 變頻器在偉創旋切機控制系統的應用
變頻器在偉創旋切機控制系統的應用
一、概述
森林資源的日益匾乏, 對木材資源的綜合利用已成為擺在木工設備制造業和木材加工業面前的重要課題。目前多層板生產廠家在單板生產過程中, 采用傳統的有卡定心圓木旋切機進行加工,這種加工方法精度高,質量好。但是, 由于卡心的存在, 旋切圓木直徑在200 mm 左右時,就無法在有卡旋切機上加工;而且圓木直徑較小時, 圓木剛度降低, 旋切單板質量較差, 這時如果將剩余的木芯拋棄或加工成木工芯板,均會造成原材料的極大浪費,從而增加單板的生產成本。于是廠家普遍采用無卡圓木旋切機對剩余木芯進行再次旋切, 使原材料得到了充分利用。
二、圓木無卡旋切機的工作原理
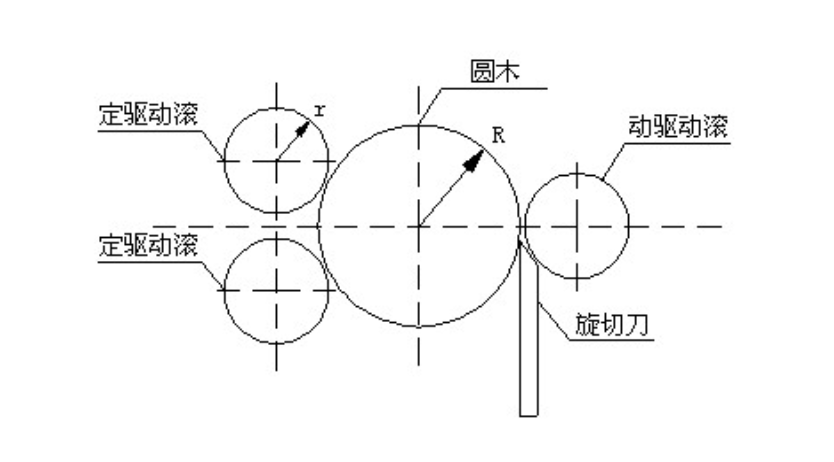
無卡旋切機的工作原理示意圖如下圖所示。圓木在2 個旋轉中心固定滾和1 個旋轉中心移動滾的共同驅動下作旋轉運動, 并由此產生旋切動力。動驅動滾中心支承和旋切刀相對固定, 并一起移動,這樣旋切刀就把薄板從圓木上刨出來, 而單板厚度則由動滾與旋切刀口間隙以及旋切刀的移動速度控制。
動滾與旋切刀口的間隙是相對固定的, 由機床刀口間隙調整裝置調整, 取決于所旋切板材的厚度,而旋切刀的移動速度通過控制系統控制驅動電機的轉速。因此旋切刀的移動速度也就間接決定了單板的厚度。
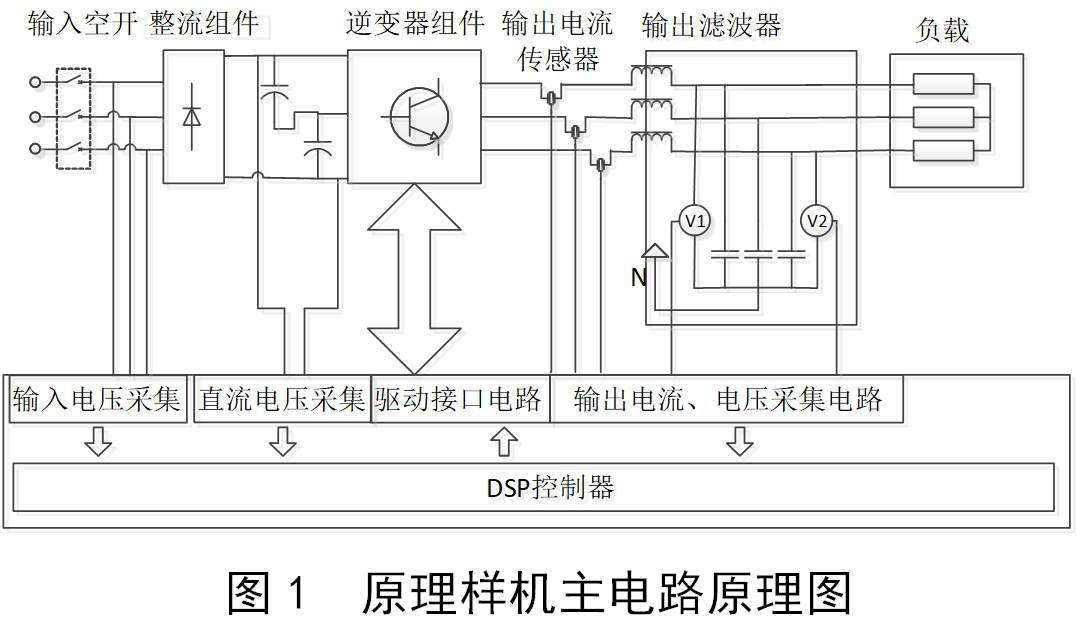
從圖1可以看出,由于驅動滾的旋轉速度是恒定的,即圓木的旋轉線速度恒定, 隨著圓木直徑的變化, 圓木的角速度是變化的, 即圓木旋轉一圈所需的時間也跟著變化, 因此旋切刀的移動速度是一個變值,是一種非線性關系。傳統圓木無心旋切機的控制主要是采用2T 系列電磁調速器變頻調速的方法,通過采用手動調節旋扭或用凸輪曲線調節的方式改變控制器的輸入電壓來改變電機的速度。這種旋切控制方法產生的板厚誤差達1 mm 之多。因此設計一套能夠準確控制旋切刀移動速度達到控制旋切板材厚度的系統就顯得尤為重要。
系統設計的基本思路是:
(1) 建立準確的數學模型;
(2) 接管原有的速度控制系統, 達到較為準確的速度控制。
無卡旋切機工作原理圖
三、偉創旋切機控制系統
基于旋切機工作原理,偉創自主研發出一套適用于目前市場上各種類型旋切機的系統,經過在山東,河北,廣西,江西等地的實際運用,解決了很多機械廠家對于旋切設備數控化、自動化的要求。普遍反映良好。
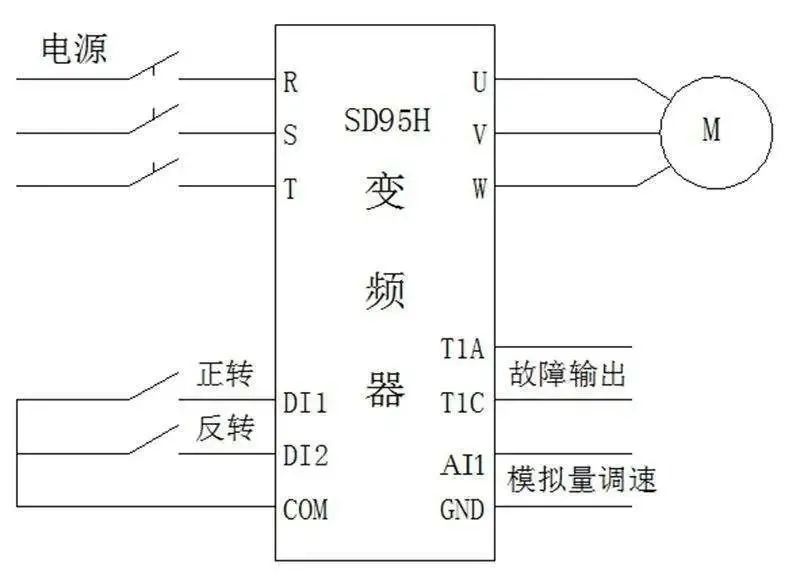
(一)偉創旋切機控制系統采用AC80高性能矢量型變頻器加旋切機專用控制器。AC80高性能矢量變頻器采用TI新一代DSP芯片,創新使用三核設計,超高速運算確保復雜的矢量計算得以完全實現,轉矩響應20ms,穩態精度≤3%。調速比可達1:200,穩態轉速精度±0.2℅,0.5HZ可輸出180℅的額定轉矩。矢量變頻器應用在旋切機上具有以下幾大技術優勢:
1、 針對復雜的旋切的對象,啟動轉矩大,確保電機在低速重切削時有強勁切削力并且出力均勻。保證旋切的平穩及高速停刀再啟動工作。
2、 實時的動態高速運算,保證旋切厚度始終保持在設定值,使木皮在正常旋切情況下均勻度誤差在±0.1mm以內。在一些機械設備潤滑性好,連接工藝精準,可以達到誤差±0.05mm以內。
3、 較強的減速剎車能力,確保刀臺瞬間停車要求。
4、 適應能力強。針對旋切機使用現場特點,工作電壓寬范圍設計。在電壓波動的情況下保持輸出力矩恒定,在額定電壓的60℅以上都可以滿足旋切的正常運轉。針對很多農村電網環境差的場合此項技術尤其有效。
5、 寬速度范圍可調,旋切速度快,效率高,能夠滿足要求出板線速度高的場合。
(二)偉創旋切機控制器的產品特點產品特點
1、使用旋轉編碼器作為測距傳感器,可將測量精度提高到0.01mm;
2、使用旋轉編碼器測量輥子實際轉速,可避免由于電網電壓不穩對旋切厚度造成的誤差;
3、多種傳感器組合方式可供選擇,不論是單編碼器還是雙編碼器及有些地區的電子尺都能穩定運行;較大程度滿足新老客戶使用要求;
4、使用高檔液晶顯示屏,全中文顯示,帶來豐富的人機界面,實時顯示工作狀態;
5、多種工作模式,實現旋切過程完全自動化并有效保證操作者人身安全;
6、內置開關電源使系統工作更穩定,抗干擾能力更強。
四、結束語
偉創旋切機控制系統簡化了傳統旋切機選切機械結構,消除了傳統機械設備因磨損造成的誤差,提高了旋切精度。提高了機械設備的效率和木材的利用率。經過在各地的廣泛應用,客戶普遍反映良好,特別是一些旋切機設備比較集中的地區,已經形成了一定的知名度。由此說明偉創旋切機控制系統在旋切機設備上人性化的設計及良好的產品技術。
審核編輯:郭婷
-
控制系統
+關注
關注
41文章
6546瀏覽量
110485 -
變頻器
+關注
關注
251文章
6504瀏覽量
144258
原文標題:應用案例 | 變頻器在旋切機中的應用
文章出處:【微信號:變頻器世界,微信公眾號:變頻器世界】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
變頻器與伺服系統的應用
變頻器控制端子是怎樣接線的
基于多重化整流器的變頻器系統設計
什么是嵌入型變頻器?嵌入型變頻器有哪些優點?
變頻器在工業控制系統中的應用與選型指南
變頻器與電機之間如何連接
變頻器控制電機產生漏電的原因有哪些
用了變頻器就節能了嗎?變頻器節能終極優化策略

ABB變頻器的特點 | 如何調節ABB變頻器的頻率?

什么是變頻器中的制動?制動電阻在變頻器中有什么用?
變頻器是怎么控制電機的





 工商網監
工商網監
評論