 雙面FPC制造步驟有哪些 要經過哪些流程
雙面FPC制造步驟有哪些 要經過哪些流程
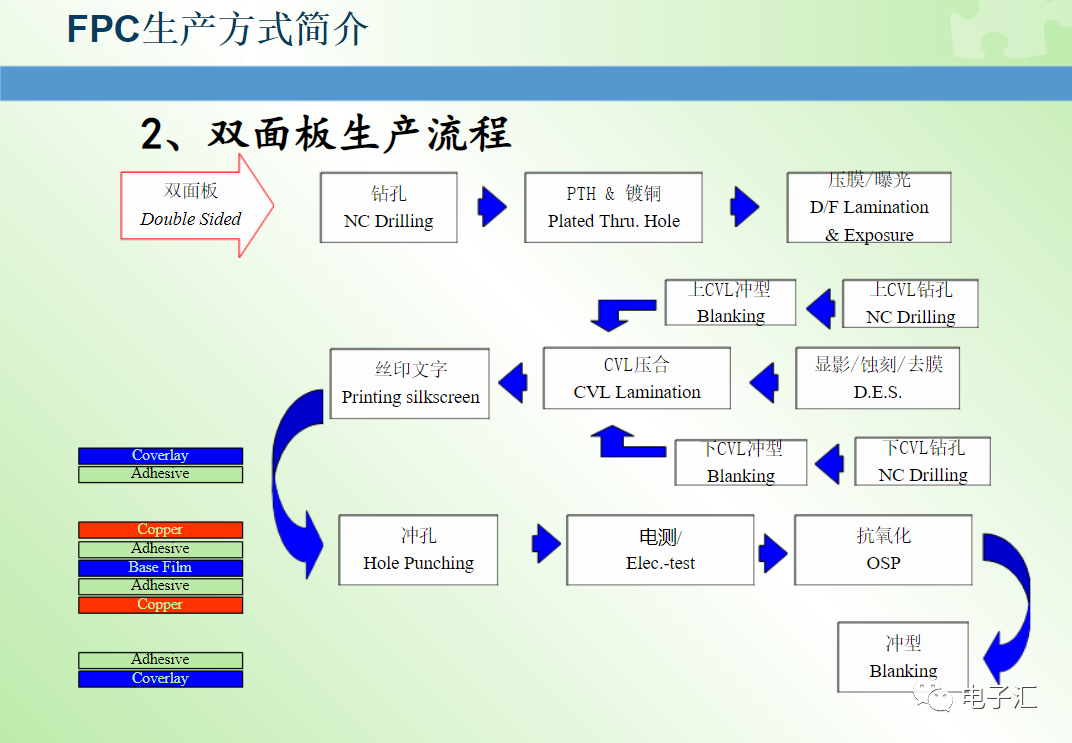
FPC越來越多的應用在電子產品中,本文重點介紹雙面FPC的流程。
一、FPC 開料
除部分材料以外,柔性印制板所用的材料基本都是卷狀的。由于并不是所有的工序都一定要用卷帶工藝進行加工,有些工序必須裁成片狀才能加工,如雙面柔性印制板的金屬化孔的鉆孔,目前只能以片狀形式進行鉆孔,所以雙面柔性印制板第一道工序就是開料。 柔性覆銅箔層壓板對外力的承受能力極差,很容易受傷。如果在開料時受到損傷將對以后各工序的合格率產生嚴重影響。因此,即使看上去是十分簡單的開料,為了保證材料的品質,也必須給予足夠重視。如果量比較少,可使用手工剪切機或滾刀切斷器,大批量,可用自動剪切機。 無論是單面、雙面銅箔層壓板還是覆蓋膜,開料尺寸的精度可達到±0.33。開料的可靠性高,開好的材料自動整齊疊放,在出口處不需要人員進行收料。能把對材料的損傷控制在最小限度內,利用送料輥尺寸的變化,材料幾乎沒有皺折、傷痕發生。而且最新的裝置也能對卷帶工藝蝕刻后的柔性印制板進行自動裁切,利用光學傳感器可以檢出腐蝕定位圖形,進行自動開料定位,開料精度達0.3mm,但不能把這種開料的邊框作為以后工序的定位。
二、FPC 鉆導通孔
柔性印制板的通孔與剛性印制板一樣也可以用數控鉆孔,但不適用于卷帶雙面金屬化孔電路的孔加工。隨著電路圖形的高密度化和金屬化孔的小孔徑化,加上數控鉆孔的孔徑有一定界限,現在許多新的鉆孔技術已付實際應用。這些新的鉆孔技術包括等離子體蝕孔、激光鉆孔、微小孔徑的沖孔、化學蝕孔等,這些鉆孔技術比數控鉆孔更容易滿足卷帶工藝的成孔要求。
柔性印制板的通孔與剛性印制板一樣也可以用數控鉆孔,但不適用于卷帶雙面金屬化孔電路的孔加工。隨著電路圖形的高密度化和金屬化孔的小孔徑化,加上數控鉆孔的孔徑有一定界限,現在許多新的鉆孔技術已付實際應用。這些新的鉆孔技術包括等離子體蝕孔、激光鉆孔、微小孔徑的沖孔、化學蝕孔等,這些鉆孔技術比數控鉆孔更容易滿足卷帶工藝的成孔要求。
01、數控鉆孔
雙面柔性印制板中的鉆孔現在大部分仍然是用數控鉆床鉆孔,數控鉆床與剛性印制板使用的數控鉆床基本上相同,但鉆孔的條件有所不同。由于柔性印制板很薄,能夠把多片重疊鉆孔,如果鉆孔條件良好的話可以把 10~15 片重疊在一起進行鉆孔。墊板和蓋板可以使用紙基酚醛層壓板或玻纖布環氧層壓板,也完全可以使用厚 0.2~0.4mm 的鋁板。柔性印制板所用鉆頭市場上有售,剛性印制板鉆孔用的鉆頭及銑外形用的銑刀也可以用于柔性印制板。
鉆孔、銑覆蓋膜和增強板的外形等的加工條件基本相同,但由于柔性印制板材料所使用的膠黏劑柔軟,所以十分容易附著在鉆頭上,需要頻繁地對鉆頭狀態進行檢驗,而且要適當提高鉆頭的轉速。對于多層柔性印制板或多層剛柔印制板的鉆孔要特別細心。
02、沖孔
沖微小孔徑不是新技術,作為大批量生產已有使用。由于卷帶工藝是連續生產,利用沖孔來加工卷帶的通孔也有不少實例。但是批量沖孔技術僅限于沖直徑 0.6~0.8mm 的孔,與數控鉆床鉆孔相比加工周期長且需要人工操作,由于最初工序加工的尺寸都很大,這樣沖孔的模具也相應要大,因而模具價格就很貴,雖然大批量生產對降低成本有利,但設備折舊負擔大,小批量生產及靈活性無法與數控鉆孔相競爭,所以至今仍無法普及。
但在最近數年里,沖孔技術的模具精密化和數控鉆孔兩方面都取得了很大的進步,沖孔在柔性印制板上的實際應用已十分可行。最新的模具制造技術可制造能夠沖切基材厚 25um 的無膠黏劑型覆銅箔層壓板的直徑 75um 的孔,沖孔的可靠性也相當高,如果沖切條件合適甚至還可以沖直徑50um 的孔。沖孔裝置也已數控化,模具也能小型化,所以能很好地應用于柔性印制板沖孔,數控鉆孔和沖孔都不能用于盲孔加工。
03、激光鉆孔
用激光可以鉆最微細的通孔,用于柔性印制板鉆通孔的激光鉆孔機有受激準分子激光鉆機、沖擊式二氧化碳激光鉆機、YAG(釔鋁石榴石)激光鉆機、氬氣激光鉆機等。
沖擊式二氧化碳激光鉆機僅能夠對基材的絕緣層進行鉆孔加工,而 YAG 激光鉆機可以對基材的絕緣層和銅箔進行鉆孔加工,鉆絕緣層的速度要明顯比鉆銅箔的速度快,僅用同一種激光鉆孔機進行所有的鉆孔加工生產效率不可能很高。一般是首先對銅箔進行蝕刻,先形成孔的圖形,然后去除絕緣層從而形成通孔,這樣激光就能鉆極其微小孔徑的孔。但此時由于上下孔的位置精度可能會制約鉆孔的孔徑。如果是鉆盲孔,只要把一面的銅箔蝕刻掉,不存在上下位置精度問題。該工藝與在下面所敘述的等離子體蝕孔和化學蝕孔雷同。
目前受激準分子激光加工的孔是最微細的。受激準分子激光是紫外線,直接破壞基底層樹脂的結構,使樹脂分子離散,產生的熱量極小,所以可以把熱對孔周圍的損傷程度限制在最小范圍內,孔壁光滑垂直。如果能把激光束進一步縮小的話就能夠加工直徑 10~20um 的孔。當然板厚孔徑比越大,濕式鍍銅也就越難。受激準分子激光技術鉆孔的問題是高分子的分解會產生炭黑附著于孔壁,所以必須采取某些手段在電鍍之前對表面進行清洗以除去炭黑。但是激光加工盲孔時,激光的均勻性也存在一定的問題,會產生竹子狀殘留物。
受激準分子激光最大的難點就是鉆孔速度慢,加工成本太高。所以只限于用在高精度、高可靠性微小孔的加工。
沖擊式二氧化碳激光一般是用二氧化碳氣體為激光源,輻射的是紅外線,與受激準分子激光因熱效應而燃燒分解樹脂分子不同,它屬于熱分解,加工的孔形狀要比受激準子激光差得多,可以加工的孔徑基本上是 70~100um,但加工速度明顯的比受激準分子激光速度快得多,鉆孔的成本也低得多。即使如此,仍比下面所敘述的等離子體蝕孔法和化學蝕孔法加工成本高得多,特別單位面積孔數多時更是如此。
沖擊式二氧化碳激光要注意的是加工盲孔時,激光只能發射至銅箔表面,對表面的有機物完全不必去除,為了穩定清洗銅表面,應以化學蝕刻或等離子體蝕刻作為后處理。從技術的可能性來考慮,激光鉆孔工藝用于卷帶工藝基本上沒有什么困難,但考慮到工序的平衡及設備的投資所占的比例,它就不占優勢,但帶式芯片自動化焊接工藝(TAB,Tape Automated Bonding)寬度狹小,采用卷帶工藝可以提高鉆孔速度,在這方面已經有了實際的例子。
三、孔金屬化
柔性印制板的孔金屬化與剛性印制板的孔金屬工藝基本相同。
近年來出現了取代化學鍍,采用形成碳導電層技術的直接電鍍工藝。柔性印制板的孔金屬化也引入了這一技術。
柔性印制板由于其柔軟,需要有特別的固定夾具,夾具不僅能把柔性印制板固定,而且在鍍液中還必須穩定,否則鍍銅厚度不均勻,這也是在蝕刻工序中引起斷線和橋接的重要原因。要想獲得均勻的鍍銅層,必須使柔性印制板在夾具內繃緊,而且還要在電極的位置和形狀上下功夫。
孔金屬化外包加工,要盡可能避免外包給無柔性印制板孔化經驗的工廠,如果沒有柔性印制板專用的電鍍線,孔化質量是無法保證的。
四、銅箔表面的清洗
為了提高抗蝕掩膜的附著力,涂布抗蝕掩膜之前要對銅箔表面進行清洗,即使這樣的簡單工序對于柔性印制板也需要特別注意。
一般清洗有化學清洗工藝和機械研磨工藝,對于制造精密圖形時,大多數場合是把兩種清流工藝結合起來進行表面處理。機械研磨使用拋刷的方法,拋刷材料過硬會對銅箔造成損傷,太軟又會研磨不充分。一般是用尼龍刷,必須對拋刷的長短和硬度進行仔細研究。使用兩根拋刷輥,放在傳送帶的上面,旋轉方向與皮帶傳送方向相反,但此時如果拋刷輥壓力過大,基材將受到很大的張力而被拉長,這是引起尺寸變化的重要原因之一。
如果銅箔表面處理不干凈,那么與抗蝕掩膜的附著力就差,這樣就會降低蝕刻工序的合格率。近來由于銅箔板質量的提高,單面電路情況下也可以省略表面清洗工序。但 100μm 以下的精密圖形,表面清洗是必不可少的工序。
抗蝕劑的涂布-雙面 FPC 制造工藝現在,抗蝕劑的涂布方法根據電路圖形的精密度和產量分為以下三種方法:絲網漏印法、干膜/感光法、液態抗蝕劑感光法。
現在,抗蝕劑的涂布方法根據電路圖形的精密度和產量分為以下三種方法:絲網漏印法、干膜/感光法、液態抗蝕劑感光法。
抗蝕油墨采用絲網漏印法直接把線路圖形漏印在銅箔表面上,這是最常用的技術,適用于大批量生產,成本低廉。形成的線路圖形的精度可以達到線寬 / 間距 0.2~0.3 mm,但不適用于更精密的圖形。隨著微細化這種方法逐步不能適應。與以下所敘述的干膜法相比需要有一定技術的操作人員,操作人員必須經過多年的培養,這是不利的因素。
干膜法只要設備、條件齊全就可制得 70~80μm 的線寬圖形。現在 0.3mm 以下的精密圖形大部分都可以用干膜法形成抗蝕線路圖形。采用干膜,其厚度是 15~25μm,條件允許,批量水平可以制作 30~40μm 線寬的圖形。
當選擇干膜時,必須根據與銅箔板、工藝的匹配性并通過試驗來確定。實驗的水平即使有好的分辨能力,但并不一定在大批量生產使用時能有很高的合格率。柔性印制板薄且易于彎曲,如果選用硬一點的干膜則其較脆而隨動性差,所以也就會產生裂縫或剝落從而使蝕刻的合格率降低。
干膜是卷狀的,生產設備和作業較簡單。干膜是由較薄的聚酯保護膜、光致抗蝕膜和較厚的聚酯離型膜等三層結構所構成。在貼膜之前首先要把離型膜(又稱隔膜)剝去,再用熱輥將其貼壓在銅箔的表面上,顯影前再撕去上面保護膜(又稱載體膜或覆蓋膜),一般柔性印制板兩側有導向定位孔,干膜可稍微比要貼膜的柔性銅箔板狹窄一點。剛性印制板用的自動貼膜裝置不適用于柔性印制板的貼膜,必須進行部分的設計更改。由于干膜貼膜與其他的工序相比線速度大,所以不少廠都不用自動化貼膜,而是采用手工貼膜。
貼好干膜之后,為了使其穩定,應放置 1 5~20min 之后再進行曝光。
線路圖形線寬如果在 30μm 以下,用干膜形成圖形,合格率會明顯下降。批量生產時一般都不使用干膜,而使用液態光致抗蝕劑。涂布條件不同,涂布的厚度會有所變化,如果涂布厚度 5~15μm的液態光致抗蝕劑于 5μm 厚的銅箔上,實驗室的水平能夠蝕刻 10μm 以下的線寬。
液態光致抗蝕劑,涂布之后必須進行干燥和烘焙,由于這一熱處理會對抗蝕膜性能產生很大影響,所以必須嚴格控制干燥條件。
審核編輯:郭婷
-
激光
+關注
關注
19文章
3122瀏覽量
64363 -
FPC
+關注
關注
70文章
947瀏覽量
63247 -
數控
+關注
關注
1文章
284瀏覽量
36085
原文標題:雙面FPC制造都要經過哪些流程?
文章出處:【微信號:電子匯,微信公眾號:電子匯】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
PCBA加工全流程解析:電子制造的關鍵環節
PCBA加工打樣要經過哪些流程?每一步驟都很關鍵

PCBA加工打樣要經過哪些流程?
一文通曉FPC軟板,從基礎到工藝的深度解讀
性能測試的流程和步驟有哪些
FPC 連接器類型有哪些呢
雙面布局貼補強,FPC焊接很受傷
FPC做阻抗控制的目的是什么呢?有哪些因素會影響FPC的阻抗?
FPC的組成材料有哪些?FPC基本結構材料介紹
SiC逆變器的制造流程有哪些
怎么區分單層/雙面/多層FPC?
22nm技術節點的FinFET制造工藝流程
什么是FPC?FPC生產工藝流程圖






 工商網監
工商網監
評論