 如何從編程的角度最大限度地實現銑刀式分板機設計
如何從編程的角度最大限度地實現銑刀式分板機設計
摘 要
作者總結十多年來在汽車電子工廠從事銑刀式分板機(這里說的是帶毛刷式的)編程與工藝實踐的心得體會,針對目前工廠中要求低周期時間(Cycle Time)、高分割精度、低應力、低粉塵、低振動、低成本等情況,結合設備、夾具、銑刀、電路板拼板設計、電路板基材、成本投入等現狀,初步探析如何從編程的角度最大限度地滿足工廠及客戶要求。
一、前言
隨著最近幾年來國內汽車電子行業的不斷興起,行業競爭日趨白熱化,拼產品質量和價格成為大勢所趨。為了提高產品的質量,很多時候不得不購買高性能的設備,而高性能的設備往往意味著高昂的價格甚至高昂的維護。高昂的設備價格又造成產品的價格的提升,而產品價格的提升又造成產品在市場上的競爭力的下降。
對于分板工藝,以半自動設備為例,基本配置的高性能設備本身就有近80萬人民幣,如果配置稍高些就達130萬人民幣。再加上除塵設備也要20萬人民幣至40萬人民幣不等,總體價格就不菲了。考慮到周期時間可能需要配置額外的設備,那線體總價就更令人瞠目了。
毫無疑問,分板工藝需要經濟效益最大化。也就意味著也用最小的投資創造最大的價值。在現有設備已定的情況下,如何提高產出(包括數量及質量)、減少成本成了企業要面臨的問題。
根據筆者十多年來從事分板工藝的經驗,很多時候編程的作用被低估了。一個好的程序,可以達到一個理想的周期時間,也能達到一個理想的分割邊緣輪廓及應力。甚至能對粉塵及振動有特別要求的產品有一個很好改善,同時可以提高銑刀的壽命。而編程本身可以由工廠技術人員完成,是不需要額外投資的。也就是說通過好的程序可以減少對設備的依賴(不同品牌、型號及配置),可以減少夾具(不同的設計)的限制,可以提高產品的質量,可以增加銑刀的壽命,從而最終實現低投入高產出、產品的成本降低,在市場上的競爭力提升。
二、分板工藝編程現狀概述
目前有些企業人員流動頻繁,資深的工程師鳳毛麟角,很難會有技術的沉淀。對于分板機的編程能夠獨立完成已經相當不錯了,更別談做得盡善盡美了。遺憾的是客戶對產品的要求越來越高,而企業為了減少成本會購買低價的原材料,為了提高產出,需要設備提高運行速度,工藝的管控難度大大提升。而為了減少人力成本,會接收一些學歷、技能不高的操作工甚至采用外包工,這對設備維護和使用無疑增加了不少不確定因素。加上一些工廠管理不善,造成設備的使用與維護處于一種很危險狀態。于是各種質量問題、設備停機等紛至沓來。
好的分板程序,需要考慮由于設備可能會的失效造成的潛在風險(停機、質量、成本等),需要考慮設備的長期使用穩定性。可惜的是,能明白這些并且做好的并不多見。
三、分板編程經驗匯總
首先,為了保證分板的精度,原則上分板路徑坐標及基準點(fiducial mark)坐標取來自產品圖紙,或由軟件自動生成或由編程者手動輸入。
盡量避免通過視覺系統教導(teach)來生成,因為產品本身有誤差(一般誤差±0.125mm),產品放在治具中在會有水平度和角度等誤差,對于復雜圖形(如多圓弧相連圖形)的連接點起始點的確認也會存在誤差,這些都會造成分板路徑及基準點坐標不準確,對于有精度要求的分板工藝控制是相背離的。
由于本文闡述的是毛刷式分板編程,一般為了避免元件被毛刷或切割頭損壞,一般工作頭面向電路板輔面(也就是包含最簡單、數量最少元件面)。
3.1 半自動分板機(也叫離線分板機)
半自動分板機指板子分割由設備XYZ軸驅動主軸按程序及PLC指令自動完成但板子的取放由操作工手動完成,所以設備不能和軌道流水線對接,又稱“離線分板機”。英文叫“Offline Depaneling”或“Stand Alone Depaneling”也稱“Semi-Automatic Depaneling”(半自動分板機)。具體操作步驟是操作工把待分割的拼板放入夾具并固定好,然后把通過按鈕或手動把夾具/工作臺送入機器,然后機器自動完成板子分割后自動退出,操作工把分割好的放入下一站WPC或作為在制品放入Tray盤。
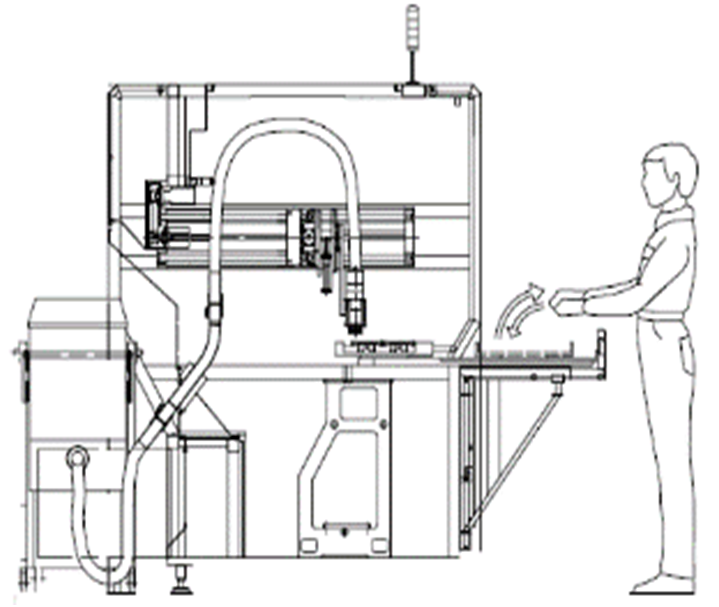
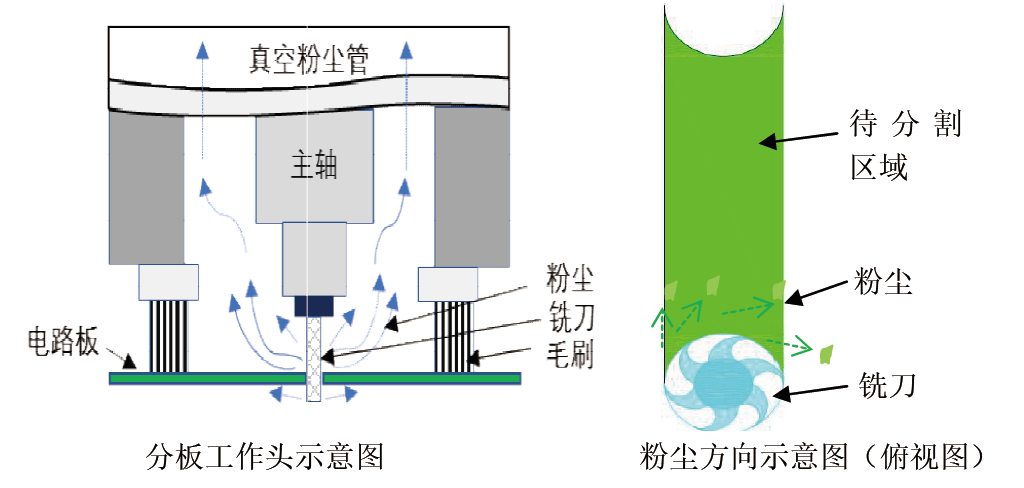
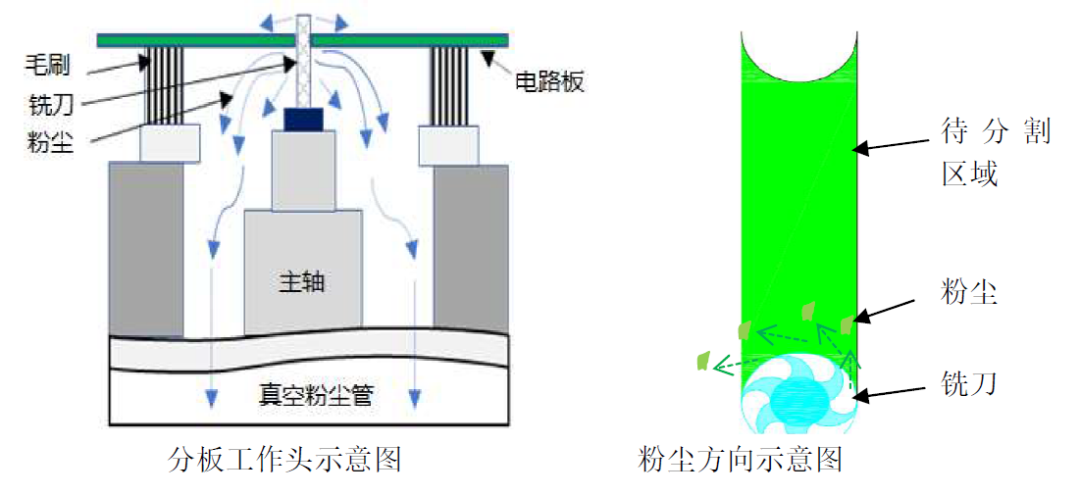
以下以毛刷式分板機(上集塵)為例,此設備的特點是主軸在電路板上面,銑刀四周由毛刷密封。
3.1.1編程之除塵取向
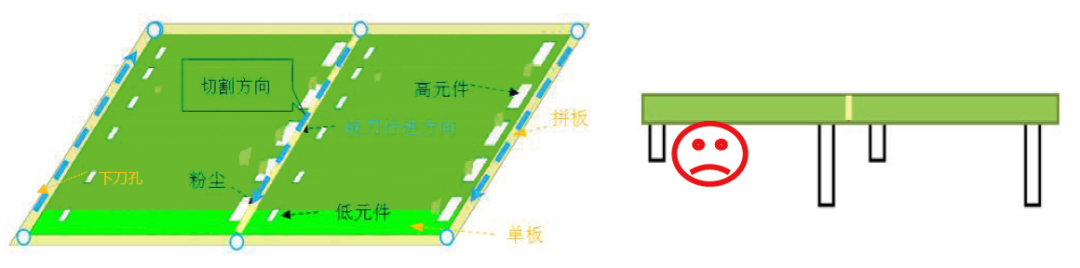
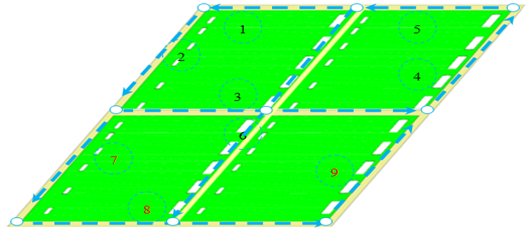
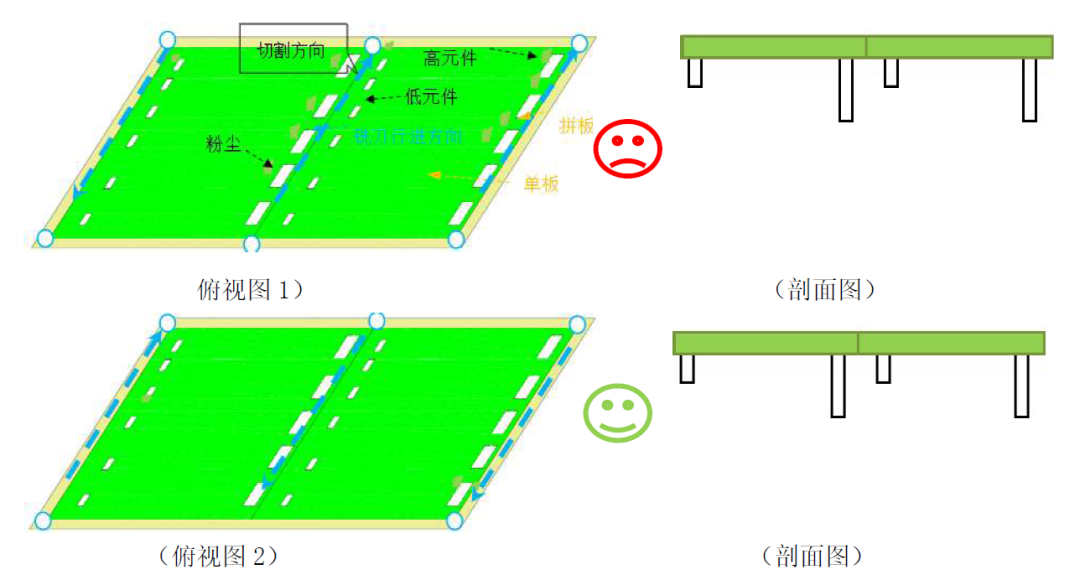
(俯視圖1)(剖面圖)
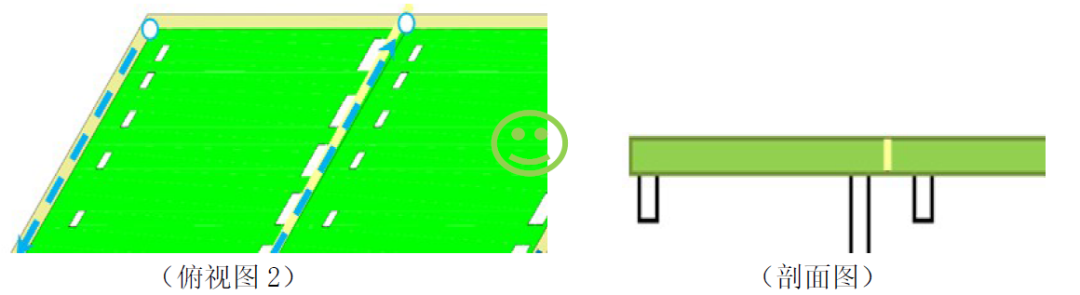
(俯視圖2)(剖面圖)
備注:假設以上每個子板的四個角都有預分割(這里指來自PCB原材料的預分割)或下刀孔;
注意:只有預分割區域或下刀孔等非板材區域才可以下刀,否則會有板子分層風險。
經驗總結
根據分割時粉塵在銑刀行進方向的右側,靠近拼板邊緣部分要逆時針方向分割。
銑刀行進方向的右側朝向不容易積累粉塵的元件或對粉塵不敏感的元件,如片式元件(chip component)等。不可朝向容易積累粉塵的元件(一般為大元件如鋁電解電容、連接器等)或對粉塵敏感的元件(如IC、連接器等)。
3.1.2 編程之周期時間取向
由于分板機關注于銑切工藝,X、Y軸一般采用高速的線性馬達可達1500 mm/sec, Z軸一般只用于在空板的地方下刀或打孔測試而不用于臺階式銑刀,故Z軸精度和速度都不需要太高,速度一般20–50 mm/sec,因此要減少Z軸下刀以便節省分割時間,通常銑切路徑走近似“8”字形路線來實現。
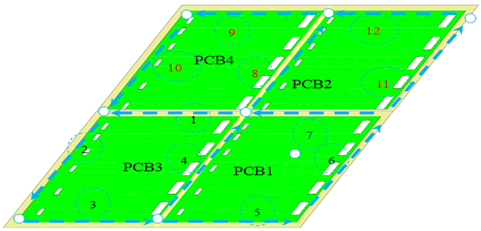
3.1.2.1 不考慮MES制造執行系統,主要用于產品追溯,多用于汽車電子產品)中打叉板或報廢板不分割,以下面板子為例:
以上分割順序分9步,其中黑色字體部分1~6為一次下刀,紅色字體7~9為第二次下刀。
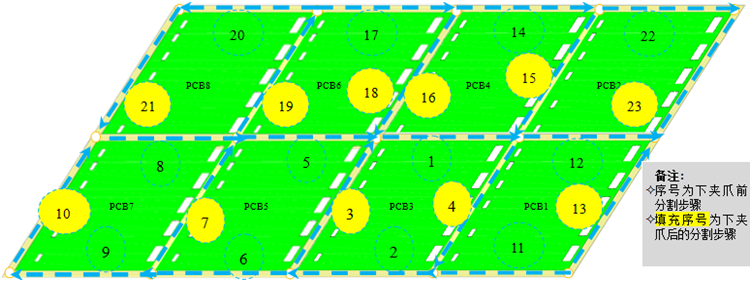
3.1.2.2 考慮MES中打叉板或報廢板不分割:
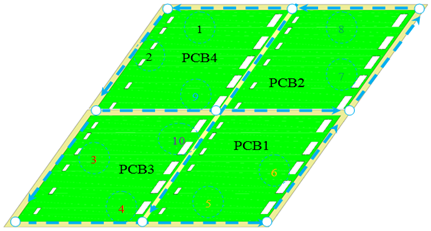
以上分割順序分10步,其中黑色字體部分1~2、3~4、5~6、7~8分別4次下刀,剩余9、10為第5、6次下刀。
經驗總結
1) 前4刀在聯MES時,當有打叉板時可以跳過。如當第PCB1為打叉板時5~6可以跳過不分割。但是如果第5步和第4步連接在一起為一刀或6和7連接在一起為一刀,就無法實現區分哪一刀屬于哪塊板子,也就無法跳過PCB1而不分割。
2) 5~6屬于PCB1專屬部分,可以用于區分它與另外3塊板子的區別,當它打叉時跳過不分割,也可以獨立把PCB1留在邊框上。
3.1.3 編程之分割質量取向
此分割質量包括分割輪廓精度與粉塵,由于粉塵問題比較特殊,而且在不同類型設備(半自動和全自動)中表現不一樣所以獨立闡述,此處質量問題重點討論分割輪廓。
3.1.3.1不考慮MES中打叉板或報廢板不分割,以下以抽屜式分板機為例,板子方向為分板放置方向。
經驗總結
1)對于拼板中每個子板單個分割會達到好的板邊質量;
2)每個子板的最后一刀落在板子結構相對結實的地方,防止收刀時板子被拉動而影響分割質量;
3)一般來講,拼板要從左往右,從下往上。同時每個子板以逆時針分割,當然,這只是一個大致的規律,具體還得視情況來調整。如步驟1的下方如果有積累粉塵的元件或對粉塵敏感的元件可以調整分割方向。
4)盡量避免銑刀從子板上方通過,防止銑刀或毛刷損傷到元件。有時銑刀會掉刀或程序設定抬刀高度不夠等,當銑刀從子板上方通過時會造成元件損傷。還有些元件會有帶蓋子的(如電感)或易變形的(如某些彈簧類元件),當毛刷從元件上方經過會損傷到它。
3.1.3.2考慮MES中打叉板或報廢板不分割。以下以抽屜時分板機為例,板子方向為分板放置方向。
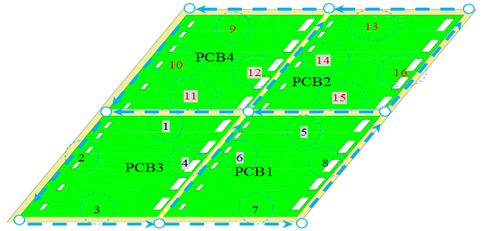
經驗總結
1)在聯MES時,銑刀所走路徑仍然依照3.1.3.1的規律,不同的是要考慮相鄰板子公共邊(如第1和11步,第4和6步,第5和15步,第12和14步)。
2)特殊情況,有時在最后一刀(如本例中第16步)收刀時板子會被帶起來,這一般是因為毛刷把板子吸起來造成的,包括聯或不聯MES的任何情況。分析進一步的原因,首先在設備選型最好選擇毛刷和銑刀分離控制式的設備(即毛刷獨立控制型的,如Grohmann的PRM100等)其次程序的制作也有很多技巧。固然有些設備有關閉吸塵器之功能 ,但是收效甚微而且還會造成周期時間(CycleTime)變長、粉塵在收刀時有堆積等問題,這是由于設備殘留的真空無法在短時間內消除造成的。在實際運用中,最好的方法是把最后一刀先抬刀并保持毛刷下壓待毛刷脫離板子時再抬起。如果設備有毛刷獨立控制功能,可以在子板分割完成后先抬刀至毛刷脫離分割后的子板再抬毛刷效果更佳。
3)綜上所述,聯MES與不聯MES的區別主要在于相鄰板子的公共部分要分割兩次,這樣當有打叉板子需要跳過時另外一塊板子也能得到分割。同時每個子板要有獨立部分,不可與其它子板共用,是為了保證有打叉板跳過時仍能獨立把當前子板留在板邊上而不被分割。考慮到業界不聯MES的多,以下內容就不再考慮聯MES的例子了。
3.2 全自動分板機(也叫在線分板機)
在自動分板機指板子分割由設備XYZ軸驅動主軸按程序及PLC指令自動完成,每個子板的固定和放置由機械手完成或者機械手驅動夾具(此運用很少,下文就不再考慮了)完成,拼板分割及分割后的子板的運輸均是在軌道流水線上完成,又稱“在線分板機”。英文叫“Inline Depaneling”或“Fully Automatic Depaneling”(全自動分板機)。
具體操作步驟是物料員把料架(magazine)中待分割的板子放入上板機(loader),上板機把待分割的板子傳送到分板機中,分板機分板后把子板放入工件托架(WPC)中傳送到下一個工序。或者放到托盤(Tray)中作為在制品(WIP:Work In Progress)。
以下以毛刷式分板機(下集塵)為例,此設備的特點是主軸在電路板上面,銑刀四周由毛刷密封。
3.2.1編程之除塵取向(Dust Removal Orientation)
經驗總結
1)根據分割時粉塵在銑刀行進方向的左側,靠近拼板邊緣部分要順時針方向分割。
2)銑刀行進方向的左側朝向不容易積累粉塵的元件或對粉塵不敏感的元件,如chip component片式元件等。不可朝向容易積累粉塵的元件(如鋁電解電容、連接器等)或對粉塵敏感的元件(如IC、連接器等)。
3.2.2 編程之周期時間取向
由于自動分板機要使用夾爪,而有時對應產品沒有預分割,或者預分割不充分無法先用夾爪夾住待分割的產品,往往需要對設備先進行分割然后再下夾爪。另外考慮到每個子板分板(multi-gripper工作原理類似,此處也不討論了)后夾爪把產品放到下一工序(WPC或tray 盤等)并返回待分割產品也需要時間,在此期間為了提高設備利用率也會先對產品進行部分預分割,待夾爪返回后夾住產品繼續完成剩余工作。
以下就以產品沒有預分割(或預分割不充分無法先下夾爪)和預分割充分為例來討論實際工作中如何處理問題的,考慮全自動分板分割順序相對復雜,以下就以8拼板來舉例。
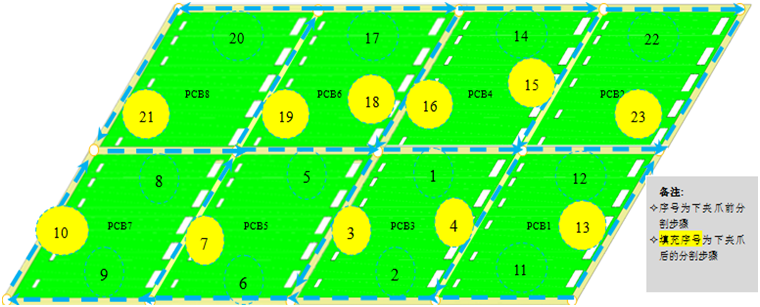
3.2.2.1 產品沒有預分割或預分割不充分:
經驗總結
1)其實有時也無法完全把周期時間取向與質量取向分開,因為無法完全不考慮分割質量;
2)由于這個產品的特殊性,如果從拼板邊緣分割如PCB7分割,剩余的PCB5、PCB3、PCB1由于重力作用會下沉,在下夾爪前板子就向下傾斜造成潛在的質量風險。要從拼板中間逐步向兩邊分割,這樣就能盡量減少分割后剩余板子下沉而造成的質量隱患。
3)由于全自動分板機只能要一塊板一塊板地分割(multi-gripper穩定性相對差,維護困難,使用的少,本文就不闡述了),因此為了減少周期時間,整體要一個方向(順時針或逆時針)分割。
4)拼板要從長度方向先分割,然后再從寬度方向完成。
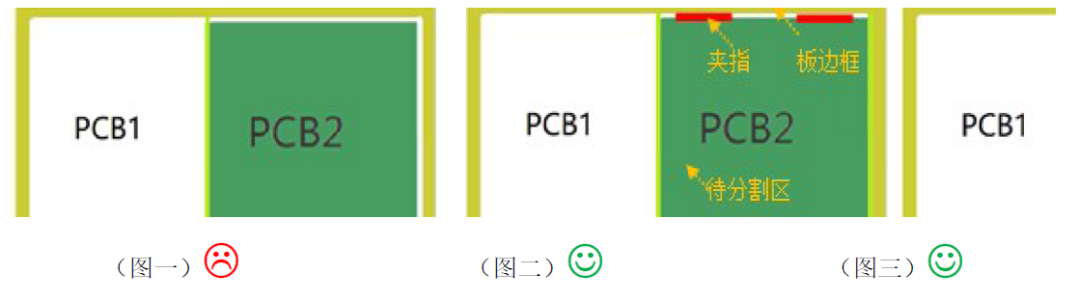
5)為了下夾爪,需要在夾爪設計方向(一般夾爪為鏡向的一對,一邊2個夾指,共4個夾指),所以下夾爪前需要把夾爪的位置留出來,或在分板機上完成或在PCB來料時完成。
3.2.2.2 產品有充分預分割
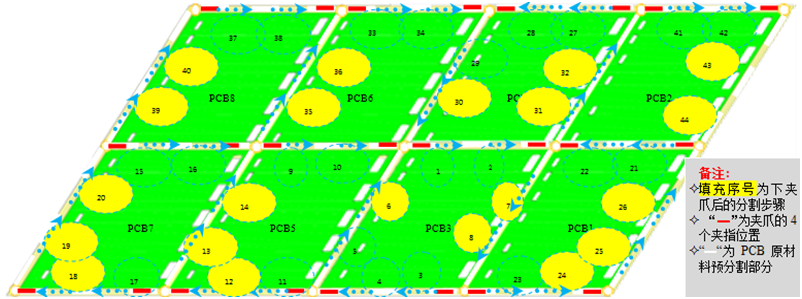
經驗總結
1)此分割順序與3.2.2.1 產品沒有預分割或預分割不充分大致相同,所不同的是下夾爪的步驟,整體分割順序更細化了。
2)由于每個子板有兩個分割點,為了減少周期時間可以在夾爪拾放期間多分割一部分。此拼板分割點多,以上順序只是一個例子,由于不同產品放置位置、夾爪機器手運行速度、分割速度不一樣、產品的差異等,可能實際運用當中會有差異。一個原則是讓設備利用率最大化,盡量讓銑刀不要停下來,利用夾爪拾取過程來多分割一部分。
3.2.3 編程之分割質量取向
3.2.3.1 產品沒有預分割或預分割不充分
經驗總結
1)此分割順序與3.2.2.1 產品沒有預分割或預分割不充分大致相同,因為它也考慮了一定的質量問題。
2)其實以上分割順序并非完美,有時做一個完善的程序不太容易甚至不太可能即使只為質量取向的,這時可以根據實際情況做個取舍。比如PCB3中是主要考慮粉塵問題,當銑刀從第3步到第4步過程中,如果有特殊元件(如鋁電容類高元件或彈簧等易損元件),可能會被毛刷或銑刀損傷到。此時可以通過加大抬刀距離、抬毛刷等方法來解決,或者如果產品粉塵不嚴重(如高元件并不高或不容易沾染粉塵或者后面有清潔工藝可除塵等),可以考慮調整第3、4步的分割方向。其它分割步驟也有類似情況,要根據實際情況進行調整。
3.2.3.2 產品有充分預分割
此問題相對復雜也很有代表性,本文用兩個工作中非常典型的例子來闡述,以便讀者理解。
例1:
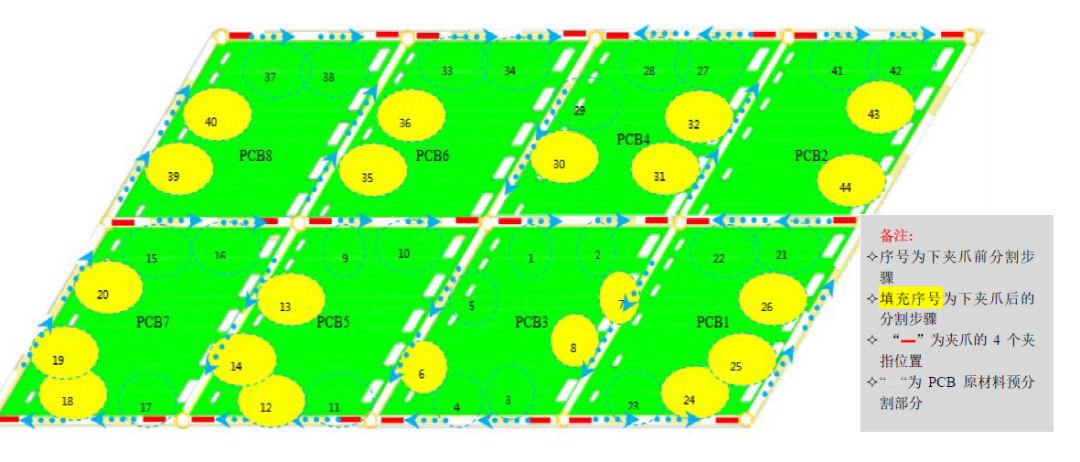
經驗總結
1)此分割順序與3.2.2.2 產品有充分預分割相同,因為它也考慮了一定的質量問題。
2)對于全自動分板設備,不像半自動設備板子有夾具固定相對很牢固,全自動設備用夾爪固定板子相對穩定性差一些。因此要注意在夾爪設計及夾爪位置調整好的基礎上,下夾爪前板子要盡量平整。要做到這一點,產品要相對邊預留有分割點,如果是對角有預留分割點就更好了, 這樣板子在下夾爪前的支撐會更好些不容易變形。
經驗總結
每個產品的最后一刀很重要,最好是向著最近的夾指位置分割,或者說最后一刀收刀點要在板子固定很好的地方,以下圖中拼板中最后一刀為例來說明。

例2:
下面板子由一臺預分板機(Premilling)和一臺終分板機(FinalMilling)完成,板子長400mm,寬度為200mm。
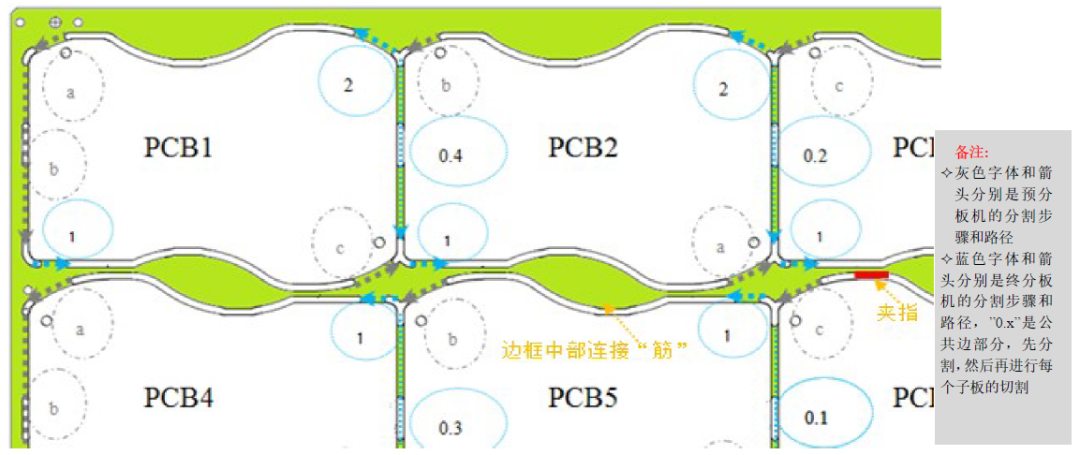
經驗總結
1)預分板機和終分板機都是由PCB6?PCB3?PCB5?PCB2?PCB4?PCB1的順序來完成 ;
2)“0.x”屬于子板間公共邊,要先分割開來,這樣可以使整個拼板應力釋放,以免夾爪夾住產品分割時由于應力累積而造成板子位置移動或不平而影響分割質量。
3)由于板邊框中間連接“筋”很細(最細處小于2mm)又很長(400mm),那邊以PCB1為例,先分割左下角與弱“筋”連接點?再分割右上角與邊框連接的強點?。同時,切割方向要走順時針方向,這樣由于切割向力板子如果有移動只會“多肉”(切的少留的多)不會“少肉”(切的多留的少)或露銅。
四、結束語
以上是針對分板工藝的經驗總結,由于不同設備編程方法也不盡相同,所以具體編程步驟本文就不涉及了。簡單來講,DXF格式的panel drawing是一種常用的編程數據來源,或把它導入軟件生成分割坐標點,或通過CAD來測量相關分割路徑坐標數據。
為了以后維護的方便,建議使用直接坐標,最好不要使用銑刀補償的間接坐標,否則可能會影響周期時間,閱讀起來也不直觀。基準點(fiducial mark)最好先在拼板邊框對角,以更好的補償板子分割位置。
審核編輯:劉清
-
plc
+關注
關注
5008文章
13167瀏覽量
462191 -
電路板
+關注
關注
140文章
4911瀏覽量
97455 -
分板機
+關注
關注
0文章
38瀏覽量
10436
原文標題:銑刀式分板機編程初探
文章出處:【微信號:actSMTC,微信公眾號:actSMTC】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
TAS5630如何才能最大限度地減少電壓失調,或者調節為0?
最大限度地減少TRF7964A和TRF7970A省電模式下的電流消耗

最大限度地減少TPS53355和TPS53353系列器件的開關振鈴
最大限度地提高GSPS ADC中的SFDR性能:雜散源和Mitigat方法
TIDA-050027.4-具有靈活分區以最大限度實現節能的多軌電視電源 PCB layout 設計
如何最大限度地降低差分測量誤差?





 工商網監
工商網監
評論