 激光熔覆裂紋的怎么抑制
激光熔覆裂紋的怎么抑制
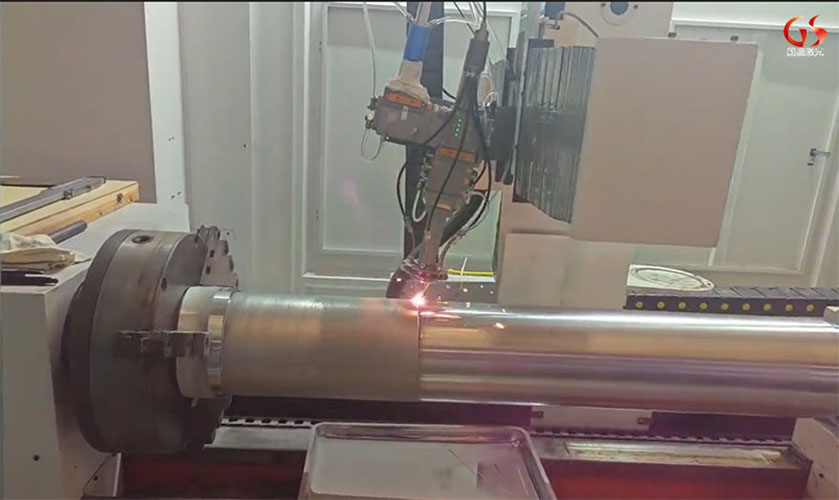
激光加工件在高能激光束的作用下被快速加熱,以高達 106 ~107 K/s 的加熱速率將基材表面迅速加熱到 105K 以上,通過氬氣等惰性氣體迅速冷卻。但由于激光熔覆層與基體的物理性能存在差異,在這種快速加熱和快速冷卻的條件下就會產生較大的應力。當應力值超過熔覆層的屈服極限時就會產生裂紋。在實際加工中裂紋作為激光熔覆技術的主要缺陷,嚴重制約了激光熔覆技術的應用。
怎么才能避免激光熔覆所產生裂紋呢?下面國盛激光就來給你說說要注意的幾個方面,以防此情況發生。
一、熱處理控制
1.對基材進行預熱,溫度控制在200-400℃,目的是降低基材和熔覆層之間的溫度差。
2.熔覆完成后對產品進行緩冷處理或去應力退火。
二、原材料控制
1.基體材料。
基材冶煉和出廠前要求成分和組織均勻,氣孔和夾雜等缺陷少。
2.粉末材料
選擇韌性較好的熔覆材料。外加合金元素盡量降低B、Si、C的含量。B、Si具有造渣能力,單在熔池中不能及時上浮,夾雜在熔覆層中,增加裂紋敏感性。C能提高材料的硬度和耐磨性,但是比例過高也會使得熔覆層脆性加大。
添加WC,TiN等強化相時需控制好比例,過高的含量容易造成元素分布不均,元素局部富集,應力過大引起開裂。
熔覆前先將粉末進行平鋪烘干處理:真空條件下200℃保溫2h。
三、熔覆工藝控制
1. 調整送粉量,熔覆單層厚度控制在1.0-1.5mm范圍內。
2.激光束選擇線光斑,使單道熔覆層的寬度盡量寬。
3.微調激光功率,掃描速度,光斑直徑,控制粉末最佳融化效果。
4.在保護氣氛下進行激光熔覆。
審核編輯 黃昊宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
裂紋
+關注
關注
0文章
20瀏覽量
7196 -
激光熔覆
+關注
關注
0文章
131瀏覽量
7071
發布評論請先 登錄
相關推薦

激光熔覆軸送絲修復技術優勢及未來發展趨勢
激光熔覆技術,作為現代制造業中一項前沿的表面改性與修復手段,正逐步在航空航天、汽車制造、能源電力及重型機械等領域展現出其獨特的優勢與潛力。其中,激光





內孔激光熔覆修復原理及應用
內孔激光熔覆修復是一種先進的表面工程技術,通過高能激光束照射金屬表面,使表面材料熔化并快速凝固。從而實現表面改性或修復。該技術以其高效率、高精度、低成本等優點,廣泛應用于機械、石油、化

激光熔覆技術在鐵路鋼軌修復中的應用優勢及注意事項
熔覆技術在材料表面修復領域的應用逐漸受到關注,其在鐵路鋼軌修復中的應用研究也逐漸開始。 一、激光熔覆技術概述

激光熔覆工藝深度解析:原理、分類與材料選擇
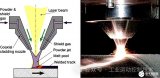
激光熔覆技術是指以不同的填料方式在被涂覆基體表面上放置選擇的涂層材料,經激光輻照使其基體表面一薄層同時熔化,并快速凝固后形成稀釋度極低并與基

什么是激光熔覆技術?
激光熔覆技術是一種金屬表面處理技術,通過使用激光束熔化金屬粉末并將其附著在金屬基底上來制造復雜的金屬零件或修復己損壞的金屬部件。





 工商網監
工商網監
評論