") 高壓電機轉(zhuǎn)軸的修理解析
高壓電機轉(zhuǎn)軸的修理解析
一、捻打直軸法
帶繞組和鐵心的轉(zhuǎn)軸發(fā)生彎曲時,采用高溫加熱直軸法有一定困難,拆下轉(zhuǎn)子鐵心單獨直軸又會增加檢修工時,甚至有的結(jié)構無法拆卸。這時可采取捻打直軸法。制成4~6根捻棒。
軸面受力范圍為圓周的三分之一左右。在軸上預先劃好受力范圍。捻打起點是三分之一圓弧中心‘1’處。然后按圖示次序進行捻打。在中間部位捻打次數(shù)要多些。向左右均勻移動捻棒,越離中心遠的地方捻打次數(shù)應越少。
每捻打一遍,要用千分表測量一次軸彎曲度變化情況。記錄。最初捻打時,轉(zhuǎn)軸伸直速度較快,以后速度減慢。在最后接近調(diào)直時,要特別注意,以防調(diào)直過頭。有時多敲打幾下就過頭了。
要注意,捻打時不是用力打擊轉(zhuǎn)軸面,以防將軸面打出凹痕,而是振動,目的是使軸內(nèi)部分子形成的內(nèi)緊力降低。此軸經(jīng)六遍捻打即調(diào)直合格。
為了考驗捻打直軸后受熱變化情況,將軸放入120℃烘爐中加熱12h,取出后,將轉(zhuǎn)軸放在50車床上重新測量軸彎曲度尺寸,檢查結(jié)果無有變化。電機直軸修復后,投入運行一直運行正常。
二、氧乙炔噴涂法
1、概述
采用氧乙炔噴涂法修復轉(zhuǎn)軸磨損的原理是利用普通氧乙炔火焰的熱能(有效溫度范圍為3000),將合金粉末加熱至一定溫度,使粉末以150~200m/S,飛行速度噴射并沉積在轉(zhuǎn)軸待涂表面上,使粉末在高溫高速自熔下撞擊轉(zhuǎn)軸表面形成機械結(jié)合,使轉(zhuǎn)軸磨損部位恢復正常尺寸,達到修復的目的。
由于噴涂濕度較低,適合于精度要求較高,不許變形的轉(zhuǎn)軸的修復上(對于鑄鐵端蓋止口磨損,也同樣可以采用此法)。
合金粉末涂層在轉(zhuǎn)軸表面結(jié)合原理,是靠下面四種結(jié)合作用。
(1)機械結(jié)合這是主要的結(jié)合形式,為了增加結(jié)合力,可增大轉(zhuǎn)軸結(jié)合面積,如在轉(zhuǎn)軸表面車成螺紋等。
(2)顯微焊接噴射到轉(zhuǎn)軸的合金粉末在高溫下使粉末之間及粉末與轉(zhuǎn)軸表面之間產(chǎn)生一定程度的顯微焊接效果。
(3)金屬原子間金屬鍵的引力作用在高溫影響下處于熔化狀態(tài)和塑性狀態(tài)的粉末,以一定速度碰撞轉(zhuǎn)軸表面時,粉末的部分原子與轉(zhuǎn)軸表面原子接近到金屬晶體原子間距的幾個埃的距離,金屬鍵的引力發(fā)揮作用。
(4)顯微擴散由于微粉顆粒與轉(zhuǎn)軸接觸的局部達到較高溫度,增加了接觸界面上原子活動能力,使接觸界面上產(chǎn)生了粉末與轉(zhuǎn)軸間原于相互擴散。
2、所需設備、工具和材料
(1)常用的氧氣,乙炔氣設備
(2)合金粉末氧—乙炔火焰噴焊炬,又稱兩用金屬粉末噴焊槍,
(3)合金粉末,型號N1222或N125,N135。
(4)打底用合金粉末,型號F502,鎳包鋁。
3、噴涂工藝
(1)噴涂表面的準備
1)去油污。用洗滌劑(如三氯乙烯,丙酮)清洗噴涂表面和待涂表面附近區(qū)域(對于鑄鐵端蓋止口,由于漬污已滲入到晶體深處,需用火焰烘烤,使油污揮發(fā),然后冷卻,再進行清理)。
2)清除噴涂表面疲勞層。車去噴涂表面的損壞層和疲勞層。為了保證噴涂表面干凈,車加工時不宜采用冷卻液。
3)預熱。預熱目的是為了去除噴涂表面水分,防止噴涂時水蒸汽凝結(jié),因此需預熱,同時減少收縮應力,提高結(jié)合強度。
4)轉(zhuǎn)軸噴涂表面車螺紋。為了增加噴涂強度,需事先在噴涂表面車出螺紋。螺距0.7mm,螺紋深度0.35mm。
(2)材料和設備的準備
1)打底粉(F 502型)和合金粉末(Nt222)事先過篩,粒度在150~250目/in 在150度烘箱內(nèi)烘干2h。
2)氧氣壓力調(diào)至0.4~0.5MPa,乙炔壓力調(diào)至0.05~0.09MPa。
3)調(diào)節(jié)車床轉(zhuǎn)速,使轉(zhuǎn)軸噴涂表面線速度為20~30m/S。噴涂距離200mm左右。噴槍裝在車床刀架上,縱向進給速度為8—5mm/r。
(3)噴涂工藝
1)調(diào)節(jié)兩用噴槍的氧氣和乙炔氣手柄,點燃火焰,調(diào)節(jié)到最大中性焰。控制內(nèi)焰心長5—6mm。
2)噴涂打底粉(鎳包鋁粉),最佳厚度約0.1mm,不可超過0.2mm。噴涂一遍即可。
3)噴涂工作粉(N1222),軸向往復噴涂達到所需厚度,一般不超過2mn。
4、噴涂層機械加工
將噴涂層的加工余量進行車削加工到正常尺寸。在車削時,要注意車刀進刀方向。以防涂層邊緣受到過大應力而剝落。車軸表面時,車刀軸向方向移動,車軸端時,車刀與端面成垂直方向。
5、噴涂工藝對質(zhì)量的影響
(1)氧氣及乙炔壓力應控制氧氣壓力為0.4~0.6Mta,乙炔氣壓力為0.05~0.09MPa,當壓力高于上述范圍時,兩用槍易回火,壓力低于上述范圍時,會造成涂層疏松或夾生,結(jié)合強度降低。
(2)送粉量當氧氣壓力和乙炔壓力較低,送粉量過大時,會造成涂層疏松,氧氣壓力和乙炔壓力較高,送粉量小時,粉粒易氧化,影響涂層強度。
(3)噴涂距離及噴射角度噴涂距離過長,使粉粒粘結(jié)力降低,粉粒大量散失,過短時,又使涂層表面嚴重疏松,使粉粒回彈散失而浪費。對于一般國產(chǎn)粉末,噴涂距離采用200mm左右。當氧—乙炔壓力較高時,可適當加大到220~240mm。
為了獲得致密和厚度均勻的涂層,噴槍與轉(zhuǎn)軸涂層表面的角度不得小于45度,希望接近90度。太小時,使涂層結(jié)構質(zhì)量降低。
每層涂層應控制在0.15mm以下,為了噴涂較厚的涂層,采取多次噴涂,不要一次噴成。
(4)火焰焰性為防止和減少合金粉末在高溫下氧化或元素被燒損,宜采用中性火焰(或微碳化火焰)。噴涂過程要注意火焰焰性,保持火焰穩(wěn)定。
6、噴涂缺陷
(1)涂層剝落造成涂層表面局部或整塊剝落現(xiàn)象原因是:
1)打底粉質(zhì)量不穩(wěn)定。在正式噴涂之前,可用錘擊打底粉涂層,檢查涂層結(jié)合質(zhì)量。
2)轉(zhuǎn)軸表面不清潔:噴涂前,轉(zhuǎn)軸表面未徹底清理干凈,在噴涂時,污物在高溫下?lián)]發(fā)造成涂層脫殼。
3)涂層過厚(大于2mm),由于涂層收縮力大于底層與噴涂表面的結(jié)合力,形成剝離現(xiàn)象。
4)預熱溫度過高(大于80度)。造成噴涂層強度降降。
(2)涂層表面裂紋和疏松造成涂層表面裂紋和疏松主要原因是工藝不當,如火焰能率過小,送粉量過大,粉末粒度規(guī)格不符標準等等,均會降低涂層強度。
三、不抽轉(zhuǎn)子修磨軸頸法
轉(zhuǎn)軸軸頸橢圓度超過允許值或因燒瓦故障引起軸頸磨損時(通常在0.5mm以內(nèi)),為了恢復軸頸的幾何精度,保證安全運轉(zhuǎn),需將軸頸進行修磨。小型電機,轉(zhuǎn)子重量較輕,可以放在磨床上進行,但對于大型電機轉(zhuǎn)子,抽心,運輸以及大型磨床的設施,均較困難。甚至無法進行。因此,下面介紹不抽轉(zhuǎn)子。在電機本身上修磨軸頸方法具有一定經(jīng)濟效果。
1、修磨軸頸的簡易裝置
結(jié)合電機的具體結(jié)構,可將砂輪機安裝在被修磨軸頸的附近,砂輪機的基礎可放在地面,也可放在軸承支架上,用臨時焊接的鋼架和鑄鐵花盤聯(lián)結(jié)在一起。用砂輪機修磨軸頸時,要求砂輪機能沿著軸向方向穩(wěn)定地移動,為此。需要裝上縱橫移動的刀架托盤(可用車床上的小刀架裝置臨時改裝)。而砂輪機便安裝在托盤上。利用90度鑄鐵花盤固定在轉(zhuǎn)子一側(cè)的砂輪機裝置。
為了使轉(zhuǎn)子在軸瓦上轉(zhuǎn)動,要單獨設置一套電動機(最好是直流電動機,便于調(diào)速)進行拖動。如果沒有電動機裝置,也可用盤車裝置或利用天車轉(zhuǎn)動,要求轉(zhuǎn)子轉(zhuǎn)速4r/min左右
為了防止磨下的砂輪小顆粒落入軸瓦內(nèi),需在軸頸兩側(cè)加裝氈片,用鐵板壓緊固定好,阻止砂粒進入軸瓦內(nèi)。同時還要裝置潤滑系統(tǒng),以防軸頸干磨,并將原有的進、排油管堵住,防止弄臟油系統(tǒng)。
2、修磨前準備工作
為了調(diào)整修磨裝置,需將軸頸的下瓦安裝上。為防止轉(zhuǎn)子在轉(zhuǎn)動時發(fā)生振動,與軸頸接觸的角度應大于90℃。
要求修磨裝置的移動部件在沿軸向轉(zhuǎn)動時,應與軸中心線平行,縱向水平一致,為達到這項要求,在移動部件上安裝千分表,當轉(zhuǎn)動手柄時,使移動部件沿軸向往返移動,在軸頸兩端之間的全長,千分表指示應相差不大于0.01mm。
修磨前,先用千分表測量被加工軸頸兩端未被損傷的位置和臺肩上的同心度數(shù)值,做好原始記錄,以便修磨后對照檢查。
在軸頸附近兩端也要裝上千分表,監(jiān)視轉(zhuǎn)子在旋轉(zhuǎn)時的跳動和晃動量,應控制在0.02~0.03mm范圍內(nèi)。
將轉(zhuǎn)子轉(zhuǎn)動起來,檢查修磨裝置及外加支撐軸承架是否牢固,各千分表工作是否正常。開動砂輪機。不與軸頸接觸,轉(zhuǎn)動手柄。沿軸頸全長試走幾次,然后停止轉(zhuǎn)動,轉(zhuǎn)子也停止轉(zhuǎn)動。校核砂輪機裝量,托盤架應與轉(zhuǎn)軸中心線平行。
3、修磨軸頸工藝
經(jīng)上述檢查和調(diào)整確無問題后,正式開始修磨工作。先起動潤滑油泵,使軸頸潤滑,然后開動拖動的電動機,使轉(zhuǎn)子轉(zhuǎn)動起來,轉(zhuǎn)速4r/min左右。然后起動砂輪機電機,使砂輪與軸頸稍接觸,順著軸頸全長開始研磨。
砂輪機縱向行走速度為:轉(zhuǎn)子每轉(zhuǎn)一周,旋轉(zhuǎn)砂輪機裝置上的手柄走l~2mm。縱向每走一次,橫向的砂輪進刀量不大于0.0lmm。
在修磨過程中,要多次檢查被修磨過部分和未被修磨過部分的同心度,橢圓度及錐度。
嚴格監(jiān)視各千分表變化情況,以防修磨過程中發(fā)生轉(zhuǎn)子偏心。
要監(jiān)視砂輪與軸頸間摩擦出來的火花情況,如果出現(xiàn)大量團火,應查明原因及時消除。
在修磨過程中,要隨時注意用金剛鉆刀對砂輪進行修整。
軸頸修磨后,用吊車或千斤頂將軸頸稍抬起,將下軸瓦取出,使轉(zhuǎn)子支承在外加軸承上。然后對軸頸進行細打磨和拋光處理。用浸過機油的金相砂紙抱著軸頸,將轉(zhuǎn)子轉(zhuǎn)動,沿著軸向來回移動反復打磨。使軸頸表面粗糙度符合工藝要求。
經(jīng)細打磨和拋光后,測量和檢查軸頸同心度,要求同心度在0.02mm以內(nèi)。在軸頸上劃出等分線,測量橢圓度,不應超過0.0lmm。經(jīng)修磨后的軸頸直徑變小,因此要更換備用軸瓦,此軸瓦尺寸應根據(jù)修磨后的軸頸實際尺寸進行刮研配合。
4、砂輪和磨削加工參數(shù)選擇
通常采用G60號ZR1P200X 20x32,直徑200mm的砂輪。
磨削加工參數(shù):
走刀量0.05mm/r,吃刀深度0.05~0.lmm 工作線速度在2—4m/min之間,由于現(xiàn)場條件所限,慢速不易達到,可采用40~20m/min左右,開始時采用40m/ min。
帶動砂輪機的電動機可選用0.15kW 4極電機便可。
磨削加工機構亦可利用CO628小型車床進行
審核編輯 :李倩
-
電機
+關注
關注
142文章
8938瀏覽量
145123 -
轉(zhuǎn)軸
+關注
關注
0文章
8瀏覽量
1577
原文標題:【解析】深入電機修理盲區(qū) 高壓電機轉(zhuǎn)軸的修理
文章出處:【微信號:motorcontrol365,微信公眾號:電機控制設計加油站】歡迎添加關注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關推薦
高壓電機啟動柜和高壓配電柜的區(qū)別
高壓電機勵磁碳刷工作原理是什么
高壓電機勵磁柜燒保險怎么回事?
高壓電機勵磁柜工作原理是什么
高壓電機啟動柜和高壓配電柜原理
高壓電機和低壓電機的區(qū)別在哪里
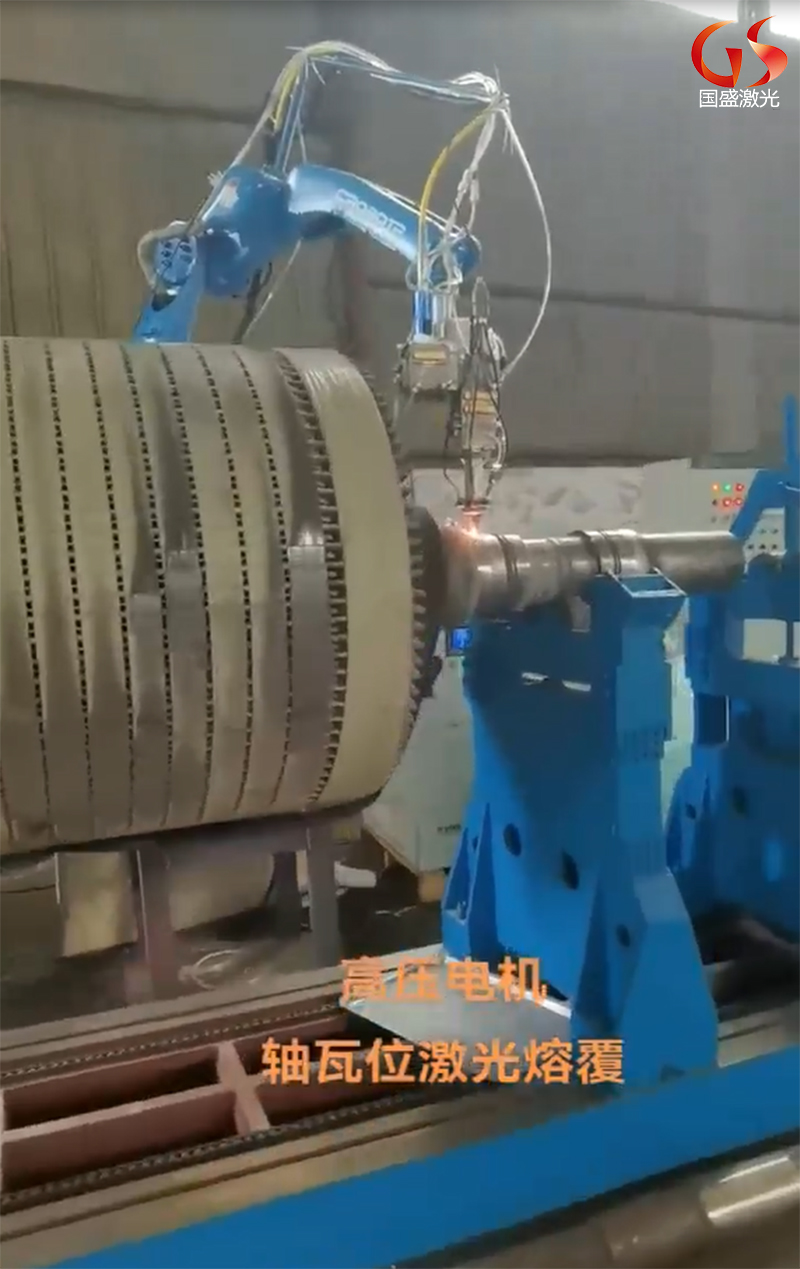
激光熔覆技術在高壓電機軸瓦位修復中的應用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論