàn)樗芤员鹊湫偷慕饘?D打印機(jī)高約50至100倍的速度將金屬層精確到幾厘米。
在增材制造方面,冷噴正在被用于快速制造金屬替代部件,以及金屬部件的現(xiàn)場(chǎng)維修和修復(fù),如石油和天然氣行業(yè)的軍事設(shè)備和機(jī)械。修復(fù)后的零件,在某些情況下,可以比新的更好。
10. 微納金屬3D打印
有兩種方法可以制造微型金屬3D打印部件:上面提到的金屬立體光刻技術(shù)和微納選擇性激光燒結(jié)(μSLS),這是一種小規(guī)模的激光粉末床熔融技術(shù),上面也提到過(guò)。也被稱(chēng)為微型激光燒結(jié)或微型激光熔化,這種工業(yè)技術(shù)使用一個(gè)粉末床和一個(gè)精細(xì)激光。
3D打印中的金屬材料
幾乎所有的金屬都可以進(jìn)行3D打印。除了零件的復(fù)雜性和速度之外,3D打印金屬的主要優(yōu)勢(shì)之一是節(jié)省原材料和幾乎沒(méi)有浪費(fèi)。當(dāng)使用昂貴的材料(如鈦)進(jìn)行打印時(shí),這一點(diǎn)極為重要。
一些3D打印方法可以使用已經(jīng)用于注射成型的的材料,如一些粉末、線(xiàn)材和顆粒,而其他材料則是為3D打印而獨(dú)特配制的。如果你知道你的零件需要用什么材料打印,請(qǐng)查看下面的指南,了解你可以打印鈦、鋁和鋼的所有方法。
審核編輯 :李倩
目前,市面上大約有10種方法可以3D打印金屬零件。這些方法根據(jù)所使用的原材料形態(tài)以及能量源進(jìn)行粗略的劃分,比如材料是金屬絲、金屬粉末還是金屬線(xiàn)材。有些甚至還使用金屬樹(shù)脂、金屬棒和金屬顆粒作為原材料,每種方法都能制造出具有不同屬性的部件。 選擇使用哪種金屬技術(shù)需要考慮零件細(xì)節(jié)、形狀、尺寸、強(qiáng)度、金屬類(lèi)型、成本、打印速度和數(shù)量等方面的因素。如果從這些方面進(jìn)行分析,每項(xiàng)技術(shù)都有優(yōu)點(diǎn)和缺點(diǎn),不幸的是,沒(méi)有一種方法能快速、廉價(jià)、完美地3D打印出超強(qiáng)的零件,所以要根據(jù)應(yīng)用需求來(lái)選擇到底使用哪種技術(shù)。
讓我們來(lái)看一些金屬零件的例子。 上面這個(gè)小的鋼制噴嘴是一個(gè)使用金屬絲打印的零件。像這樣的零件完全適合使用金屬長(zhǎng)絲,能夠在車(chē)間或辦公室快速地現(xiàn)場(chǎng)3D打印,使用經(jīng)濟(jì)實(shí)惠的FDM 3D打印機(jī),然后交給第三方進(jìn)行后處理。總的來(lái)說(shuō),這個(gè)過(guò)程可能只需要幾天時(shí)間。使用其他的制造方法,來(lái)制造這個(gè)零件將會(huì)成本昂貴并且緩慢。
這些髖關(guān)節(jié)和膝關(guān)節(jié)植入物樣本(上圖)是使用電子束熔化(EBM)打印的。它們結(jié)構(gòu)錯(cuò)綜復(fù)雜,使用昂貴的鈦制成,并按照極高的材料質(zhì)量和公差制造,以滿(mǎn)足醫(yī)療植入物標(biāo)準(zhǔn)。EBM 3D打印機(jī)的真空環(huán)境確保了清潔和可控的打印條件,而高功率的電子束使打印機(jī)能夠在每次構(gòu)建中生產(chǎn)多個(gè)零件,以實(shí)現(xiàn)高生產(chǎn)率。
上面這個(gè)巨大的起重機(jī)吊鉤是用電弧增材制造(WAAM)打印的,然后進(jìn)行后期加工。像這樣一個(gè)巨大和沉重的零件非常適合使用WAAM,因?yàn)檫@項(xiàng)技術(shù)比任何傳統(tǒng)的金屬制造方法(如鍛造或鑄造)更快,而且同樣堅(jiān)固。此外,這種零件可以在離需求點(diǎn)較近的工廠中生產(chǎn),甚至可以在現(xiàn)場(chǎng)生產(chǎn),例如在石油鉆井平臺(tái)上。
Cobra Golf上面的這些高爾夫球桿是使用惠普的金屬粘合劑噴射技術(shù)3D打印的。這種獨(dú)特的形狀是其他任何制造技術(shù)都無(wú)法做到的。由于需要成千上萬(wàn)個(gè)相同的零件,制造商選擇了粘合劑噴射技術(shù),因?yàn)樗乃俣瓤臁a(chǎn)量高。同時(shí),這項(xiàng)技術(shù)還能打印出色的表面光潔度。Cobra Golf將球桿制造轉(zhuǎn)交給一家美國(guó)本地的增材制造商,無(wú)需從亞洲的制造中心制造和發(fā)貨。
3D打印金屬的10種最佳方法
| 技術(shù)類(lèi)型 | 成型尺寸 | 成本 | 最小層高 | 零件性能 | 打印速度 |
| FDM/Extrusion熔融擠出成型(線(xiàn)材) | 小到中 | $ | 0.05 mm | 中到高 | 最高500 mm/s |
| SLM/PBF選擇性激光熔融或激光粉末床 | 小到中 | $$$ | 0.02 mm | 高 | 最高25 cm3/h |
| EBM/PBF電子束熔融或者電子束粉末床 | 小到中 | $$$$ | 0.07 mm | 高 | 55 – 80 cm3/h |
| Metal BinderJetting金屬粘結(jié)劑噴射 | 小到中 | $$$ | 0.035 mm | 高 | 1,500 cm3/h |
| WAAM電弧送絲 | 大到非常大 | $$ | 1 mm | 高 | 2.2 kg/h |
| DED Laser激光直接能量沉積 | 中到大 | $$$$ | 0.2 mm | 高 | 500 cm3/h |
| DED eBeam電子束直接能量沉積 | 中到大 | $$$ | 0.2 mm | 高 | 2,000 cm3/h |
| MetalLithography金屬立體光刻 | 很小到中 | $$$$ | 0.01 mm | 高 | 最高300層/小時(shí) |
| Cold Spray冷噴涂 | 中到大 | $$ | 0.38 mm | 高 | 100 g/m |
| Micro 3DPrinting微納3D打印 | 很小 | $$$$ | 0.005 mm | 高 | – |
該如何選擇適合自己的金屬3D打印技術(shù)?
正如你在上圖中所看到的,并非所有的金屬3D打印技術(shù)特征都是以相同的方式測(cè)量的,特別是在涉及到構(gòu)建速度時(shí)。一些技術(shù)通過(guò)沉積材料的重量來(lái)記錄構(gòu)建速度,而其他技術(shù)則以材料的成型體積來(lái)衡量。這些速度也受到被打印部件的形狀的影響。此外,一項(xiàng)技術(shù)中的每臺(tái)3D打印機(jī)都不可能達(dá)到相同的速度。
層高,通常是打印精細(xì)細(xì)節(jié)能力的一個(gè)參數(shù),但它受所使用的材料、零件的形狀和打印速度的影響。在投資任何一項(xiàng)技術(shù)之前,請(qǐng)向多家3D打印機(jī)制造商索取樣品部件(相同的部件)。樣品零件應(yīng)該附帶一份報(bào)告,說(shuō)明打印該零件需要多長(zhǎng)時(shí)間,打印機(jī)可以一次打印多少個(gè)該尺寸和形狀的零件,每個(gè)零件的價(jià)格,以及材料消耗。
10種金屬3D打印技術(shù)簡(jiǎn)介
1. FDM與擠出成型
有幾種3D打印技術(shù)屬于擠出技術(shù)。一種是我們熟悉的熔融沉積成型(FDM),它使用由塑料基底制成的長(zhǎng)絲,其中均勻地注入了金屬顆粒。打印金屬部件的金屬長(zhǎng)絲必須含有高比例的金屬粉末(約80%),并需要經(jīng)過(guò)脫脂、燒結(jié)等后處理,以去除塑料成分得到金屬部件。市場(chǎng)上的一些桌面FDM 3D打印機(jī)可以用金屬絲打印,這些金屬絲有不銹鋼(316L,17-4 PH)、銅和鈦。
另一項(xiàng)技術(shù)使用的是具有更高濃度的金屬長(zhǎng)絲。以至于它實(shí)際上是一根堅(jiān)固的金屬棒,但仍然可以被加熱和擠出。這些材料通常是某一特定3D打印機(jī)所獨(dú)有的,如Markforged或Desktop Metal,其成本比普通FDM高,但比其他金屬3D打印方法低。
第三種金屬擠出方法(盡管在工業(yè)領(lǐng)域有更多)是使用金屬顆粒進(jìn)行擠出,金屬顆粒可以是與注射成型相同的材料,因此成本較低,也可以是特別制作的顆粒。
2. 使用激光的金屬粉末床熔融——選擇性激光熔化(SLM)
使用高功率激光器選擇性地熔化金屬粉末的3D打印機(jī),這種技術(shù)的設(shè)備占了金屬3D打印機(jī)的大多數(shù),通常被稱(chēng)為選擇性激光熔化(SLM)或粉末床熔化(PBF)。打印機(jī)可以使用 "純 "金屬材料,也可以使用合金材料。
SLM 3D打印機(jī)使用粉末狀金屬原材料,在投入打印倉(cāng)之后,由刮刀或滾筒將金屬粉末平鋪在基板或構(gòu)建平臺(tái)上形成一個(gè)薄層。接下來(lái),一個(gè)高功率的激光器按照切片的圖案來(lái)選擇性地熔化粉末材料。然后,構(gòu)建板下降到一個(gè)小層的高度,涂布機(jī)在表面上鋪上另一層新的粉末。打印機(jī)不斷重復(fù)這些步驟,直到得到成品部件。
與EBM技術(shù)相比,SLM技術(shù)可以打印出更好的初始表面光潔度和更高的精度。
3. 用電子束進(jìn)行金屬粉末床融合——電子束熔融(EBM)
電子束熔化是一種使用電子束作為能量來(lái)源的3D打印技術(shù),主要用于導(dǎo)電金屬。所有EBM 3D打印機(jī)都由一個(gè)能夠發(fā)射電子束的能量源、一個(gè)粉末容器、一個(gè)送粉器、一個(gè)粉末再涂層器和一個(gè)加熱的構(gòu)建平臺(tái)組成。需要注意的是,打印過(guò)程必須在真空中進(jìn)行。這是因?yàn)殡娮邮碾娮訒?huì)與氣體分子發(fā)生碰撞,這將 "殺死 "電子束。
由于電子束能量較高,EBM可以比SLM更快,產(chǎn)品部件的殘余應(yīng)力也比SLM低。
4. 金屬粘結(jié)劑噴射
金屬粘結(jié)劑噴射可以打印出具有復(fù)雜設(shè)計(jì)的零件,而不是實(shí)心的,由此產(chǎn)生的零件在具有同樣強(qiáng)度的同時(shí),也大大減輕了重量。粘結(jié)劑噴射的多孔性特征也可用于實(shí)現(xiàn)醫(yī)療應(yīng)用中更輕的終端零件,如植入物。與其他增材制造工藝一樣,粘結(jié)劑噴射可以生產(chǎn)具有內(nèi)部通道和結(jié)構(gòu)的復(fù)雜部件,消除了焊接的需要,減少了部件的數(shù)量和重量。為粘結(jié)劑噴射重新設(shè)計(jì)你的金屬部件,可以大大減少使用和浪費(fèi)的材料。
總的來(lái)說(shuō),金屬粘結(jié)劑噴射零件的材料特性與用金屬注射成型生產(chǎn)的金屬零件相當(dāng),后者是大規(guī)模生產(chǎn)金屬零件的最廣泛使用的制造方法之一。另外,粘結(jié)劑噴射部件表現(xiàn)出更高的表面光滑度,特別是在內(nèi)部通道。
5. 電弧送絲增材制造(WAAM)
電弧送絲增材制造以金屬線(xiàn)為材料,以電弧為能量來(lái)源,與焊接非常相似。電弧熔化金屬絲,然后被機(jī)械臂一層一層地沉積到一個(gè)成型平臺(tái)上。與焊接一樣,惰性氣體被用來(lái)防止氧化并改善或控制金屬的特性。
這個(gè)過(guò)程逐漸將材料制造成一個(gè)完整的三維物體或修復(fù)現(xiàn)有物體。沒(méi)有支撐結(jié)構(gòu)需要移除,如果有必要,成品部件可以通過(guò)數(shù)控加工達(dá)到嚴(yán)格的公差,或者進(jìn)行表面拋光。通常情況下,打印出來(lái)的部件需要熱處理,以釋放殘余應(yīng)力。
6. 基于激光的定向能量沉積(DED)
使用激光定向能量沉積技術(shù)來(lái)熔化金屬材料,同時(shí)由噴嘴沉積。金屬材料可以是粉末或金屬絲形式。盡管用DED技術(shù)能夠建造完整的零件,但這種技術(shù)通常被用來(lái)修復(fù)或增加現(xiàn)有物體的材料。當(dāng)與數(shù)控加工相結(jié)合時(shí),它可以產(chǎn)生一個(gè)精確的成品部件。
DED系統(tǒng)可能不同于PBF系統(tǒng),因?yàn)槭褂玫姆勰┩ǔ3叽巛^大,需要更高的能量密度。與PBF系統(tǒng)相比,擁有更快的構(gòu)建速率。然而,帶來(lái)了較差的表面質(zhì)量,可能需要額外的加工。通常用于PBF系統(tǒng)的支撐結(jié)構(gòu)很少或從未用于DED,DED通常使用多軸轉(zhuǎn)臺(tái)來(lái)旋轉(zhuǎn)構(gòu)建平臺(tái)以實(shí)現(xiàn)不同的特征。在不需要粉末床的情況下,DED系統(tǒng)可以在現(xiàn)有零件上進(jìn)行維修或打印。
7. 基于電子束定向能量沉積(DED)
電子束定向能量沉積使用電子束熔化金屬線(xiàn)(而不是粉末),同時(shí)由噴嘴沉積。與上述WAAM非常相似,電子束DED因速度而受到推崇。與WAAM不同,這些打印機(jī)需要一個(gè)真空室。通常情況下,零件被打印成接近凈值的形狀,然后用數(shù)控機(jī)床加工成嚴(yán)格的公差,如上面的照片所示。
8. 金屬立體光刻技術(shù)
金屬光刻技術(shù),也稱(chēng)為基于光刻技術(shù)的金屬制造(LMM),使用光敏樹(shù)脂和金屬粉末的混合物漿料作為原料。這種對(duì)光敏感的漿料在光的作用下被逐層選擇性地聚合起來(lái)。金屬立體光刻擁有出色的表面質(zhì)量,大多用于(但不限于)微型3D打印,因此它具有極高的細(xì)節(jié)。
9. 冷噴涂
冷噴是一種制造技術(shù),它以超音速?lài)娚浣饘俜勰诓蝗刍那闆r下將其粘合,這幾乎不產(chǎn)生熱應(yīng)力。自21世紀(jì)初以來(lái),它被用作一種涂層工藝,但最近幾家公司已將冷噴技術(shù)用于增材制造,因?yàn)樗芤员鹊湫偷慕饘?D打印機(jī)高約50至100倍的速度將金屬層精確到幾厘米。
在增材制造方面,冷噴正在被用于快速制造金屬替代部件,以及金屬部件的現(xiàn)場(chǎng)維修和修復(fù),如石油和天然氣行業(yè)的軍事設(shè)備和機(jī)械。修復(fù)后的零件,在某些情況下,可以比新的更好。
10. 微納金屬3D打印
有兩種方法可以制造微型金屬3D打印部件:上面提到的金屬立體光刻技術(shù)和微納選擇性激光燒結(jié)(μSLS),這是一種小規(guī)模的激光粉末床熔融技術(shù),上面也提到過(guò)。也被稱(chēng)為微型激光燒結(jié)或微型激光熔化,這種工業(yè)技術(shù)使用一個(gè)粉末床和一個(gè)精細(xì)激光。
3D打印中的金屬材料
幾乎所有的金屬都可以進(jìn)行3D打印。除了零件的復(fù)雜性和速度之外,3D打印金屬的主要優(yōu)勢(shì)之一是節(jié)省原材料和幾乎沒(méi)有浪費(fèi)。當(dāng)使用昂貴的材料(如鈦)進(jìn)行打印時(shí),這一點(diǎn)極為重要。
一些3D打印方法可以使用已經(jīng)用于注射成型的的材料,如一些粉末、線(xiàn)材和顆粒,而其他材料則是為3D打印而獨(dú)特配制的。如果你知道你的零件需要用什么材料打印,請(qǐng)查看下面的指南,了解你可以打印鈦、鋁和鋼的所有方法。
| 技術(shù) | 材料選擇 |
| FDM/Extrusion熔融擠出成型(金屬線(xiàn)材) | 不銹鋼(316L,17-4 PH),銅,鈦,青銅,鎢,鋁 |
| SLM/PBF選擇性激光熔融或激光粉末床 | 鋁、銅、鎳、不銹鋼和工具鋼、鈦、貴金屬 |
| EBM/PBF電子束熔融或者電子束粉末床 | 鋁、銅、鎳、不銹鋼和工具鋼、鈦、貴金屬 |
| Metal BinderJetting金屬粘結(jié)劑噴射 | 馬氏體時(shí)效鋼、不銹鋼和工具鋼、鎳、鈷、鈦、鋁、銅、青銅 |
| WAAM電弧送絲 | 不銹鋼和工具鋼、鈦、鎳基合金 |
| DED Laser激光直接能量沉積 | 鋼、鑄鐵、鎳合金、鈦合金、鋁、銅等。 |
| DED eBeam電子束直接能量沉積 | 不銹鋼和工具鋼、鎳合金、鈦合金 |
| MetalLithography金屬立體光刻 | 不銹鋼、鈦、銅、鎳、黃銅 |
| Cold Spray冷噴涂 | 鈦,銅,不銹鋼和工具鋼,鋁,鎳,鈮,鉭 |
| Micro 3DPrinting微納3D打印 | 鋼、銅、貴金屬 |
聲明:本文內(nèi)容及配圖由入駐作者撰寫(xiě)或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場(chǎng)。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問(wèn)題,請(qǐng)聯(lián)系本站處理。
舉報(bào)投訴
-
3D打印
+關(guān)注
關(guān)注
26文章
3544瀏覽量
108873
原文標(biāo)題:10大常用金屬3D打印技術(shù)路線(xiàn) 如何按需選擇?
文章出處:【微信號(hào):xincailiaozaixian,微信公眾號(hào):新材料在線(xiàn)】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
3D打印汽車(chē)零部件模型定制服務(wù),多種材料、快速打印-CASAIM
在汽車(chē)行業(yè)中,3D打印技術(shù)正以其獨(dú)特的優(yōu)勢(shì),推動(dòng)著從設(shè)計(jì)到快速制造的革命性變化。3D打印技術(shù)不僅

UV光固化技術(shù)在3D打印中的應(yīng)用
UV光固化3D打印技術(shù)憑借高精度、快速打印環(huán)保優(yōu)勢(shì),在工業(yè)設(shè)計(jì)等領(lǐng)域廣泛應(yīng)用。SLA、DLP及CLIP技術(shù)各具特色,推動(dòng)
3D打印技術(shù)應(yīng)用的未來(lái)
3D打印技術(shù)作為一種革命性的制造技術(shù),正逐漸改變著傳統(tǒng)制造業(yè)的面貌。其通過(guò)數(shù)字化模型的逐層疊加,能夠制造出復(fù)雜形狀的物體,這種增材制造方式在多個(gè)領(lǐng)域展現(xiàn)出巨大的潛力和廣泛的應(yīng)用前景。
物聯(lián)網(wǎng)行業(yè)中的模具定制方案_3D打印技術(shù)分享
3D打印技術(shù)的基本原理是斷層掃描的逆過(guò)程。斷層掃描是把某個(gè)東西“切”成無(wú)數(shù)疊加的片,3D 打印則是通過(guò)連續(xù)的物理層疊加,逐層增加材料來(lái)生成三
物聯(lián)網(wǎng)行業(yè)中的模具定制方案_3D打印材料選型分享
3D打印材料介紹 3D打印技術(shù)是一種快速制造技術(shù),它可以將數(shù)字模型轉(zhuǎn)化為實(shí)體物體。

應(yīng)用在3D打印機(jī)的BD系列金屬連接器
能入3D打印機(jī)法眼,BD系列工業(yè)級(jí)連接器究竟有哪些獨(dú)特之處? 3D打印是近些年非常熱門(mén)的加工方式,它相較于傳統(tǒng)加工方式,無(wú)需復(fù)雜的工藝流程和生產(chǎn)線(xiàn),就能實(shí)現(xiàn)高效快速的加工。

安寶特產(chǎn)品 安寶特3D Evolution:增材制造零件查找器
安寶特3D Evolution 的Partfinder 管理器,可以自動(dòng)識(shí)別3D打印部件,針對(duì)不同的 3D 打印流程和機(jī)器類(lèi)型進(jìn)行分析、分類(lèi)

3D打印航空航天零部件模型3D打印定制設(shè)計(jì)服務(wù)CASAIM
隨著技術(shù)進(jìn)步,3D打印正在逐步改變航空航天工業(yè)的生產(chǎn)方式。在航空航天領(lǐng)域,隨著飛行器使用要求和設(shè)計(jì)水平的不斷提高,新型航空航天產(chǎn)品不斷向性能高、壽命長(zhǎng)、成本低、可靠性好等方向發(fā)展,航空航天零件

3D打印汽車(chē)零部件建模設(shè)計(jì)3D打印服務(wù)
傳統(tǒng)的汽車(chē)零件制造過(guò)程需要經(jīng)過(guò)多個(gè)環(huán)節(jié),包括設(shè)計(jì)、制造、裝配等,耗時(shí)且復(fù)雜。而采用3D打印技術(shù)制造汽車(chē)零件可以大幅度縮短生產(chǎn)周期。設(shè)計(jì)人員可

金屬零部件三維掃描CAV全尺寸3D偏差檢測(cè)
金屬零部件是工業(yè)體系中占比最大、應(yīng)用最為廣泛的產(chǎn)品類(lèi)型,隨著“智能制造”進(jìn)程的加快,快速開(kāi)發(fā)、定制化制造、輕量化等需求日趨緊迫。輪廓復(fù)雜、精密的金屬零部件的

優(yōu)可測(cè)為3D打印行業(yè)助力:重新定義制造業(yè)的未來(lái)
。那么,精密測(cè)量技術(shù)在3D打印領(lǐng)域充當(dāng)著一個(gè)什么樣的角色呢?一、3D打印的原理3D

CASAIM沙盤(pán)模型3D打印的優(yōu)勢(shì)和應(yīng)用
隨著3D打印技術(shù)的不斷發(fā)展,沙盤(pán)模型3D打印已經(jīng)成為建筑行業(yè)中的一項(xiàng)創(chuàng)新應(yīng)用。這種技術(shù)能夠?qū)⒃O(shè)計(jì)

特斯拉的CyberTruck的零件
Cybertruck的Parts上線(xiàn)了,有很多的零部件內(nèi)容,我們挑一些新奇的先給大家匯總一下。Cybertruck的零部件目錄一方面列出了Cybertruck部分零件的售后價(jià)格,一方面也把所有
發(fā)表于 12-17 09:58
?551次閱讀

提供3D打印材料與解決方案,助力3D打印產(chǎn)業(yè)發(fā)展
提供3D打印材料與解決方案,助力3D打印產(chǎn)業(yè)發(fā)展





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論