") 伺服沖壓自動(dòng)化生產(chǎn)線技術(shù)及優(yōu)勢(shì)
伺服沖壓自動(dòng)化生產(chǎn)線技術(shù)及優(yōu)勢(shì)
當(dāng)前一些國(guó)內(nèi)企業(yè)生產(chǎn)效率和經(jīng)濟(jì)效益低下,與一些發(fā)達(dá)國(guó)家相比,普遍存在著消耗大、成本高、效率低等問(wèn)題。通過(guò)分析伺服沖壓自動(dòng)化線的生產(chǎn)工藝及裝置,與傳統(tǒng)手工沖壓線進(jìn)行比較,在產(chǎn)品質(zhì)量、生產(chǎn)節(jié)拍、節(jié)能等方面體現(xiàn)出明顯優(yōu)勢(shì)。該沖壓方式亦為未來(lái)沖壓自動(dòng)化線發(fā)展的方向。
隨著汽車工業(yè)的發(fā)展和進(jìn)步,各汽車廠家對(duì)提高生產(chǎn)效率、材料利用率和產(chǎn)品質(zhì)量等方面的需求越來(lái)越迫切,沖壓自動(dòng)化線在汽車行業(yè)中的應(yīng)用快速提高,為提高生產(chǎn)效率、降低成本和質(zhì)量提升帶來(lái)直接的經(jīng)濟(jì)效益。
目前沖壓車間多為手工生產(chǎn)線,生產(chǎn)效率低,工人勞動(dòng)強(qiáng)度高,沖壓件表面質(zhì)量低,已經(jīng)不能滿足生產(chǎn)需求。
伺服沖壓自動(dòng)化生產(chǎn)線是由伺服壓力機(jī)和自動(dòng)化輸送系統(tǒng)組成。
現(xiàn)有的沖壓生產(chǎn)線,匹配的壓力機(jī)主要是多連桿機(jī)械壓力機(jī),雖然實(shí)現(xiàn)了沖壓自動(dòng)化生產(chǎn),但是還沒(méi)有解決對(duì)高品質(zhì)、高節(jié)拍、低成本生產(chǎn)的需求,而伺服沖壓自動(dòng)化生產(chǎn)線的誕生即可解決上述難題,為未來(lái)汽車廠規(guī)劃沖壓線的主流方向。
生產(chǎn)工藝及裝置
拆垛
為沖壓自動(dòng)化生產(chǎn)線首道工序,由拆垛小車和拆垛機(jī)器人組成,采用行車或叉車將需要生產(chǎn)的板料轉(zhuǎn)運(yùn)至拆垛小車上,進(jìn)行定位,由拆垛小車上的磁力分張器將板料分開,然后再通過(guò)拆垛機(jī)器人將板料放到上料皮帶機(jī)上,實(shí)現(xiàn)板料拆垛工序。
清洗
輸送設(shè)備皮帶機(jī)將拆垛機(jī)器人抓來(lái)的板料輸送到清洗涂油設(shè)備處,經(jīng)過(guò)清洗機(jī)除去板料表面的灰塵油污,達(dá)到生產(chǎn)所需清潔度要求,目前主機(jī)廠主流清洗機(jī)為德國(guó) SMT 清洗機(jī)。
涂油
經(jīng)過(guò)清洗后的板料由涂油設(shè)備噴涂一層薄的油膜,可選擇單面、雙面或不噴等方式,噴涂油膜面積可調(diào),板料表面附著油膜有利于沖壓件成型,防止拉裂,提高產(chǎn)品質(zhì)量,目前主機(jī)廠主流清洗機(jī)為德國(guó)SMT 涂油機(jī)。
對(duì)中
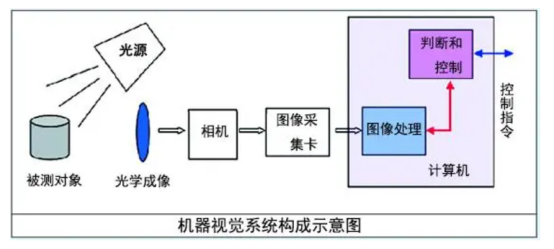
對(duì)中系統(tǒng)一般分為機(jī)械對(duì)中和視覺對(duì)中兩大類,目前大部分主機(jī)廠采用視覺對(duì)中較多,此處特指視覺對(duì)中系統(tǒng)。通過(guò)清洗涂油后的板料,被輸送至對(duì) 中系統(tǒng)正下方的過(guò)渡皮帶機(jī)上,通過(guò)拍照將板料的位置信息傳輸給上料機(jī)器人,機(jī)器人通過(guò)調(diào)整抓取位置,順利抓取板料,從而實(shí)現(xiàn)板料對(duì)中。
對(duì)中系統(tǒng)
成形
上料機(jī)器人抓取板料放置在首臺(tái)伺服壓力機(jī)上進(jìn)行拉延,并通過(guò)調(diào)整伺服控制系統(tǒng)使伺服壓力機(jī)在任意位置停止,增加保壓時(shí)間,得到所需形狀的首序成形件,然后通過(guò)傳輸機(jī)器人抓取板料進(jìn)行壓力機(jī)間的板料輸送;經(jīng)過(guò)后序伺服壓力機(jī)完成拉延、切邊、沖孔、翻邊整形等工序后得到所需要的沖壓件。
伺服壓力機(jī)數(shù)量根據(jù)生產(chǎn)模具工序數(shù)設(shè)定,一般按照 4 臺(tái)或 5 臺(tái)考慮,首臺(tái)伺服壓力機(jī)噸位可選為 2500t,完成拉延工序, 后序壓機(jī)噸位一般為1000t,完成切邊、沖孔、翻邊整形等工序。伺服壓力機(jī)采用伺服電機(jī)控制,直接驅(qū)動(dòng)連桿機(jī)構(gòu),帶動(dòng)滑塊上下往復(fù)直線運(yùn)動(dòng),由于伺服電機(jī)的特點(diǎn),滑塊可以在任意位置停止,工件成形保壓時(shí)間可控,同時(shí)匹配數(shù)控拉伸墊,壓邊力可調(diào),能生產(chǎn)高品質(zhì)沖壓件。
上下料及傳輸
與傳統(tǒng)機(jī)械壓力機(jī)自動(dòng)化輸送線相比較,自動(dòng)化部分基本類似,上下料機(jī)構(gòu)基本上都采用六軸機(jī)器人較多,滿足設(shè)定的最大生產(chǎn)節(jié)拍上下料需求即可。壓力機(jī)間的板料傳輸,涉及到取件角度、壓力機(jī)行程以及壓力機(jī)自動(dòng)化匹配信息等諸多因素,通常采用機(jī)械手或直線七軸[3]機(jī)器人設(shè)備,本文涉及內(nèi)容主要是指七軸機(jī)器人,基本上可以滿足絕大多數(shù)國(guó)內(nèi)主機(jī)廠生產(chǎn)及后期節(jié)拍提升需求;對(duì)于高速?zèng)_壓線需要采用單臂或者雙臂機(jī)械手才能實(shí)現(xiàn)其所需生產(chǎn)節(jié)拍。
下料輸送、檢驗(yàn)
下料輸送一般采用兩條并行的皮帶機(jī)進(jìn)行,下料機(jī)器人將成品件抓取放置在皮帶機(jī)上,皮帶機(jī)輸送至人工裝箱處,輸送過(guò)程中及裝箱前對(duì)成品件進(jìn)行人工檢驗(yàn),合格品直接裝入工位器具,不合格品轉(zhuǎn)入返修區(qū)進(jìn)行修理。
小結(jié)
由叉車或行車將板料運(yùn)送到上料小車上,上料小車啟動(dòng)運(yùn)送到指定位置,拆垛機(jī)器人開始工作,將板料放到輸送設(shè)備上,經(jīng)過(guò)清洗機(jī)除去板料表面的灰塵油污,然后使用涂油設(shè)備噴涂上一層很薄的油膜,板料經(jīng)過(guò)視覺對(duì)中設(shè)備,拍照將板料位置尺寸信息輸送給上料機(jī)器人,通過(guò)整線控制系統(tǒng)調(diào)整上料機(jī)器人抓件角度抓取板料。上料機(jī)器人抓取板料放置在首臺(tái) 2500t 伺服壓力機(jī)上進(jìn)行拉延工序,可以通過(guò)調(diào)整伺服控制系統(tǒng)使伺服壓力機(jī)在任意位置停止,增加保壓時(shí)間,得到所需形狀的首序成形件,然后再通過(guò)傳輸機(jī)器人抓取板料進(jìn)行壓力機(jī)間的板料輸送,經(jīng)過(guò)后序 3 臺(tái)或 4 臺(tái) 1000t 壓力機(jī)完成拉延、切邊、沖孔、翻邊整形等工序后得到所需要的沖壓件,最后通過(guò)下料機(jī)器人將成品沖壓件放置到光檢帶上,由工人檢驗(yàn),合格產(chǎn)品放置到工位器具上,由叉車轉(zhuǎn)運(yùn)到?jīng)_壓件庫(kù)存儲(chǔ),不合格產(chǎn)品進(jìn)入返修區(qū), 維修合格后再入庫(kù)。
伺服壓力機(jī)特點(diǎn)
數(shù)字伺服系統(tǒng)因其響應(yīng)速度極快、精度極高且控制靈活方便而得到廣泛關(guān)注。生產(chǎn)中只要通過(guò)PLC 修改伺服控制系統(tǒng)中伺服驅(qū)動(dòng)器的位置和速度命令值就可方便地調(diào)整伺服壓力機(jī)的運(yùn)動(dòng)曲線軌跡。
與機(jī)械壓力機(jī)相比主要特點(diǎn)如下:
①無(wú)需離合器 / 制動(dòng)器;
②無(wú)需飛輪、無(wú)需飛輪制動(dòng)器;
③無(wú)需驅(qū)動(dòng)皮帶;
④無(wú)需滑塊平衡器;
⑤結(jié)構(gòu)簡(jiǎn)單,維護(hù)便利;
⑥運(yùn)動(dòng)曲線軌跡可調(diào),生產(chǎn)效率高;
⑦能耗低;
⑧沖壓件表面質(zhì)量高。
伺服沖壓線優(yōu)勢(shì)
伺服沖壓自動(dòng)化線相比傳統(tǒng)手工機(jī)械線有巨大優(yōu)勢(shì),主要體現(xiàn)在以下幾方面:
①伺服壓力機(jī)可在任意位置停止,保壓時(shí)間長(zhǎng),沖壓件成形性好,產(chǎn)品品質(zhì)好;
②伺服壓力機(jī)具備能量回收功能,沖壓線能耗低;
③線首無(wú)人工涂油、手工上料等工序;
④板料傳輸無(wú)需通過(guò)皮帶機(jī)輸送,通過(guò)倒掛機(jī)器人實(shí)現(xiàn)線性傳輸;
⑤板料傳輸過(guò)程中相互間不會(huì)接觸, 避免板料表面磕碰的發(fā)生;
⑥大大減輕勞動(dòng)強(qiáng)度, 上下料不用人工搬運(yùn);
⑦伺服沖壓線人員投入少, 人工成本低。
結(jié)語(yǔ)
結(jié)合目前汽車行業(yè)發(fā)展趨勢(shì),新材料、高強(qiáng)鋼、新工藝不斷得到應(yīng)用,這就要求沖壓線設(shè)備不斷改進(jìn)發(fā)展,以適應(yīng)汽車行業(yè)發(fā)展的新的需求。而伺服沖壓線的運(yùn)用就可解決上述新產(chǎn)品成形需求,滿足對(duì)產(chǎn)品質(zhì)量及產(chǎn)能、安全環(huán)保等的要求。
審核編輯:郭婷:jbhnehs
-
機(jī)器人
+關(guān)注
關(guān)注
210文章
28205瀏覽量
206534 -
smt
+關(guān)注
關(guān)注
40文章
2883瀏覽量
69060
原文標(biāo)題:伺服沖壓自動(dòng)化生產(chǎn)線技術(shù)及優(yōu)勢(shì)
文章出處:【微信號(hào):旺材伺服與運(yùn)動(dòng)控制,微信公眾號(hào):旺材伺服與運(yùn)動(dòng)控制】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
微型導(dǎo)軌在自動(dòng)化生產(chǎn)線中起什么作用?
電池組PACK自動(dòng)化生產(chǎn)線:驅(qū)動(dòng)新能源產(chǎn)業(yè)的高效引擎
高效雙料檢測(cè)系統(tǒng)丨汽車沖壓生產(chǎn)線疊料監(jiān)測(cè)解決方案

生產(chǎn)線自動(dòng)化革新:視覺上下料技術(shù)的精準(zhǔn)應(yīng)用與效率飛躍
21700電芯自動(dòng)裝盒自動(dòng)化生產(chǎn)線:引領(lǐng)電池生產(chǎn)新潮流
幾種不同類型的機(jī)加工自動(dòng)化生產(chǎn)線

比斯特自動(dòng)化:引領(lǐng)電池組PACK自動(dòng)化生產(chǎn)線的創(chuàng)新與發(fā)展
深圳鋰電池Pack自動(dòng)化生產(chǎn)線:高效、智能的制造新篇章

柔性自動(dòng)化生產(chǎn)技術(shù)有哪些_柔性自動(dòng)化生產(chǎn)線的工作原理
比斯特自動(dòng)化|電池組PACK自動(dòng)化生產(chǎn)線:引領(lǐng)能源存儲(chǔ)行業(yè)的新篇章

工控機(jī)在智能化生產(chǎn)線控制方面有哪些具體應(yīng)用?

【200個(gè)電機(jī)驅(qū)動(dòng)】如何快速搭建柔性自動(dòng)生產(chǎn)線?

【選型指南】各大行業(yè)自動(dòng)化生產(chǎn)線沖壓疊料檢測(cè)傳感器

分析伺服沖壓自動(dòng)化線的生產(chǎn)工藝及裝置
自動(dòng)化生產(chǎn)線,工業(yè)機(jī)器人發(fā)揮重要的價(jià)值作用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論