") 討論無銷釘層壓疊層的光學對準
討論無銷釘層壓疊層的光學對準

圖1:可提供多層疊層對準和疊層感應粘合的3家供應商:a)DIS Technologies;b)Indu-Bond;c)CEDAL(來源 :產(chǎn)品手冊)
銷釘治具板自20世紀60年代問世以來一直用于層壓。1972年,為了適應計算機業(yè)務的增長,我被分配負責提升多層輸出產(chǎn)能,那是我第一次接觸多層疊層技術。1973年HP-35計算器訂單爆炸性增長,要求我們尋找能夠生產(chǎn)6層邏輯板的制造商。
1974年惠普公司從在銷釘層壓中使用4個小孔演變?yōu)槭褂梦g刻后沖孔的4槽中心線銷釘。在我撰寫的《工程師25項必備技能》第3章DOE中,重點介紹了這一轉(zhuǎn)變的對準實驗。
銷釘層壓
盡管有許多方案可供使用,但最流行的是4槽中心線銷釘。此處使用帶有機械銷釘?shù)母呔芏榷ㄎ荒0暹M行疊層和對準。內(nèi)層必須首先準備好相應的對準孔,通常在蝕刻后鉆或沖壓這些孔。半固化片也必須有用于銷釘?shù)目住_@些孔不必精密,孔徑比內(nèi)層孔大1~ 2mm。在疊層組(book)之間使用不銹鋼墊板。對于傳統(tǒng)的真空加熱液壓多層壓合設備,各種公差會導致許多內(nèi)層錯位。圖2展示了Anthony Faraci發(fā)表的優(yōu)秀論文中所記錄的6個公差。
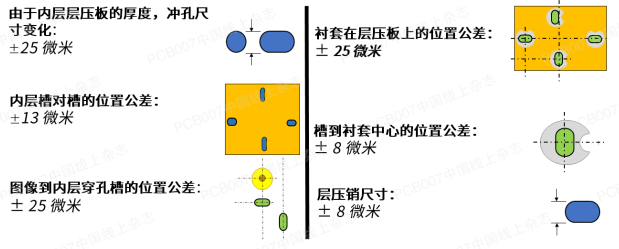
圖2:與銷釘定位系統(tǒng)相關的公差
無銷釘堆疊
大約在1999年,F(xiàn)araci開始研究光學對準,那時他在多層PCB定位研究領域近15年了。他需要一種多層固定的方法,因此研究了鉚眼(鉚釘)、熱頭、超聲波和感應。經(jīng)過數(shù)月的開發(fā),他決定采用感應技術,并提出了將內(nèi)層“焊接”而不是使用普通鉚釘或銷釘?shù)姆桨浮T撗芯恳呀?jīng)發(fā)展到可以將焊接點定位到I/L芯上的內(nèi)部點上,可用于內(nèi)層焊接的無銷釘系統(tǒng)也可應用于傳統(tǒng)銷釘疊層。
操作流程
使用光學對準的過程類似于手動疊層,只是更準確、更快,必須通過檢查確保材料順序和朝向。流程如下:
1.將下層壓鋼板放置在疊層臺上,并像通常一樣開始疊層,直到放置第一塊分隔板。
2.將第一塊分隔板放置到位后,放置未定位的銅箔(該箔將在n層外)。
3.接下來放置未定位的半固化片(為n-2層和n-1層之間的所有半固化片)。
4.沿兩條垂直激光疊層線放置半固化片(圖3)。
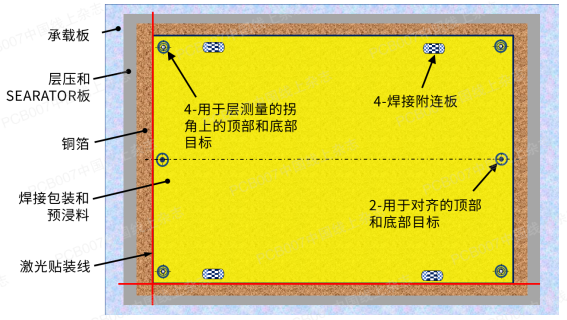
圖3:通過焊接面板、箔和激光線為導向的疊層板
5.將材料放置到第1層(芯)和第2層,然后啟動焊接頭。
6.將焊接好的疊層沿兩條垂直的激光線放置。焊接好的疊層由第 2 層到第n-1層組成,所有相關的半固化片都焊接定位于所有層之間。
7.放置未定位的半固化片(為第1層和第2層之間的所有半固化片)。
8.放置未定位的銅箔(此箔為第1層)。
9.放置下一個分隔板,對整個疊層重復該過程。
內(nèi)層必須首先在頂部和底部準備相應的基準目標,以進行光學對準(圖3)。半固化片不需要任何孔、沖孔。內(nèi)層必須在頂部和底部兩側(cè)的保留區(qū)域有蝕刻的焊接附連片(圖3),可以放置在層壓板邊緣或圖像區(qū)域內(nèi)的任何位置。使用蝕刻在層中的基準目標通過CCD攝像機的圖像處理進行對準是關鍵的對準步驟。由于在層壓工藝中消除了銷釘、襯套和定位分隔板,因此該工藝降低了制造和維護成本。
目前,銷釘層壓技術可保證約75 μm的層間對準,而光學對準測量每一層以獲得前后圖像對準以及每個芯材的幾何形狀,并可以將內(nèi)層對準的公差控制在±15μm(使用直接數(shù)字成像)。這是可能的,因為可以單獨檢測每個芯材,如超出公差規(guī)范,可因質(zhì)量控制拒收。這種新一代感應粘合設備能夠在多層疊層任一位置放置多個粘合點,以實現(xiàn)最佳對準。
這些粘合點如PCB周圍的多個定位銷釘,類似虛擬銷釘以幫助約束比例。在CAD設計中,粘合點可以放置于任何位置,機器能夠讀取和解碼CAD文件,并自動確定面板每個粘合位置的坐標。
4個粘合頭在X軸和Y軸上獨立移動,允許每個粘合頭移動到任何位置,可快速處理需要多個粘合位置以實現(xiàn)最佳對準和多層處理的復雜面板。由于銅芯材薄至25~50μm,分層壓很常見,焊接工藝可以適應這些變化。可以在卸載工作臺自動卸載對準和粘合的多層板,此功能為可選項,此外還可以在每個面板之間自動插入塑料保護板。焊接附連板粘合工藝如圖4所示。
焊接后的疊層可以承受熱壓合周期的膨脹和收縮,在多層疊層中提供所有層的最佳線性運動,減少導致翹曲和變形的內(nèi)部應力。
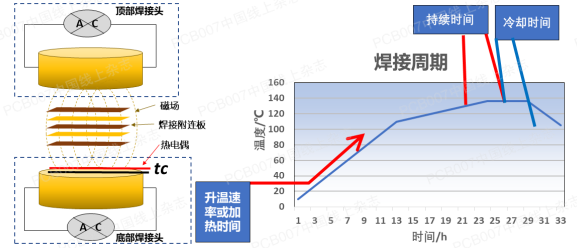
圖4:感應焊接工藝(耦合感應焊接頭)和焊接附連片的溫度曲線(來源 :DIS Technologies)
可以對焊接的疊層進行X射線檢查,以在層壓前后進行補償調(diào)整。
技術要求
這一富有想象力工藝的關鍵構(gòu)成是感應焊接頭。圖5顯示了此類感應加熱系統(tǒng)的3種不同設計。隨著材料和結(jié)構(gòu)的變化,改變附連板上的能量和壓力的能力很重要。隨著剛性、撓性和剛撓結(jié)合多層變得更加復雜,這些焊接頭也可能會發(fā)生變化。
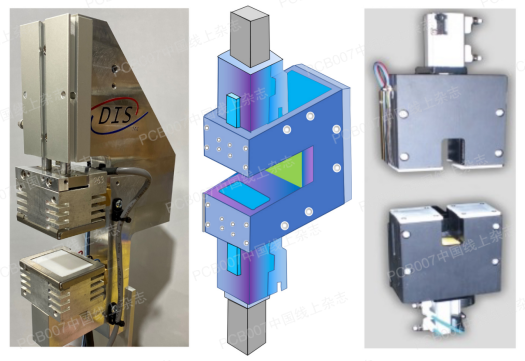
圖5:各種感應焊接頭(來源:DIS、InduBond和CEDAL產(chǎn)品手冊)
焊接附連片
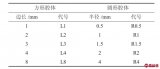
內(nèi)層芯材周圍的焊接附連片取代了舊的沖孔或鉆孔。附連片有多種,但通常為寬度6~10 mm、長度15~40 mm的銅和建議的銅間隙。如圖6所示,所有附連片都有實心銅壓花。
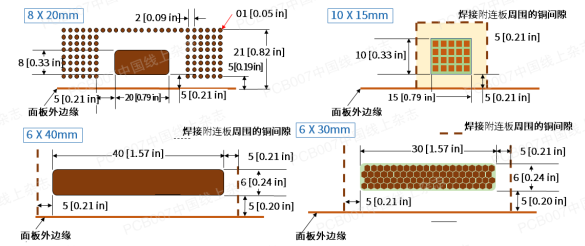
圖6:各種焊接附連片(來源:DIS、InduBond和CEDAL產(chǎn)品手冊)
每家設備供應商都有多年來積累的更具體的供應系統(tǒng)詳細信息。
結(jié)論
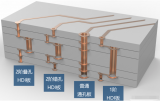
復雜的32層板(見圖7),可將所有芯材焊接在一起的光學對準工藝,改善了多層層壓的對準。再加之疊層和清理銷釘板周圍環(huán)氧樹脂節(jié)省的時間,無銷釘層壓可以極大地提高產(chǎn)量和提升質(zhì)量。自2000年以來已售出250多套系統(tǒng)足以證明這一點。光學和銷釘對準系統(tǒng)及其感應芯材焊接已應用于撓性和剛撓結(jié)合疊層。無銷釘系統(tǒng)具有以下優(yōu)點:
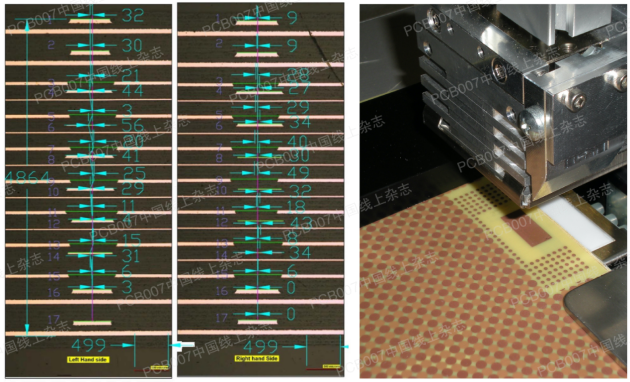
圖7:左圖:具有不同銅重、芯材厚度和分層壓的復雜32層多層PCB剖面;右圖:粘合頭和內(nèi)層芯焊附連片特寫。
· 提高層與層對準精度
·提高工藝的可預測性和對準數(shù)據(jù)
·可表征層壓壓合工藝的能力
·能夠精確、一致地對準薄芯材
·可靈活利用層壓鋼板
·鋼板不需要定位孔;同一鋼板可用于多種面板尺寸,因此只需要更少的層壓鋼板
·分隔板也不需要定位孔;同一分隔板能夠用于多種面板尺寸,因此需要更少的分隔板
·沒有樹脂填充定位孔,更容易清潔鋼板
·銅箔與定位銷釘之間避免沖孔,防止銷釘上放置疊層時損壞銅箔
·半固化片與定位銷釘之間避免沖孔,可最大限度地減少半固化片的粉塵污染
·不受銷釘限制,面板尺寸可更加靈活
·無需使用層壓銷釘和襯套,從而消除了消耗品
·不需要拆除銷釘
審核編輯:劉清
-
CCD
+關注
關注
32文章
879瀏覽量
142144 -
pcb
+關注
關注
4317文章
23010瀏覽量
396353 -
超聲波
+關注
關注
63文章
2990瀏覽量
138239 -
DOE
+關注
關注
0文章
38瀏覽量
12963
原文標題:疊層的光學對準及附連片焊接
文章出處:【微信號:actSMTC,微信公眾號:actSMTC】歡迎添加關注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關推薦
如何根據(jù)貼片疊層電感參數(shù)進行選型
谷景揭秘貼片疊層電感精度是不是越高越好
太陽誘電疊層壓電震動片介紹
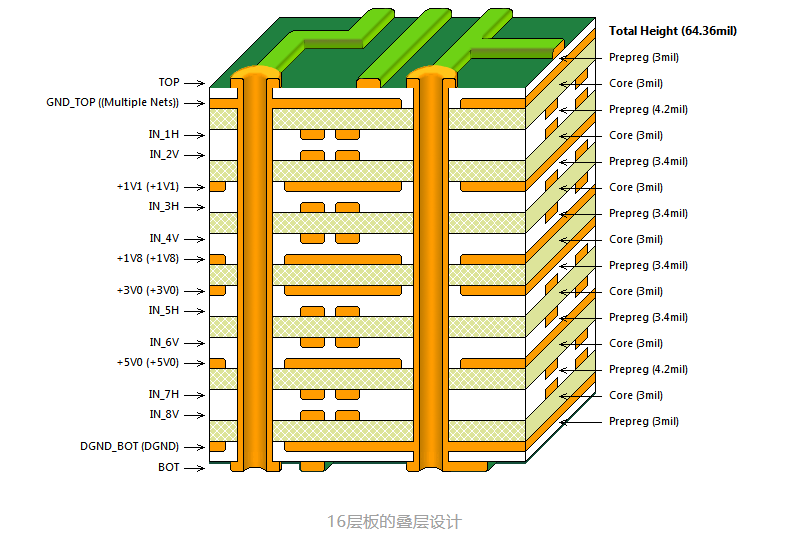
什么是PCB疊層?PCB疊層設計原則
鈣鈦礦疊層電池:Topcon與HJT底電池性能對比研究

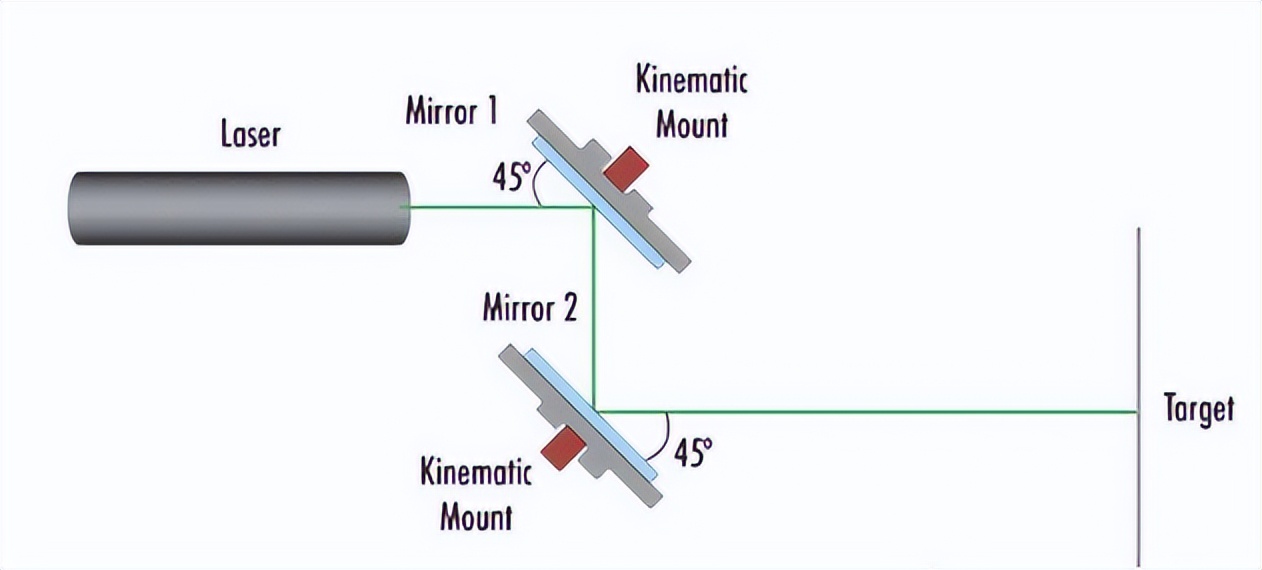
激光對準技巧的介紹
PCB疊層設計優(yōu)化ESD性能設計

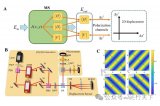
利用超表面實現(xiàn)平面內(nèi)納米位移的光學感測
PCB疊層設計示例詳解
各種疊層結(jié)構(gòu)的PCB圖內(nèi)部架構(gòu)設計
DDR電路的疊層與阻抗設計!
DDR電路的疊層與阻抗設計
LTCC生瓷層壓中腔體的形變評價及控制方法
一種基于疊層成像和波前分離的新型無透鏡成像方法

鈣鈦礦疊層電池知識整理匯總





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論