 了解表面粗糙度數值的由來
了解表面粗糙度數值的由來
小編的話:表面粗糙度Ra是我們搞機械的經常用到的一個符號,基本算是我們的老朋友了,那張圖紙如果沒有它,估計圖紙就廢了,就是這樣一個天天打交道的符號,你知道為什么用0.8,1.6,3.2, 6.3, 12.5表示,而不是其他的數字嗎?相信社友們在學習和用的時候也產生過這個困惑,但是并沒有去細究答案,這一切還要從偉大的數學說起,現在聽小編細細道來。
一切都來源于偉大的優先數系!
法國工程師雷諾看到熱氣球上的鋼絲繩規格繁多,他就想了一個辦法,將10開5次方,得到一個數1.6,然后輾轉相乘,得出5個優先數如下:
1.0
1.6
2.5
4.0
6.3
這是一個等比數列,后數為前數的1.6倍,那么10以下的鋼絲繩一下子只有5種,10到100的鋼絲繩也只有5種,即10, 16,25,40,63。
但是這樣分法太稀疏,雷先生就再接再厲,將10開10次方,得出R10優先數系如下:
1.0
1.25
1.6
2.0
2.5
3.15
4.0
5.0
6.3
8.0
公比為1.25,于是10以內的鋼絲繩只有10種,10到100的也只有10種,這就比較合理了。這時肯定有人說,這個數列,前面的數字好像相差不大,如1.0和1.25,簡直沒差別嘛,平常我就四舍五入了,但6.3和8.0間隔就大了,這樣合理嗎?
合理不合理,我們打個比方。比如說自然數1、2、3、4、5、6、7、8、9,看起來很順溜,我們用這個數列來發工資,給張三發1000,給李四發2000,兩人皆心服。突然通貨膨脹,給張三發8000,給李四發9000。以前李四工資是張三的2倍,現在變成1.12倍。你說李四能愿意嗎?他可是主管哪,給他發16000還差不多,張三是不會埋怨說主管比他多8000的。
這個自然界的事物,有兩種比較方法,就是“相對”與“絕對”!優先數系是相對的。
有人說他的產品規格有10噸,20噸,30噸,40噸的,現在看來就不合理了吧?如果你取兩倍的話,應該是10噸,20噸,40噸,80噸,或者保住頭尾,也應該是10噸,16噸,25噸,40噸,公比為1.6才合理。
這就是“標準化”,論壇上常常看到有人說“標準化”,實際他們說的是“標準件”,所做的工作只是將整機的標準件整理一下,就叫標準化了,實際不是這樣的。真正的標準化,你要把你的產品的所有參數按優先數系形成序列化,再把所有的零部件的功能參數及尺寸,用優先數系來序列化才對。
自然數是無窮的,但在機械設計師眼里,世界上只有10個數,它就是R10優先數。并且,這10個數相乘,相除,乘方,開方,結果還在這10個數里,何其奇妙!當你設計的時候,不知道尺寸該選擇多大為好時,就在這10個數里選,你說何其方便!
1.0 N0
1.12 N2
1.25 N4
1.4 N6
1.6 N8
1.8 N10
2.0 N12
2.24 N14
2.5 N16
2.8 N18
3.15 N20
3.55 N22
4.0 N24
4.5 N26
5.0 N28
5.6 N30
6.3 N32
7.1 N34
8.0 N36
9.0 N38
兩個優先數,比如4和2,其序號分別為N24和N12,它們相乘,將其序號相加,其結果等于N36即8便是;相除,序號相減,等于N12即2便是;2的立方,將其序號N12乘以3得N36即8便是;4的開方,將其序號N24除以2得N12即2便是如果求2的四次方呢?N12*4=N48,這里沒有,怎么辦?上面的列表,沒有寫上一個數,就是10,它的序號是N40,凡是序號大于40的,只看大于40的部分,比如N48就看N8,即1.6,然后乘以10得16就對了。請關注我們的微信號:auto1950 。如果序號是N88呢,看N8得1.6,然后乘以100得160便是,因為100的序號是N80,1000的序號是N120,依此類推做機械設計,一輩子用這20個數就足矣。但有時需用到R40數系,有40個數,就更完善了,若不夠,還有R80系。我已將R40數系倒背如流,應付一般計算根本不用計算器。簡單來說算40徑的45鋼的抗扭能力,其扭轉系數是0.5*π*R^3,扭應力選屈服點360的一半即180MPa,圓周率選3.15,左右手捏小數點,心算加減序號,一會就出來。有人說你不加安全系數嗎?說吧,是取1.25,還是1.5,還是2啊?呵呵。
黃金分割0.618,也即1.618,這里也有1.6。
平方根數列,就是根號1,根號2,根號3,很容易求出吧?(3的序號是N19)
π的平方等于多少?等于10。你算壓桿穩定的時候就方便了吧?
圓桿扭轉系數約為0.1*D^3,現在你可以口算扭轉系數了吧?
為什么大螺絲從M36直接跳到M40?
為什么齒輪的傳動比有個6.3或者7.1?
為什么槽鋼有個市場上很少見的12.6號?
為什么外協廠打電話來說140的方管沒有,而有120和160的?因為R5數系比R20數系優先。
為什么標準件的參數有個第一序列,第二序列?一般來說第一序列就是R5序列。
為什么Inventor的螺孔列表有個M11.2?現在你知道它不是胡謅出來的數吧?
還有鋼板厚度,型鋼型號,齒輪模數,一切標準件,一切工業品樣本上的功能參數,尺寸參數,標準公差表,等等等等,它們的來源,此刻在我們的心中慢慢清晰起來。可以說,我們已經理解了半部機械設計手冊,以及那些還沒做出來的工業品。
那么,我們在設計產品的時候,就可以同時設計出一系列了,而不是設計完之后再進行所謂的“標準化”;更進一步,如果產品注定要序列化,那么我們甚至可以在對實際工況不甚了解的情況下設計產品,因為優先數系已將所有型號包括其中了。
優先數系的應用,上面列出的,可謂滄海一粟,無盡的應用等著我們自己去開發。
了解了表面粗糙度數值的由來,讓我們來看看表面粗糙度的知識吧!
1、表面粗糙度的概念
表面粗糙度是指加工表面具有的較小間距和微小峰谷的不平度。其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),它屬于微觀幾何形狀誤差。
具體指微小峰谷Z高低程度和間距S狀況。一般按S分:
S
1≤S≤10mm為波紋度
S》10mm為 f 形狀
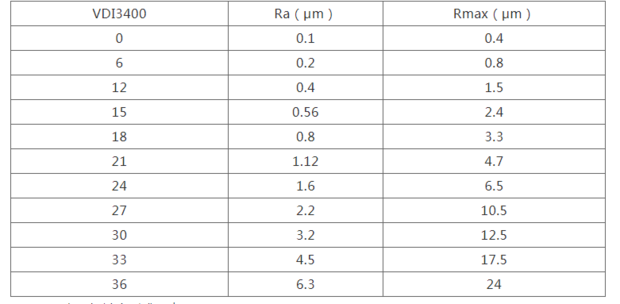
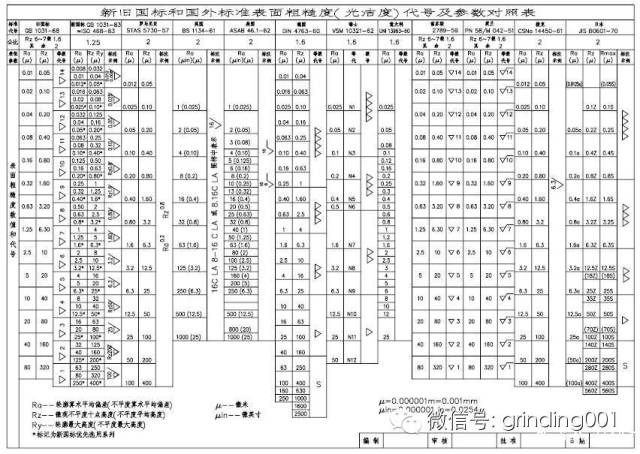
2、 VDI3400、Ra、Rmax對照表
國家標準規定常用三個指標來評定表面粗糙度(單位為μm):輪廓的平均算術偏差Ra、不平度平均高度Rz和*大高度Ry。在實際生產中多用Ra指標。輪廓的*大微觀高度偏差Ry在日本等國常用Rmax符號來表示,歐美常用VDI指標。下面為VDI3400、Ra、Rmax對照表。
VDI3400、Ra、Rmax對照表
3、表面粗糙度形成因素
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工過程中刀具與零件表面間的摩擦、切屑分離時表面層金屬的塑性變形以及工藝系統中的高頻振動、電加工的放電凹坑等。由于加工方法和工件材料的不同,被加工表面留下痕跡的深淺、疏密、形狀和紋理都有差別。
4、表面粗糙度對零件的影響主要表現
影響耐磨性。表面越粗糙,配合表面間的有效接觸面積越小,壓強越大,摩擦阻力越大,磨損就越快。
影響配合的穩定性。對間隙配合來說,表面越粗糙,就越易磨損,使工作過程中間隙逐漸增大;對過盈配合來說,由于裝配時將微觀凸峰擠平,減小了實際有效過盈,降低了連接強度。
影響疲勞強度。粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應力集中很敏感,從而影響零件的疲勞強度。
影響耐腐蝕性。粗糙的零件表面,易使腐蝕性氣體或液體通過表面的微觀凹谷滲入到金屬內層,造成表面腐蝕。
影響密封性。粗糙的表面之間無法嚴密地貼合,氣體或液體通過接觸面間的縫隙滲漏。
影響接觸剛度。接觸剛度是零件結合面在外力作用下,抵抗接觸變形的能力。機器的剛度在很大程度上取決于各零件之間的接觸剛度。
影響測量精度。零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時。
此外,表面粗糙度對零件的鍍涂層、導熱性和接觸電阻、反射能力和輻射性能、液體和氣體流動的阻力、導體表面電流的流通等都會有不同程度的影響。
5、表面粗糙度評定依據
1、取樣長度
取樣長度L是評定表面粗糙度歲規定一段基準線長度。應根據零件實際表面的形成情況及紋理特征,選取能反映表面粗糙度特征的那一段長度,量取取樣長度時應根據實際表面輪廓的總的走向進行。規定和選擇取樣長度是為了限制和減弱表面波紋度和形狀誤差對表面粗糙度的測量結果的影響。粗糙度儀常用的可選項一般為:0.25mm,0.8mm,2.5mm
2、評定長度
評定長度是評定輪廓所必須的一段長度,它可包括一個或幾個取樣長度。由于零件表面各部分的表面粗糙度不一定很均勻,在一個取樣長度上往往不能合理地反映某一表面粗糙度特征,故需在表面上取幾個取樣長度來評定表面粗糙度。評定長度一般包含1~5個取樣長度L。當取樣長度選0.8時,評定長度選5L時,5X0.8=4mm
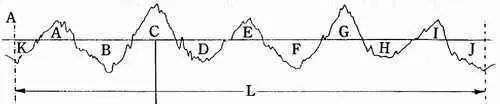
3、基準線
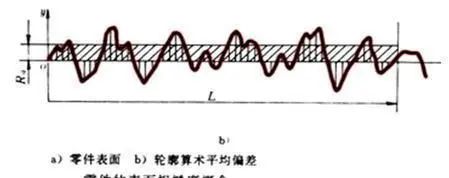
基準線是用以評定表面粗糙度參數的輪廓中線 。基準線有兩種:輪廓的*小二乘中線:在取樣長度內,輪廓線上各點的輪廓偏距的平方和為*小,具有幾何輪廓形狀。輪廓的算術平均中線:在取樣長度內,中線上下兩邊輪廓的面積相等。理論上*小二乘中線是理想的基準線,但在實際應用中很難獲得,因此一般用輪廓的算術平均中線代替,且測量時可用一根位置近似的直線代替。
4、 測量行程
測量行程是指傳感器觸針,在實際工件上的移動距離。測量行程通常是評定長度加2個取樣長度的計算關系:例如評定長度選為5L時,取樣長度L為0.8mm,測量行程為5L+2L=7L 測量行程為 7X0.8=5.6mm 知道這一點非常重要,可以計算出工件上移動的距離。從而判定用戶測量的*小工件的接觸面尺寸。
6、表面粗糙度評定參數
1、高度特征參數
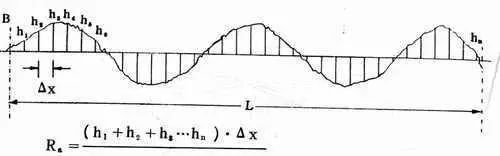
Ra 輪廓算術平均偏差:在取樣長度(lr)內輪廓偏距優良值的算術平均值。在實際測量中,測量點的數目越多,Ra越準確。
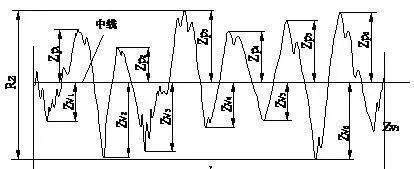
Rz 輪廓*大高度:輪廓峰頂線和谷底線之間的距離。
在幅度參數常用范圍內優先選用Ra 。在2006年以前國家標準中還有一個評定參數為“微觀不平度十點高度”用Rz表示,輪廓*大高度用Ry表示,在2006年以后國家標準中取消了微觀不平度十點高度,采用Rz表示輪廓*大高度。
2、間距特征參數
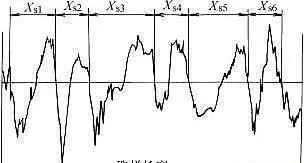
Rsm 輪廓單元的平均寬度。在取樣長度內,輪廓微觀不平度間距的平均值。微觀不平度間距是指輪廓峰和相鄰的輪廓谷在中線上的一段長度。相同的Ra值的情況下,其Rsm值不一定相同,因此反映出來的紋理也會不相同,重視紋理的表面通常會關注Ra與Rsm這兩個指標。
Rmr 形狀特征參數用輪廓支承長度率表示,是輪廓支撐長度與取樣長度的比值。輪廓支承長度是取樣長度內,平行于中線且與輪廓峰頂線相距為c的直線與輪廓相截所得到的各段截線長度之和。
7、表面粗糙度測量方法
1、 比較法
使用于車間現場測量,常用于中等或較粗糙表面的測量。方法是將被測量表面與標有一定數值的粗糙度樣板比較來確定被測表面粗糙度數值的方法。
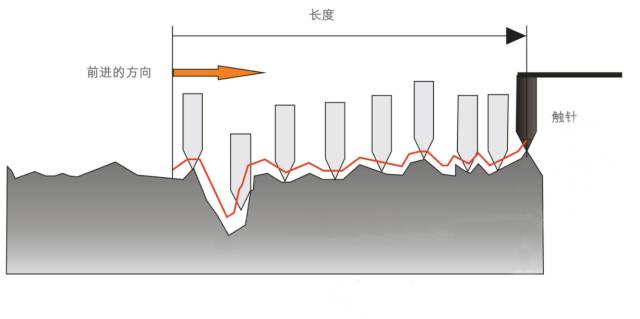
2、觸針法
表面粗糙度利用針尖曲率半徑為2微米左右的金剛石觸針沿被測表面緩慢滑行,金剛石觸針的上下位移量由電學式長度傳感器轉換為電信號,經放大、濾波、計算后由顯示儀表指示出表面粗糙度數值,也可用記錄器記錄被測截面輪廓曲線。一般將僅能顯示表面粗糙度數值的測量工具稱為表面粗糙度測量儀,同時能記錄表面輪廓曲線的稱為表面粗糙度輪廓儀。這兩種測量工具都有電子計算電路或電子計算機,它能自動計算出輪廓算術平均偏差Ra,微觀不平度十點高度Rz,輪廓*大高度Ry和其他多種評定參數,測量效率高,適用于測量Ra為0.025~6.3微米的表面粗糙度。
3、 光切法
光線通過狹縫后形成的光帶投射到被測表面上,以它與被測表面的交線所形成的輪廓曲線來測量表面粗糙度(圖3)。由光源射出的光經聚光鏡、狹縫、物鏡1后,以45°的傾斜角將狹縫投影到被測表面,形成被測表面的截面輪廓圖形,然后通過物鏡 2將此圖形放大后投射到分劃板上。利用測微目鏡和讀數鼓輪先讀出h值,計算后得到H 值。應用此法的表面粗糙度測量工具稱為光切顯微鏡。它適用于測量RZ和Ry為0.8~100微米的表面粗糙度,需要人工取點,測量效率低。
4、 干涉法
利用光波干涉原理 (見平晶、激光測長技術)將被測表面的形狀誤差以干涉條紋圖形顯示出來,并利用放大倍數高 (可達500倍)的顯微鏡將這些干涉條紋的微觀部分放大后進行測量,以得出被測表面粗糙度。應用此法的表面粗糙度測量工具稱為干涉顯微鏡。這種方法適用于測量Rz和Ry為 0.025~0.8微米的表面粗糙度。
8、表面粗糙度的選用
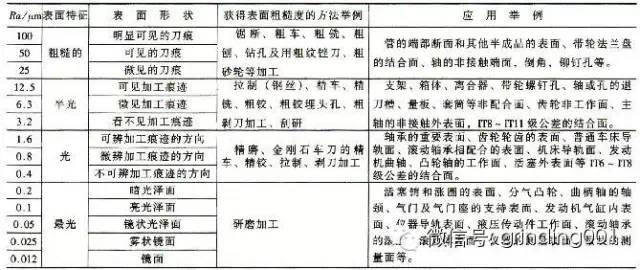
表面粗糙度參數值的選用,應該既要滿足零件表面的功能要求,又要考慮經濟合理性。具體選用時,可參照已有的類似零件圖,用類比法確定。在滿足零件功能要求前提下,應盡量選用較大的表面粗糙度參數值,以降低加工成本。一般地說,零件的工作表面、配合表面、密封表面、運動速度高和單位壓力大的摩擦表面等 ,對表面平整光滑程度要求高,參數值應取小些。非工作表面、非配合表面、尺寸精度低的表面,參數值應參數Ra值與加工方法的關系及其應用實例,可供選用時參考。
9、表面粗糙度的注法(GB-T131—1993)
1、表面粗糙度代(符)號
表面粗糙度代號由表面粗糙度符號和在其周圍標注的表面粗糙度數值及有關規定符號所組成。
(1)表面粗糙度符號及其畫法,如下圖所示。表面粗糙度符號的尺寸大小,按下圖規定對應選取。
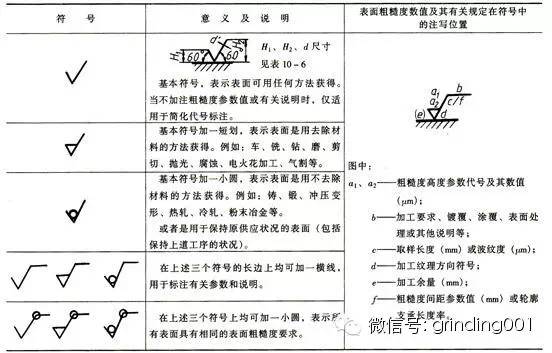
表面粗糙度符號
表面粗糙度符號畫法
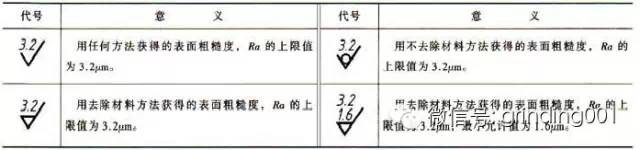
(2) 糙度數值及其有關規定在符號中的注寫位置,如圖5所示,標注方法如下:1)采用表面粗糙度參數值Ra時,省略符號Ra,只將其數值注寫在表面粗糙度符號上方,單位為微米(μm),如圖。

表面粗糙度值注法
2)彩表面粗糙度的其他參數,如輪廓最大高度Rz時,需在其參數值前注出相應的符號,單位為微米(μm),見圖。

其它表面粗糙度值注法
3)若需要表示取樣長度、指定的加工方法,鍍覆其他表面處理的要求,或控制加工紋理方向時,其注法如圖。
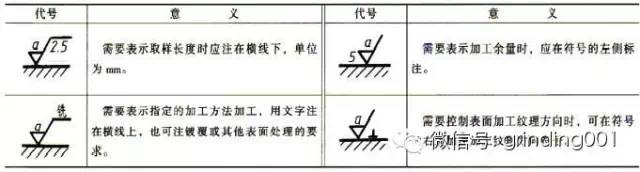
圖9 取樣長度、指定的加工方法、鍍覆或其他表面處理的要求
和控制表面加工紋理方向的注法
2、 表面粗糙度代號在圖樣上的注法,見圖。
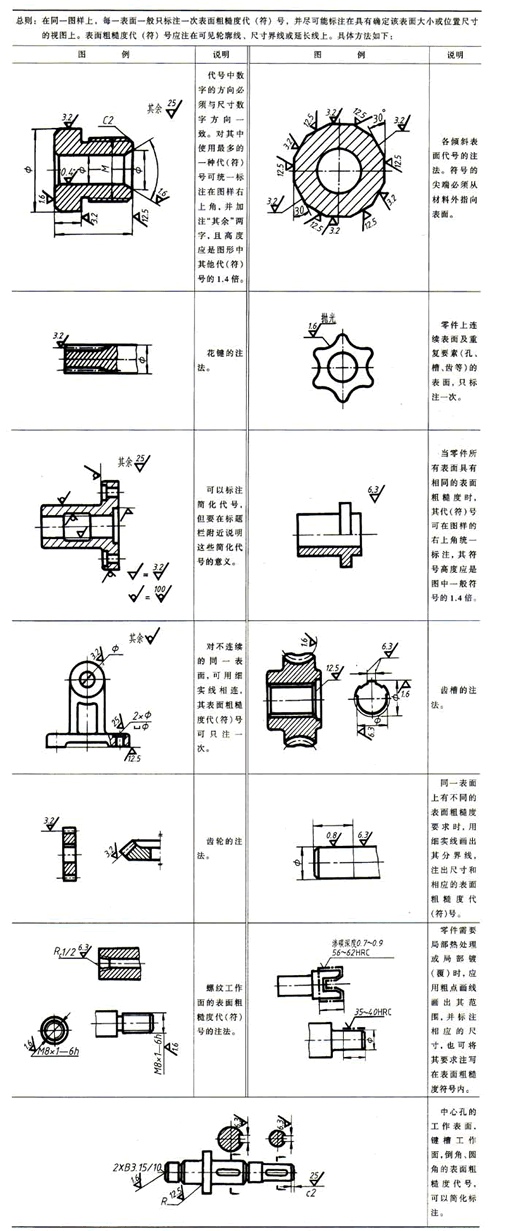
表面粗糙度在圖樣中的注法
10、表面粗糙度與表面光潔度的區別
加工表面上具有的較小間距和峰谷所組成的微觀幾何形狀特性。它是互換性研究的問題之一。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工過程中刀具與零件表面間的摩擦、切屑分離時表面層金屬的塑性變形以及工藝系統中的高頻振動等。由于加工方法和工件材料的不同,被加工表面留下痕跡的深淺、疏密、形狀和紋理都有差別。表面粗糙度與機械零件的配合性質、耐磨性、疲勞強度、接觸剛度、振動和噪聲等有密切關系,對機械產品的使用壽命和可靠性有重要影響。和般標注采用Ra。
Ra(輪廓算術平均偏差):在取樣長度L內輪廓偏距絕對值的算術平均值。
2 、表面光潔度
表面粗糙度的另一稱法。表面光潔度是按人的視覺觀點提出來的,而表面粗糙度是按表面微觀幾何形狀的實際提出來的。80年代后,以為與國際標準(ISO)接軌,中國采用表面粗糙度而廢止了表面光潔度。在表面粗糙度國家標準GB3505-83、GB1031-83頒布后,表面光潔度的已不再采用。
其實,兩者主要是名字不同,且有相應的對照表,粗糙度有測量的計算公式,而光潔度只能用樣板規對照,相對來說,用粗糙度表示更科學嚴謹了。
11、最后來個寶典粗糙度對照表
審核編輯 :李倩
-
機械
+關注
關注
8文章
1538瀏覽量
40472 -
數值
+關注
關注
0文章
80瀏覽量
14352 -
數列
+關注
關注
0文章
4瀏覽量
6160
原文標題:天天干機械,但是90%的人不知道表面粗糙度Ra為什么用0.8,1.6,3.2,6.3,12.5表示?
文章出處:【微信號:robotqy,微信公眾號:機械自動化前沿】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
粗糙度輪廓儀的測量原理是怎樣的

測量表面粗糙度:白光共聚焦顯微鏡的優點

三維輪廓儀測粗糙度:SuperView W光學3D表面輪廓儀功能詳解
表面粗糙度用什么儀器測量?
深度解析激光掃描共聚焦顯微鏡:揭示材料表面粗糙度的新視角
激光共聚焦顯微鏡測粗糙度,解讀表面粗糙度的科技利器
深度解析激光掃描共聚焦顯微鏡:揭示材料表面粗糙度的新視角
激光共聚焦顯微鏡測粗糙度,解讀表面粗糙度的科技利器
粗糙度輪廓儀一體機可以檢測產品的表面參數

輪廓測長|中圖儀器SJ57系列輪廓儀高精度測量粗糙度
優可測白光干涉儀AM-7000系列測量心臟支架表面粗糙度應用案例
激光共聚焦顯微鏡:材料表面粗糙度的救星
激光共聚焦顯微鏡:材料表面粗糙度的救星






 工商網監
工商網監
評論