 激光熔覆技術工藝及應用分析
激光熔覆技術工藝及應用分析
激光熔覆技術作為激光表面改性最重要的應用技術之一,利用高能激光束改變工件表面的性能,可以大大提高材料或零件的性能和壽命。
激光熔覆的主要過程
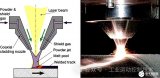
(1)預置粉法:預置粉末法主要是通過粘結或噴涂的方式將包覆粉末均勻地置于基材表面。激光熔覆時,熔覆粉末和基體材料在激光能量的作用下同時熔化,熔化的涂層在基體材料吸熱下迅速冷卻,形成冶金結合。
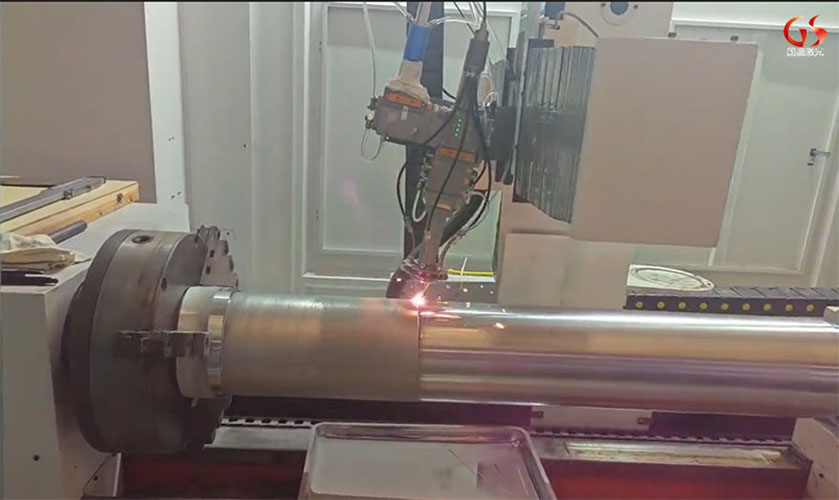
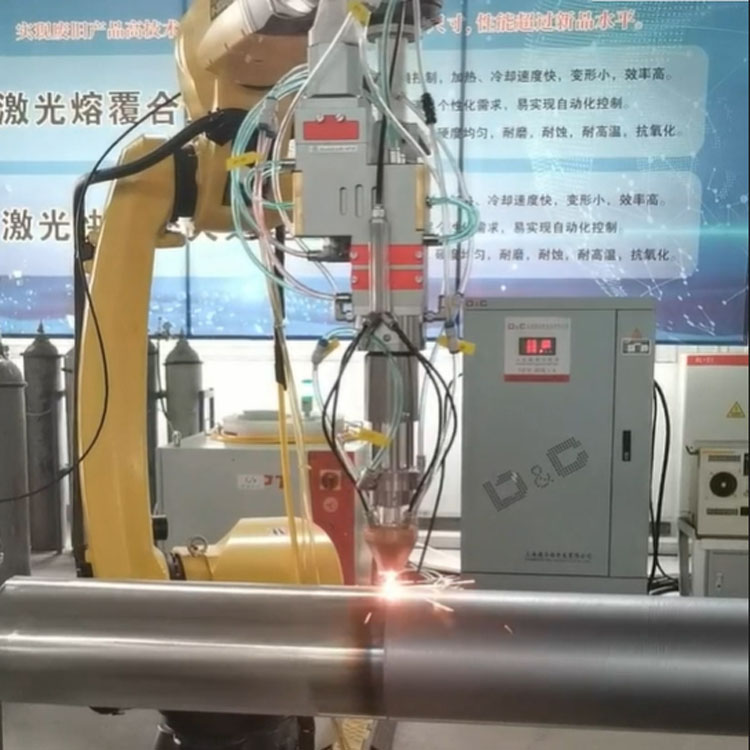
(2)同步送粉法:同步送粉是指通過自動送粉設備進行激光熔覆,將熔覆粉末送入熔池,完成同步送粉。這種送粉方法熔覆層均勻,工作效率高,便于實現自動控制。
新零件修改
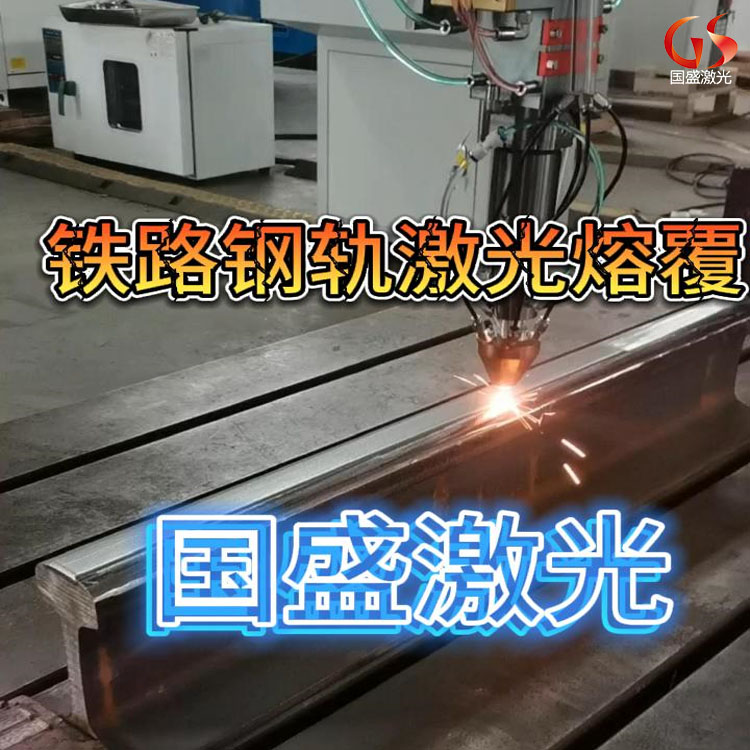
通過激光熔覆技術,在工件表面指定區域熔覆一層特殊性能涂層,可以改善工件的表面性能,使重要零件具有超耐磨、耐腐蝕的特性,大大延長零件的使用壽命。
化工行業球閥生產后,對熔覆層表面進行改性,要求熔覆層厚度為1.2mm,無氣孔、裂紋等缺陷,并具有較高的耐腐蝕性,熔覆層硬度在55HRC以上。
舊零件的修復
在石油化工行業中,設備長期處于惡劣的工作環境中,容易導致零件腐蝕嚴重、磨損嚴重,甚至導致大型昂貴零件的徹底報廢。激光熔覆技術使修復一些昂貴的零件和不方便更換的零件成為可能。修復后的零件強度將是原廠零件的兩倍,為企業節省了新購零件的成本。

化工設備中經常出現問題的部件有閥門、泵、葉輪、軸頸、輪盤、軸套、大型轉子的軸瓦等。化工行業球閥、軸類零件失效后,要求熔覆層厚度為1mm,不允許有氣孔、裂紋等缺陷,并具有一定的耐腐蝕性。熔覆層的硬度在50HRC以上。
應用困難
1.熔覆過程的工藝參數是不可控因素
激光熔覆技術的工藝參數對熔覆層的力學性能和顯微組織起著決定性的作用。熔覆過程中的主要技術參數包括激光能量、光斑尺寸、熔覆速度、預熱溫度、搭接尺寸、送粉方式和送粉速度等。,而且很多技術參數是相互影響和制約的。目前各科研生產機構使用的參數主要基于經驗數據,缺乏理論依據。
2.熔覆層中的裂紋缺陷
在激光熔覆過程中,熔覆區在激光的作用下迅速熔化,然后迅速凝固。由于熔覆粉末與基體材料的物理收縮性能略有不同,當熔覆區域快速冷卻時,熔覆層受到冷基體固有元素的限制,產生內生拉應力。當內生拉應力超過熔覆層所能承受的極限時,熔覆表面就會產生裂紋,這是影響熔覆質量的一個重要指標。
審核編輯 黃昊宇
-
激光熔覆
+關注
關注
0文章
131瀏覽量
7071
發布評論請先 登錄
相關推薦

激光熔覆軸送絲修復技術優勢及未來發展趨勢













 工商網監
工商網監
評論