 端子壓接切面判斷標準
端子壓接切面判斷標準
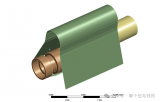
1.有關導體壓接的尺寸,請參見圖
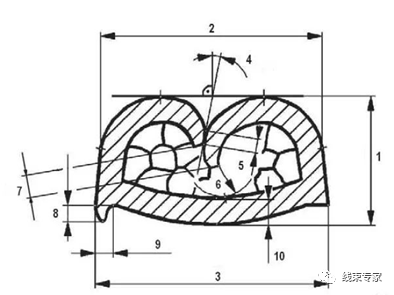
壓接區域中的接觸材料的厚度必須從標準零件圖中獲取。指示的壓接尺寸設定了限制。標準零件圖中指定的任何偏差值均具有約束力。
兩個壓接筒端部的不規則滾動是允許的,但要符合對支撐長度,支撐角度和壓接卷曲末端間距的要求。
規定的壓接尺寸必須根據質量保證矩陣規范進行測試(請參閱附錄B),并由線束制造商進行記錄。
壓接結果的評估必須考慮與過程有關的波動。
2 壓接高度(Ch)
壓接高度必須使用非破壞性方法進行測量。
壓接高度是壓接連接的可調尺寸(與工具無關)。
壓接高度由接觸元件(端子)制造商指定,并記錄在相應接觸元件(端子)的標準零件圖中。
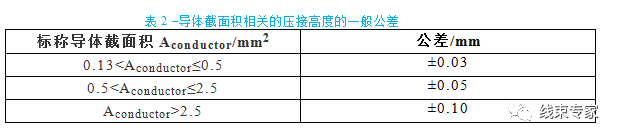
如果在接觸元件的標準零件圖上未指定壓接高度公差,則壓接高度的一般公差可參考表2,當然公差大小取決于導體的截面積。
有關壓接高度的測量,請參見第5.4.2節。
有關重復精度的要求,請參見第5.2節.
3 壓接寬度(Cw)
壓接寬度是與工具相關的,即壓接連接的不可調整的尺寸。
壓接寬度由接觸元件(端子)制造商指定,并在相應接觸元件的標準零件圖中記錄相應的公差。
4 可測量的壓接寬度(Cwm)
可測量的壓接寬度必須使用非破壞性方法來測量。
壓接基部處的壓接寬度可用如測微計來測量。它由接觸元件制造商指定,并且必須在相應接觸元件(端子)的標準零件圖中以相應的公差記錄下來。
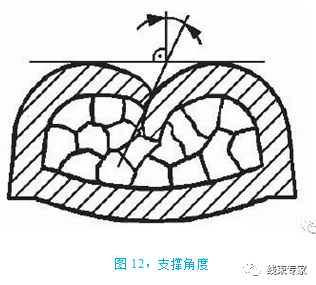
5 支撐角度(αw)
支撐角度(見圖12)只能使用顯微切片來確定。
支撐角度與垂直方向的偏差不得超過30°(αw ≤ 30°).
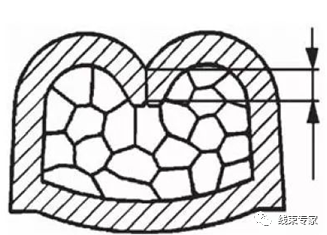
6 支撐高度(La)
支撐高度(請參見圖13)只能使用顯微切片來確定。
壓接套筒必須在喇叭口之間沿其整個長度封閉。卷起的壓接套筒端部相互接觸并相互支撐。作為最低要求,壓接卷曲末端的支撐高度(取決于導體的截面積)必須等于表3中規定的接觸材料厚度的比例。
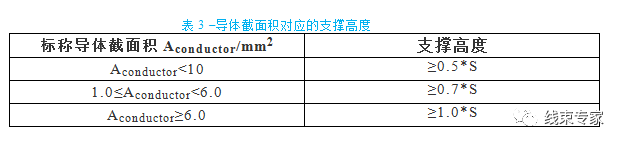
發布的圖紙的規格始終具有約束力(請參閱第1節).
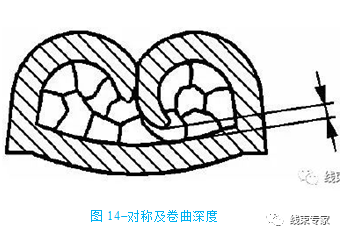
7 卷曲末端間隙(Fa)
卷曲末端間隙(請參見圖14)只能用顯微切片測定。任何一個壓接卷曲末端的都不得觸及壓接套筒的內壁。
卷曲末端間隙為:
Fa≥0.1×S
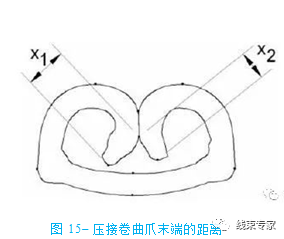
8 壓接卷曲爪末端的距離(CFE)
壓接卷曲爪末端的距離只能使用顯微切片來確定。
相對的卷曲爪壓接末端之間的距離(見圖15)是:
CFE = x1–x2
CFE≤0.5×S
9 毛刺高度(Fh)
毛刺的高度受壓接工具的磨損程度與進料設置的影響(見圖16).
Fh≤ 1 × S
10 毛刺寬度
毛刺寬度(見圖16)是:
Fw≤0.5×S
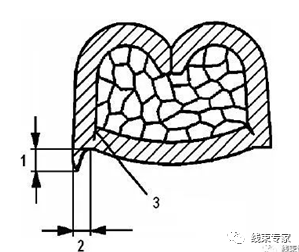
名稱:
1 毛刺高度
2 毛刺寬度
3裂紋(請見第4.3.5.2節)
圖16–壓接底部的毛刺
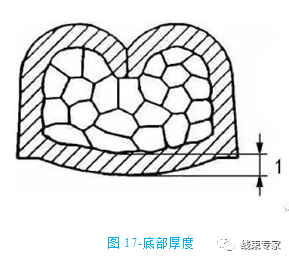
11 底部厚度(Sb)
底部厚度(請見圖17)只能用顯微切片測定。
底部厚度為:
Sb≥0.75×S
名稱:
1,底部厚度
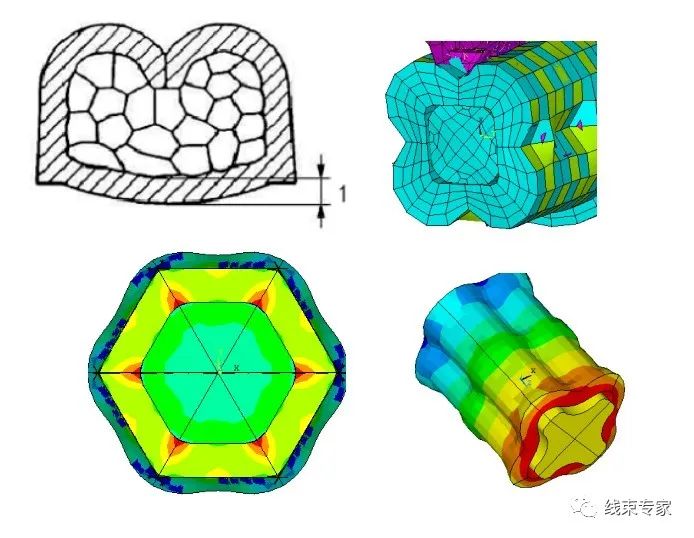
12 壓縮比
壓縮程度(壓縮比)只能使用顯微切片確定。
接觸元件(端子)的制造商應確保在遵守規定的壓接尺寸時實現良好的壓縮度。良好壓縮比特點是具有完全填充的壓接套筒,其中,壓接區域中股絲應以蜂窩結構完全壓縮。
壓縮程度(壓縮比)是壓接(壓接好的)中包含的導體截面積與未壓接的標稱導體截面積之比:
壓縮比=Acrimp/Aconductor*100% (1)
名稱:
Acrimp壓接中包含的導體截面積(以微截面中的多邊形鏈來衡量)
Aconductor標稱導體截面積
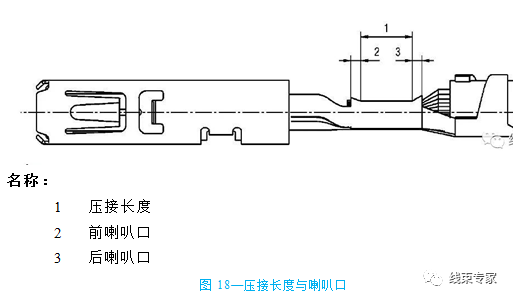
13.壓接長度
導體壓接必須在前后喇叭口之間的整個長度上閉合(見圖18)。卷邊的套筒末端相互支撐。
14.裂紋
裂紋(見圖19)可能是由于各種不利情況造成的,尤其是在壓接底部處。裂紋必須與卷邊區域內部可能出現的褶皺區分開。
裂紋是不允許出現的。
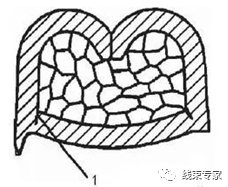
名稱:
1 裂紋
審核編輯 :李倩
-
端子
+關注
關注
2文章
515瀏覽量
29162 -
線束
+關注
關注
7文章
972瀏覽量
25942
原文標題:技術丨端子壓接切面判斷標準-建議收藏
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
10M4-G-N10M4T光電開關接插件壓接端子怎么接線



Molex端子壓接工藝技術標準
端子壓接技術的演進歷程

一文解析Molex端子壓接工藝技術標準

壓接技術中接觸電阻的作用是什么?

壓銅接線端子與電纜終端頭的區別?
線束端子壓縮比的定義及計算方法






 工商網監
工商網監
評論