 為什么PCB說彎就彎了
為什么PCB說彎就彎了
SMT制程中,電路板經過回流焊時很容易發生翹曲,嚴重的話甚至會造成元件空焊、立碑等不良,請問應如何克服呢?
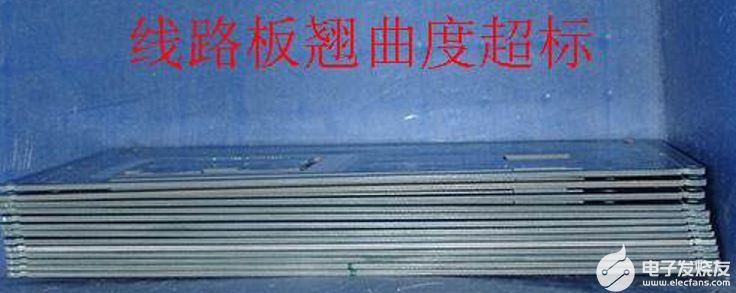
PCB板翹曲的原因或許都不太一樣,但最后應該都可以歸咎到施加于PCB板上的應力大過了板子材料所能承受的應力,當板子所承受的應力不均勻或是板子上每個地方抵抗應力的能力不均勻時,就會出現PCB板翹曲的結果。
那板子上所承受的應力又來自何方?其實回流焊制程中最大的應力來源就是溫度了,溫度不但會使電路板變軟,還會扭曲電路板,再加上熱膨脹系數(CTE)的因素及熱脹冷縮的材料特性,這就形成PCB板翹曲。
至于為什么有些板子的翹曲程度不同?個人認為主要有這么幾個方面的原因:
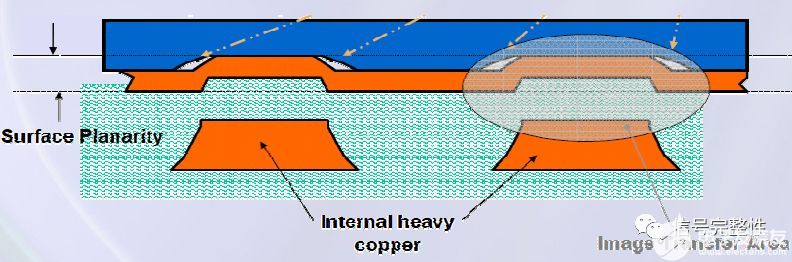
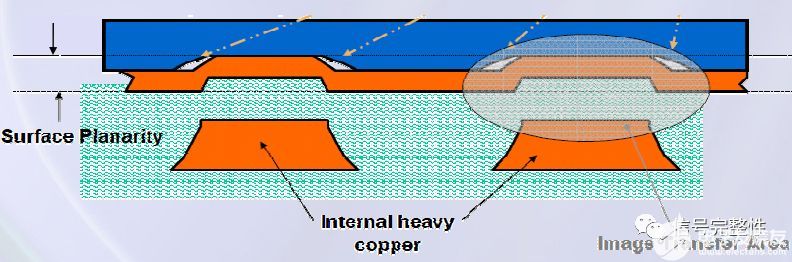
NO.1 電路板上的鋪銅面面積不均勻,會惡化PCB板翹曲
一般電路板上都會設計有大面積的銅箔來當作接地之用,有時候Vcc層也會設計有大面積的銅箔,當這些大面積的銅箔不能均勻地分布在同一片電路板上的時候,就會造成吸熱與散熱速度不均勻的問題,電路板當然也會熱脹冷縮,如果漲縮不能同時就會造成不同的應力而變形,這時候板子的溫度如果已經達到了Tg值的上限,板子就會開始軟化,造成永久的變形。
NO.2 電路板上各層的過孔(vias)會限制板子漲縮
現今的電路板大多為多層板,而且層與層之間會有像鉚釘一樣的過孔(via),過孔又分為通孔、盲孔與埋孔,有過孔的地方會限制板子冷漲縮的效果,也會間接造成PCB板翹曲。
NO.3 電路板本身的重量會造成板子翹曲變形
一般回流焊的爐子都會使用鏈條來帶動電路板向前傳遞,也就是以板子的兩邊當支點撐起整片板子,如果板子上面有過重的零件,或是板子的尺寸過大,就會因為本身的重量而呈現出中間凹陷的現象,造成翹曲。
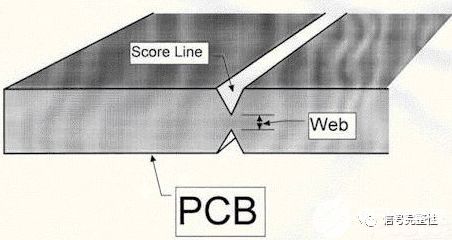
NO.4 V-Cut的深淺及連接條會影響拼板變形量
基本上V-Cut就是破壞板子結構的元兇,因為V-Cut就是在原來一大張的板材上切出V型溝槽來,所以V-Cut的地方就容易發生變形。
針對上述提到的問題,在設計和生產時就要特別注意下述的一些情況,才能比較好地避免板子翹曲:
NO.1 降低溫度對板子應力的影響
既然溫度是板子應力的主要來源,所以只要降低回焊爐的溫度或是調慢板子在回焊爐中升溫及冷卻的速度,就可以大大地降低PCB板翹曲的情形發生。不過可能會有其他副作用發生,比如說焊錫短路。
NO.2 采用高Tg的板材
Tg是玻璃轉換溫度,也就是材料由玻璃態轉變成橡膠態的溫度,Tg值越低的材料,表示其板子進入回焊爐后開始變軟的速度越快,而且變成柔軟橡膠態的時間也會變長,板子的變形量當然就會越嚴重。采用較高Tg的板材就可以增加其承受應力變形的能力,但是相對的材料的價錢也比較高。
NO.3 增加電路板的厚度
許多電子的產品為了達到更輕薄的目的,板子的厚度已經剩下1.0mm、0.8mm,甚至做到了0.6mm的厚度,這樣的厚度要保持板子在經過回焊爐不變形,真的有點強人所難,建議如果沒有輕薄的要求,板子最好可以使用1.6mm的厚度,可以大大降低PCB板翹曲及變形的風險。
NO.4 減少電路板的尺寸與減少拼板的數量
既然大部分的回焊爐都采用鏈條來帶動電路板前進,尺寸越大的電路板會因為其自身的重量,在回焊爐中凹陷變形,所以盡量把電路板的長邊當成板邊放在回焊爐的鏈條上,找元器件現貨上唯樣商城就可以降低電路板本身重量所造成的凹陷變形,把拼板數量降低也是基于這個理由,也就是說過爐的時候,盡量用窄邊垂直過爐方向,可以達到最低的凹陷變形量。
NO.5 使用過爐托盤治具
如果上述方法都很難做到,最后就是使用過爐托盤 (回流焊 carrier/template) 來降低電路板的變形量了,過爐托盤治具可以降低PCB板翹曲的原理是因為治具材質一般會選用鋁合金或合成石具有耐高溫的特性,所以電路板經過回焊爐的高溫熱脹與之后冷卻下來的冷縮,托盤都可以起到穩住電路板的功能,等到電路板的溫度低于Tg值開始恢復變硬后,還可以維持住原來的尺寸。
如果單層的托盤治具還無法降低電路板的變形量,就必須再加一層蓋子,把電路板用上下兩層托盤夾起來,這樣就可以大大降低電路板過回焊爐變形的問題了。不過這過爐托盤挺貴的,而且還得加人工來置放與回收托盤。
NO.6 改用Router替代V-Cut的分板使用
既然V-Cut會破壞電路板間拼板的結構強度,那就盡量不要使用V-Cut的分板,或是降低V-Cut的深度。
審核編輯:湯梓紅
-
pcb
+關注
關注
4317文章
23014瀏覽量
396378 -
電路板
+關注
關注
140文章
4908瀏覽量
97441 -
smt
+關注
關注
40文章
2884瀏覽量
69062
發布評論請先 登錄
相關推薦
手機屏幕不再怕被坐彎 柔性OLED新技術解析
PCB板彎板翹的問題
PCB板過回焊爐發生板彎及板翹的防止方法
彎管傳感器彎徑比測量的實踐與體會
如何防止PCB板子過回焊爐發生板彎及板翹
如何防止PCB板子過回焊爐發生板彎及板翹?

防止PCB過回焊爐發生板彎及板翹的6個放置方法
為什么PCB說彎就彎了?該怎么避免呢?





 工商網監
工商網監
評論