 直線電機焊接前的焊接參數監測
直線電機焊接前的焊接參數監測
直線電機原理
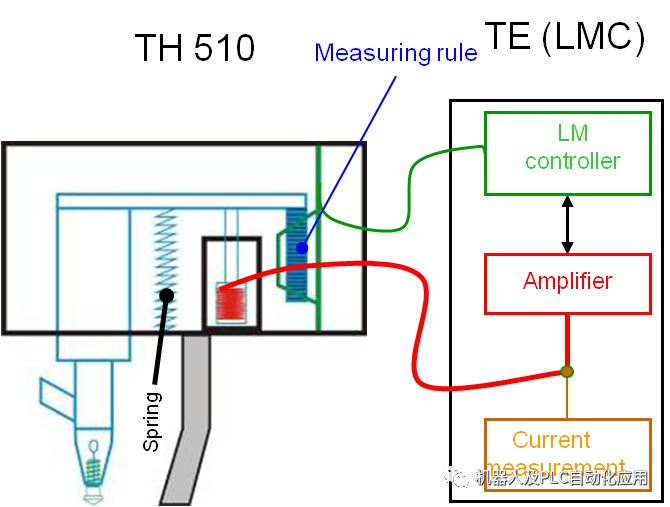
原則上,直線電機是普通的揚聲器。通過電流和張力,可以控制橫向路徑(升力)和施加的力。路徑測量規則用于檢測實際位置,并且通過分流器(電流傳感器電阻器)測量實際電流。該電流是電動機施加的力的量度。
焊接前的焊接參數監測:
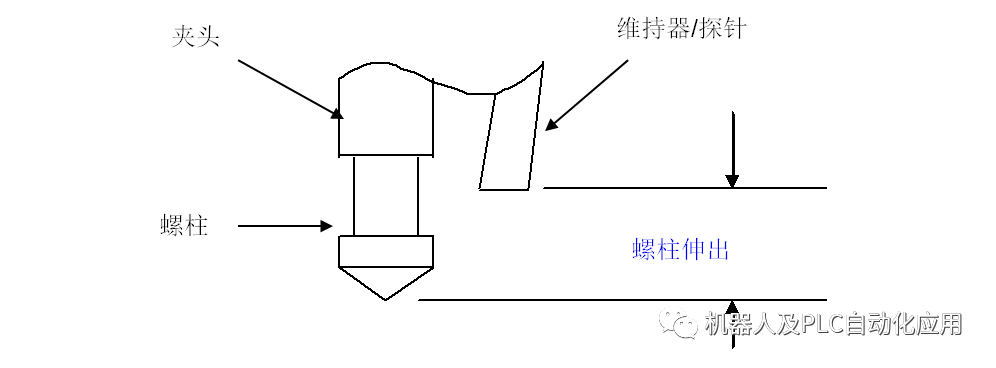
DCE / ETF 允許為每個單獨的焊接程序編程提升高度(弧形方式)和熔深(浸入焊池)的參考值。一旦螺柱處于穩定的 SOW(工作中的螺柱)位置,這兩個焊接程序參考值允許檢查是否可以達到編程提升高度以及螺柱位移的編程穿透。如果是,則焊接過程立即開始。如果不是,DCE 會生成故障條件并顯示一條或兩條錯誤消息:
提升空間不足
螺柱伸出不足
這些故障情況的原因是什么?
LM 致動器必須在太接近其上限范圍內運行。因此,螺柱無法達到最大編程提升高度。
探針和螺柱端之間的突出量小于編程的穿透。
因此,螺柱沒有達到編程的穿透力,并且 LM 致動器的可移動部件可能會嚴重撞擊致動器的下部。
如果接近焊頭的限位,傳感器將激活并生成警告 17601“焊接工具:滑動時已達到限位”。
故障 20004:SOW 未復位
SOW(stud on work) 工作上的螺柱
說明 在一個焊接循環之后,仍然檢測到信號 SOW(工作中的螺柱)。
進行焊接后未打開焊接電路
焊接飛濺物在支撐器/吹嘴和夾頭之間形成電氣連接(短路)

清除支架/吹嘴和夾頭上的任何焊接飛濺物
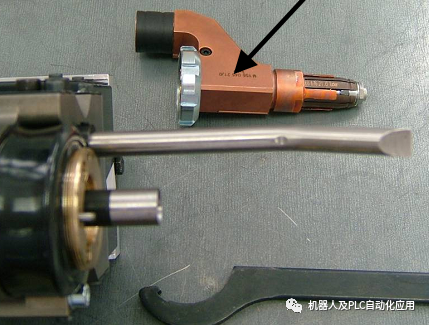
夾頭與工件或緊固件焊接
松開夾頭并更換
工件跟隨焊接工具的向后運動
固定工件
焊接工具上接收器和進料管之間過渡處的污染
去除污染
焊接工具有缺陷
更換焊接工具
說明 在一個焊接循環之后,仍然檢測到信號 SOW(工作中的螺柱)。
焊接單元和焊接工具之間的電纜包有缺陷
檢查電纜包的功能是否正確
建議使用電纜封裝測試箱。
更換電纜包
-
揚聲器
+關注
關注
29文章
1291瀏覽量
62915 -
編程
+關注
關注
88文章
3596瀏覽量
93610 -
直線電機
+關注
關注
10文章
736瀏覽量
23260
原文標題:螺柱焊-故障Fault 20004: SOW not reset
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
PCB元件焊接的基本要點
激光焊接技術在焊接扁線電機的工藝優勢

激光焊接機調整參數
機器焊接和人工焊接的區別是什么

精密焊接新突破:激光焊接技術在直流電機中的應用

超聲波焊接與傳統焊接的區別與用途
激光焊接機影響焊接質量的要素

新能源汽車電機定子鐵心焊接技術詳解
激光焊接技術在焊接鋁合金時需要注意什么

激光焊接機焊接剃須刀片的技術工藝

激光焊接機在焊接水泵的技術應用

激光焊接技術焊接黃銅的工藝特點






 工商網監
工商網監
評論