") 壓接模具是滿足壓接質(zhì)量規(guī)格的最重要因素之一
壓接模具是滿足壓接質(zhì)量規(guī)格的最重要因素之一
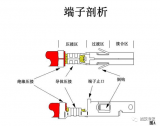
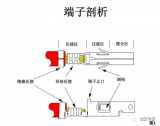
壓接模具(與電線和絕緣體接觸的實際壓接器和砧座)是滿足壓接質(zhì)量規(guī)格的最重要因素之一.
幾何和相關(guān)公差
僅當(dāng)最終壓接形式在狹窄的尺寸范圍內(nèi)時,才將端子設(shè)計為符合規(guī)格.控制關(guān)鍵壓接尺寸受許多因素影響,包括:
電線尺寸和材料變化
端子尺寸和材料變化
設(shè)備狀況
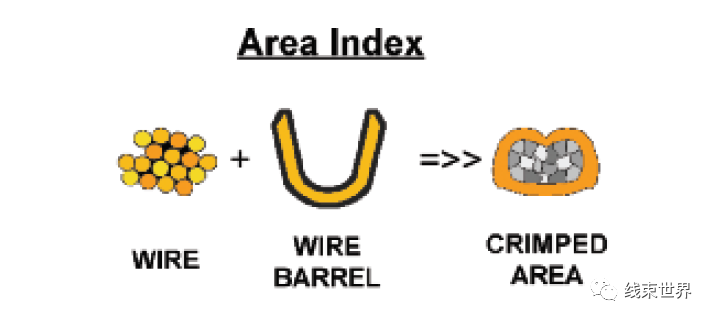

連接設(shè)計者選擇可以實現(xiàn)所需的面積指數(shù)減小的端子與壓接參數(shù)
壓接的最終質(zhì)量和一致性永遠不會比所使用工具的質(zhì)量和一致性好.如果可以消除其他變化,則模具可以而且應(yīng)該能夠生產(chǎn)出完全在規(guī)定公差內(nèi)的壓接形式.同樣,從一種工具到另一種工具的變化應(yīng)保持最小.壓接工具的特征受到很好的控制,并且在工具組與工具組之間顯示出卓越的一致性,可以縮短設(shè)置時間并提供更一致的生產(chǎn)結(jié)果.
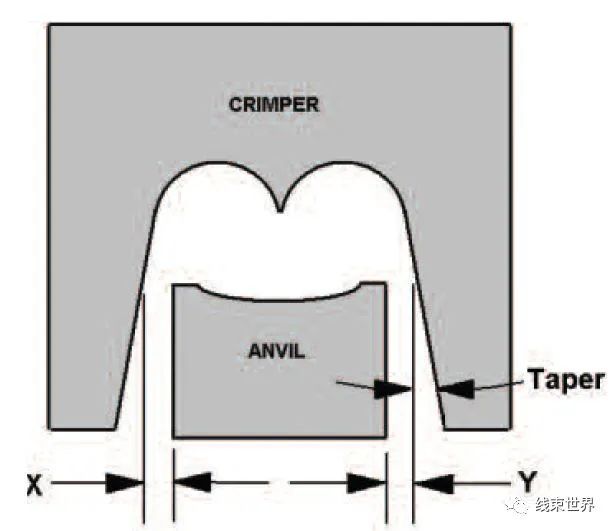
適當(dāng)?shù)膲航鱼Q和砧座設(shè)計提供必要的間隙,而沒有過多的公差,這可能會導(dǎo)致飛邊和其他壓接錯誤
如標(biāo)稱設(shè)計情況所示,砧座到壓接鉗的間隙過大會產(chǎn)生大量飛邊(左圖)
+0.003 in (0.076mm)在標(biāo)稱條件下(右圖)
材料
壓線鉗和砧座具有不同的功能要求.兩者都需要承受高負荷和中等沖擊.但是,壓線鉗實際上是一種侵蝕性的成型工具.它必須承受高剪切載荷,該剪切載荷是由于端子筒在成型過程中沿著壓接器表面滑動時產(chǎn)生的摩擦載荷所致,然后隨著筒形端子的塑性變形和擠壓完成端接.砧座經(jīng)歷了一些相同的條件,但嚴重程度較低.
與壓接過程有關(guān)的特殊材料特性包括承受壓接過程中產(chǎn)生的沖擊的韌性以及足夠的耐磨性以保持尺寸公差.
表面狀況
表面狀況會影響壓接工具的性能以及使用壽命.堅硬,光滑的表面可改善粘合劑的磨損性能,從而延長使用壽命.需要考慮的另一個屬性是摩擦.
摩擦是確定最終壓接形式和工藝特性的一個因素.低的模具摩擦力導(dǎo)致較低的壓接力,因此會影響壓接形式以及模具壽命.模具組之間一致的摩擦特性可減少工藝偏差.
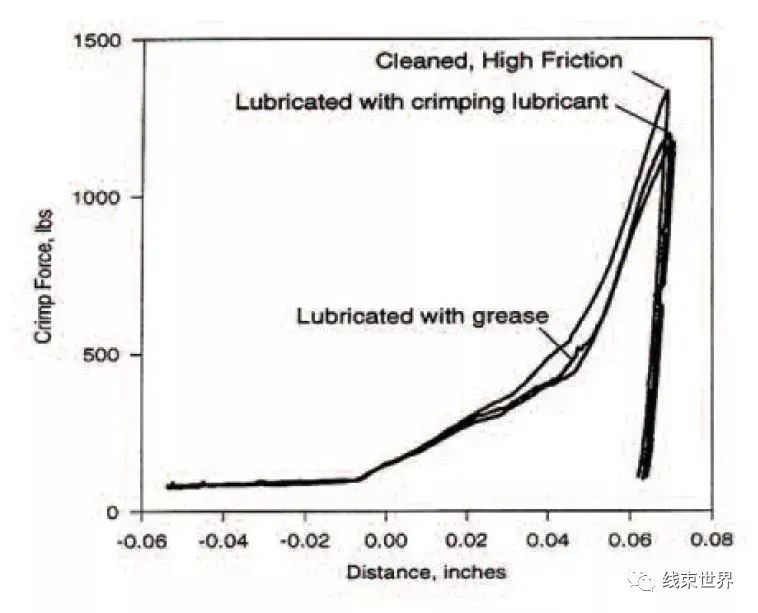
光滑,潤滑的壓接鉗表面可減少摩擦和相關(guān)的材料堆積
表面處理
改善壓接工具性能和壽命的普遍接受的方法是對壓接區(qū)域進行表面處理.對壓線鉗進行適當(dāng)?shù)谋砻嫣幚韺航有阅芎凸ぞ邏勖a(chǎn)生最大的好處.
有效處理的一個例子是鍍鉻.鍍鉻的摩擦系數(shù)非常低,因此端子變形的可能性較小.它還具有更高的表面硬度,減少了粘合劑的磨損.最后,鍍層增強了抗粘附性和抗冷焊性,因此不會從端子轉(zhuǎn)移出積聚的材料,而這會在后續(xù)操作中造成不正確的壓接.
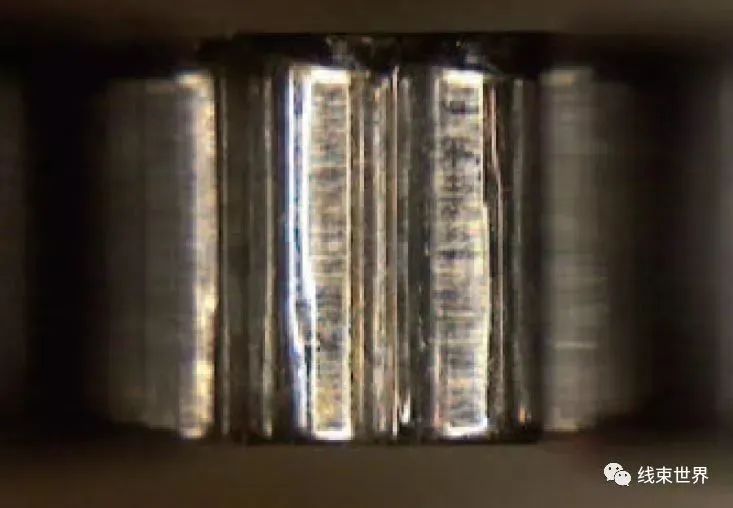
100,000次端接后,在鍍鉻壓接鉗表面上沒有可見的材料堆積.
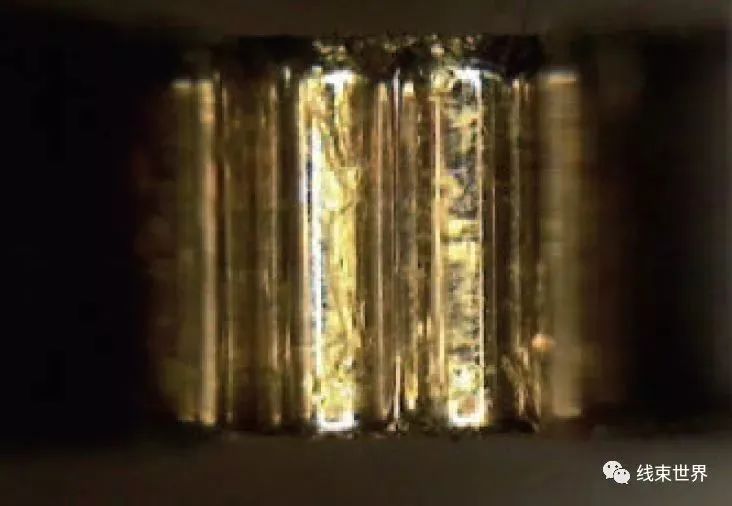
注意僅60,000次端接后,材料會在未電鍍的壓接鉗表面上大量堆積.
壓接機中的材料堆積會導(dǎo)致壓接端子嚴重變形.

在此示例中,卷曲機上的材料堆積會導(dǎo)致外部卷曲表面的可見變形.
確定壓接質(zhì)量
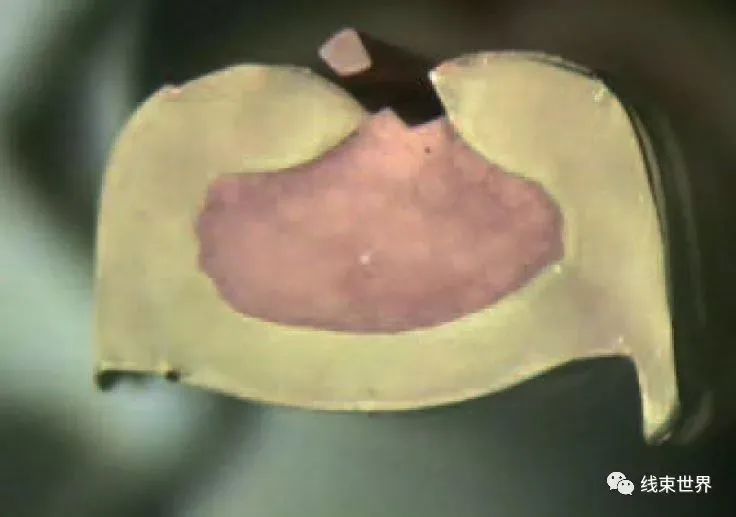
一旦指定了導(dǎo)線和端子類型,連接設(shè)計人員還定義了壓接參數(shù).關(guān)鍵特性是壓接過程中導(dǎo)線的面積減小.
高質(zhì)量的壓接必須實現(xiàn)所需的面積減小,,而不會引起會損壞連接可靠性的毛刺,過壓或欠壓或彎曲等狀況.
除了外觀檢查,傳統(tǒng)的測試是拔出力.這是壓接質(zhì)量的總體衡量標(biāo)準(zhǔn),可能難以執(zhí)行在生產(chǎn)環(huán)境中以100%為基礎(chǔ).壓接力也已用作度量,但其本身并未提供所需的數(shù)據(jù).
受6-Sigma和其他國際標(biāo)準(zhǔn)的要求驅(qū)動,壓接高度測量是一種公認的方法,與壓接力測量相結(jié)合,優(yōu)于破壞性方法,采樣方法,或僅依靠壓接力的技術(shù).
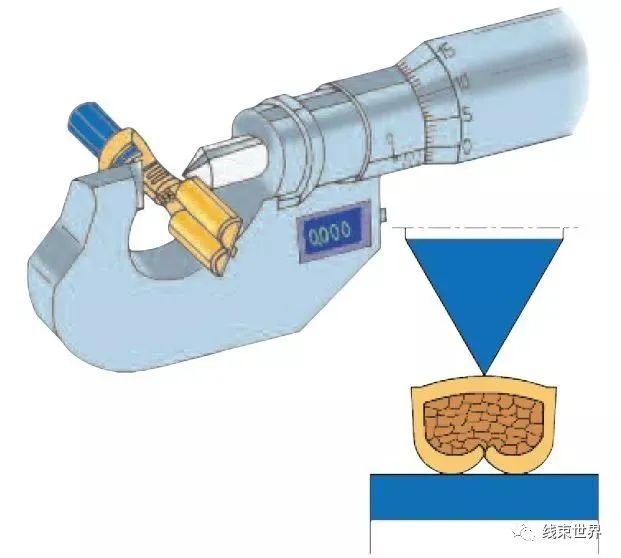
壓接高度可用裝有適當(dāng)形狀的鉗口的千分尺進行測試.
進料至關(guān)重要
錯誤進紙是導(dǎo)致生產(chǎn)停機的最常見原因.進紙過多或不足會導(dǎo)致壓接鉗過早磨損,因為端子在不受保護的區(qū)域接觸壓接鉗表面.
施加器必須具有可重復(fù)的進給距離,否則會影響刀具壽命和壓接質(zhì)量.確保正確設(shè)置了提要.

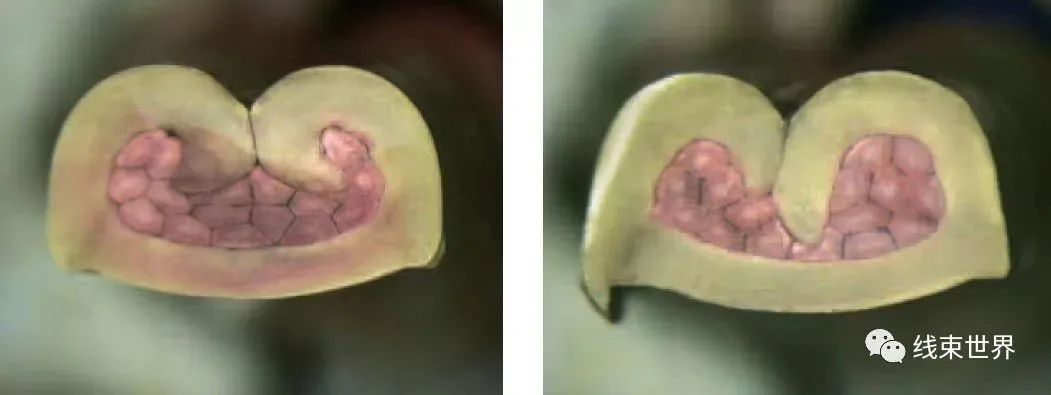
當(dāng)壓接鉗和砧座未對準(zhǔn)時,不可能實現(xiàn)良好的壓接
模具對齊至關(guān)重要
不正確的工具對準(zhǔn)可能意味著由于過度的飛邊或端子卡在壓接機中而損壞或彎曲而導(dǎo)致的次品.它還會縮短工具壽命,導(dǎo)致不合格的壓接和工具過早失效.
一個簡單的設(shè)置步驟就是使用重磅紙(例如從端子供應(yīng)卷軸中取出的重磅紙),可以確保壓接鉗與砧座正確對齊.應(yīng)該定期執(zhí)行此操作,或者在出現(xiàn)對齊不正確的跡象時執(zhí)行此操作.

一個送料送偏的端子可能破壞整個押解模具的表面
審核編輯 :李倩
-
模具
+關(guān)注
關(guān)注
1文章
172瀏覽量
18322 -
電線
+關(guān)注
關(guān)注
6文章
721瀏覽量
26752 -
壓接技術(shù)
+關(guān)注
關(guān)注
1文章
45瀏覽量
6823
原文標(biāo)題:壓接模具——壓接質(zhì)量的最重要因素之一
文章出處:【微信號:wiring-world,微信公眾號:線束世界】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
壓接式N頭對設(shè)備連接的重要性

壓接式N頭防震嗎
F型母頭壓接時為什么會出現(xiàn)不良

200A儲能插座接線端壓接時需注意什么


六邊形壓接 VS B型壓接


壓接3芯M9插座時需注意壓接深度嗎

Molex端子壓接工藝技術(shù)標(biāo)準(zhǔn)
電線壓接銅鼻子規(guī)范操作與技巧解析

一文解析Molex端子壓接工藝技術(shù)標(biāo)準(zhǔn)
探索壓接設(shè)計仿真技術(shù)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論