") 淬火裂紋、鍛造裂紋、磨削裂紋的特性及區(qū)別
淬火裂紋、鍛造裂紋、磨削裂紋的特性及區(qū)別
淬火裂紋是常見的淬火缺陷,產生的原因是多方面的。因熱處理的缺陷是從產品設計開始的,故預防裂紋產生的工作應該從產品設計抓起。要正確地選擇材料、合理地進行結構設計,提出恰當的熱處理技術要求,妥善安排工藝路線,選擇合理的加熱溫度、保溫時間、加熱介質、冷卻介質、冷卻方法和操作方式等
1
材料方面
1、碳是影響淬裂傾向的一個重要因素。碳含量提高,MS點降低,淬裂傾向增大。因此,在滿足基本性能如硬度、強度的條件下,應盡量選用較低的碳含量,以保證不易淬裂。
2、合金元素對淬裂傾向的影響主要體現在對淬透性、MS點,晶粒度長大傾向、脫碳的影響上。合金元素通過對淬透性的影響,從而影響到淬裂傾向。一般來說,淬透性增加,淬裂性增加,但淬透性增加的同時,卻可以使用冷卻能力弱的淬火介質以減少淬火變形的方法來防止復雜零件的變形與裂紋。因此,對于形狀復雜的零件,為了避免淬火裂紋,選擇淬透性好的鋼,并用冷卻能力弱的淬火介質是一個較好的方案。
合金元素對MS點影響較大,一般來說,MS越低的鋼,淬裂傾向越大,當MS點高時,相變生成的馬氏體可能立刻被自回火,從而消除一部分相變應力,可以避免發(fā)生淬裂。因此,當碳含量確定后,應選用少量的合金元素,或者含對MS點影響較小的元素的鋼種。
3、選擇鋼材時,應考慮過熱敏感性。過熱較敏感的鋼,容易產生裂紋,所以在選擇材料時應引起重視。
2
零件的結構設計
1、斷面尺寸均勻。斷面尺寸急劇變化的零件,在熱處理時,由于產生內應力而產生裂紋。故設計時盡量避免斷面尺寸突變。壁厚要均勻。必要時可在與用途無直接關系的厚壁部位開孔。孔應盡量做成通孔。對于厚不同的零件,可進行分體設計,待熱處理后,再進行組裝。
2、圓角過渡。當零件有棱角、尖角、溝槽和橫孔時,這些部位很容易產生應力集中,從而導致零件淬裂。為此,零件應盡量設計成不發(fā)生應力集中的形狀,在尖角處和臺階處加工成圓角。
3、形狀因素造成的冷卻速度差異。零件淬火時冷卻速度的快、慢隨零件 形狀的不同而不同。即使在同一零件上不同的部位,也會因各種因素而造成冷卻速度的不同。因此要盡量避免過大的冷卻差異,以防止淬火裂紋。
3
熱處理技術條件
1、盡量采用局部淬火或表面硬化。
2、根據零件服役條件需要,合理調整淬火件局部硬度。局部淬火硬度要求較低時,盡量不強求整體硬度一致。
3、注意鋼材的質量效應。
4、避免在第一類回火脆性區(qū)回火。
4
合理安排工藝路線及工藝參數
當鋼件的材料、結構和技術條件一經確定,熱處理工藝人員就要進行工藝分析,確定合理的工藝路線,即正確安排預備熱處理、冷加工和熱加工等工序的位置并確定加熱參數。
淬火裂紋
1、500X下,呈鋸齒狀,起始端裂紋寬,結束斷裂紋細小至無。
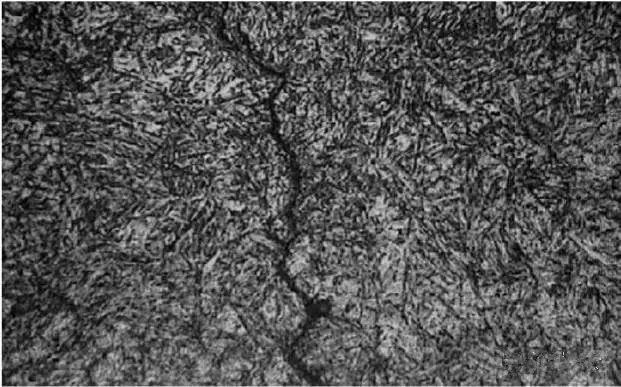
2、微觀分析:異常冶金夾雜,裂紋形貌呈鋸齒狀延伸;用4%的硝酸酒精腐蝕后觀察,沒有脫碳現象,微觀形貌見下圖:
1#樣品
品裂紋處未發(fā)現異常冶金夾雜,沒有脫碳現象,裂紋呈鋸齒狀延伸,具有淬火裂紋的典型特征。

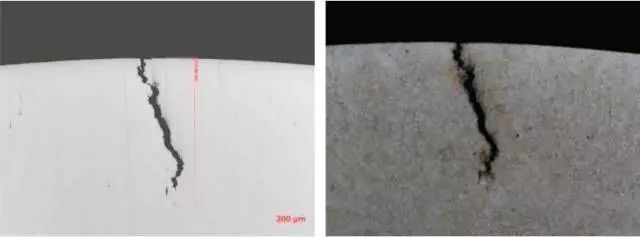
2#樣品
分析結論:
1、樣品的成分符合標準要求并對應原始爐號成分。
2、由微觀分析,樣品裂紋處未發(fā)現異常冶金夾雜,沒有脫碳現象,裂紋呈鋸齒狀延伸,具有淬火裂紋的典型特征。
鍛造裂紋
1、典型材料原因導致的裂紋,邊緣為氧化物。

2、微觀觀察

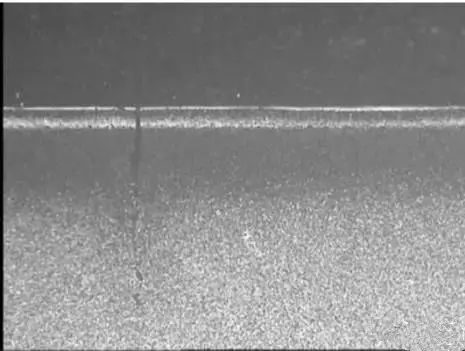
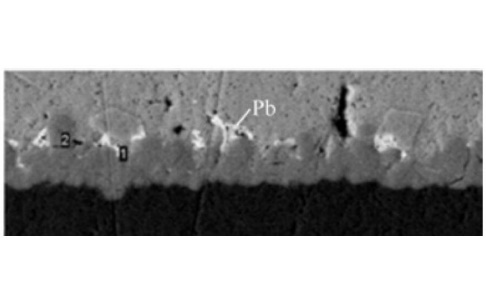
表面白亮層應為二次淬火層,二次淬火層下深黑色為高溫回火層
分析結論:存在脫碳的裂紋要分辨是否是原材料裂紋,一般裂紋脫碳深度大于等于表面脫碳深度的為原材料裂紋,裂紋脫碳深度小于表面脫碳深度的鍛造裂紋。
審核編輯 :李倩
-
熱處理
+關注
關注
0文章
115瀏覽量
18227 -
裂紋
+關注
關注
0文章
20瀏覽量
7196
原文標題:淬火裂紋、鍛造裂紋、磨削裂紋的特性及區(qū)別
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
冷裂紋和熱裂紋的區(qū)別是什么
冷裂紋產生的三大因素
冷裂紋產生的溫度在多少度
探傷和無損檢測的區(qū)別在哪
詳解金屬偏析對焊點可靠性的影響
如何識別塑封器件引腳上的凹坑缺陷

TDK橫向支架電容的原理和型號
一文帶你了解紅墨水實驗!

如何利用OLI進行產線自動化檢測?-閾值判斷功能介紹

淺析銅線鍵合鋁墊裂紋的預防和改善

通過離子注入在Li7La3Zr2O12固態(tài)電解質中引入壓應力來偏轉枝晶

電容裂紋產生的原因及分析
電動機機械的常見故障及檢修方法
紅墨水測試的定義 焊點裂紋的常見分類

光纖微裂紋檢測儀適用于產線的多通道測試





 工商網監(jiān)
工商網監(jiān)
評論