 背光模組的導光板為液晶面板提供均勻、穩定的面光源支持
背光模組的導光板為液晶面板提供均勻、穩定的面光源支持
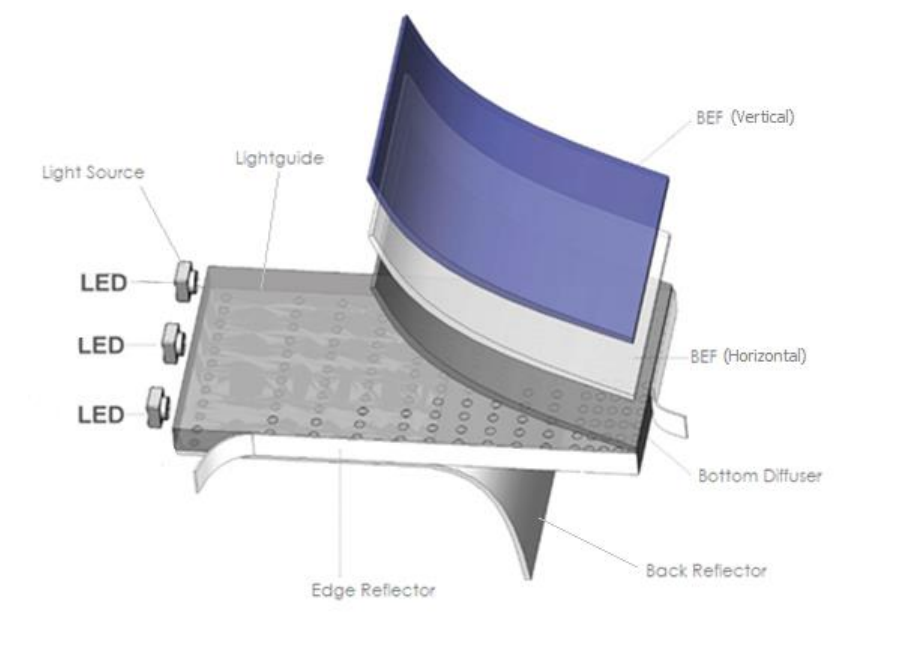
導光板是背光模組中不可缺少的一個組件,其主要的功能是將LED發出的點光源轉化為面光源,為液晶面板提供均勻、穩定的面光源支持。
另一方面,導光板和背光里面的其他膜片相比,設計的靈活度比較大,厚度可以適當調整,以滿足產品的厚度需求,不像膜片的厚度是固定的,沒辦法改變。
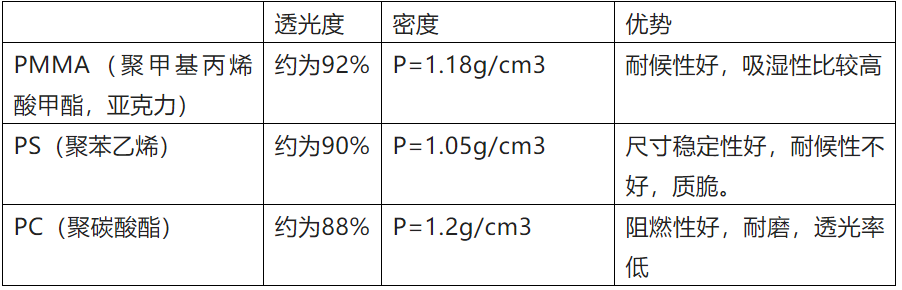
01、LGP的原材料選擇
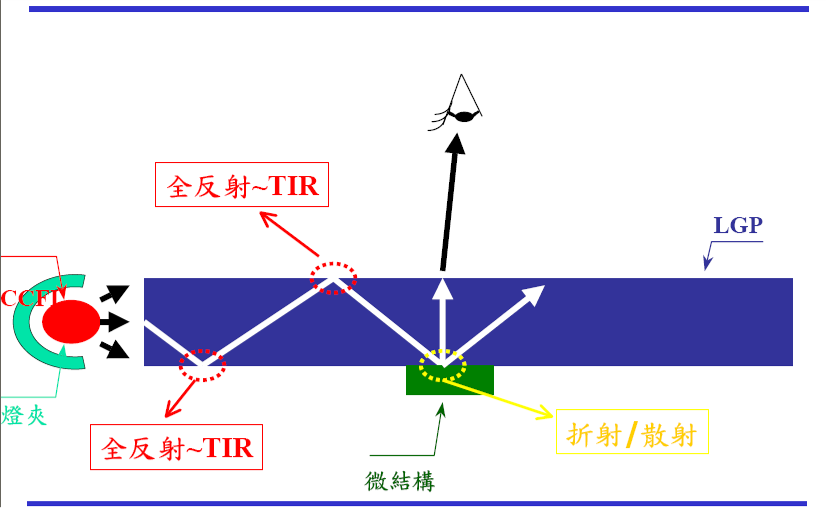
02、LGP的光學原理
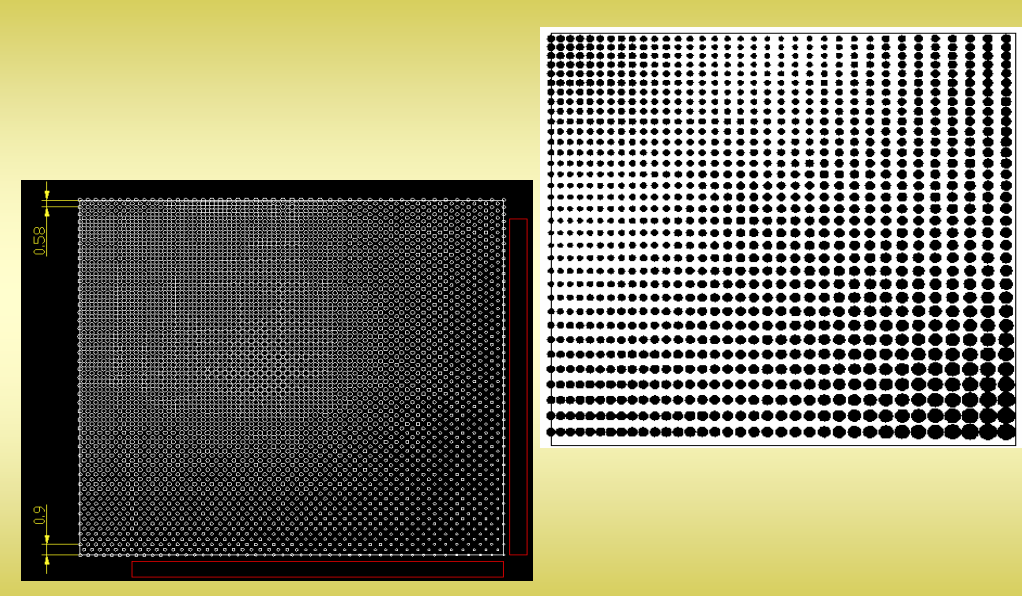
導光板的原理就是利用光學級亞克力板材吸取從燈發出來的光在光學級亞克力板材表面的停留,當光線射到各個導光點時,反射光會往各個角度擴散,然后破壞反射條件由導光板正面射出。通過各種疏密、大小不一的微結構,可使導光板均勻發光。反射片的用途在于將底面露出的光反射回導光板中,用來提高光的使用效率。
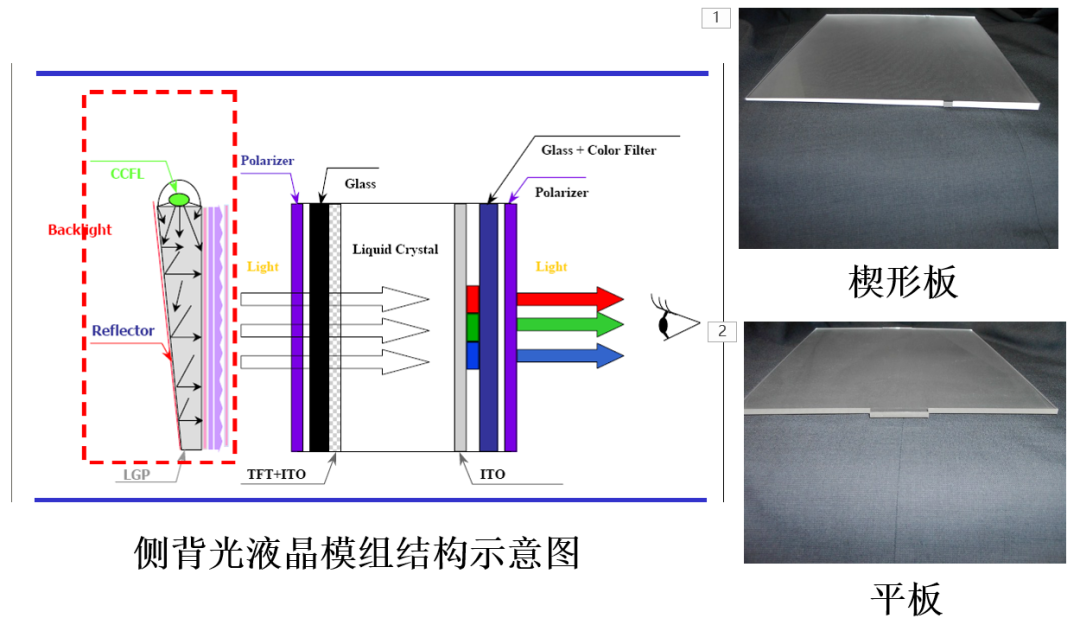
其在顯示模組LCM中的應用:
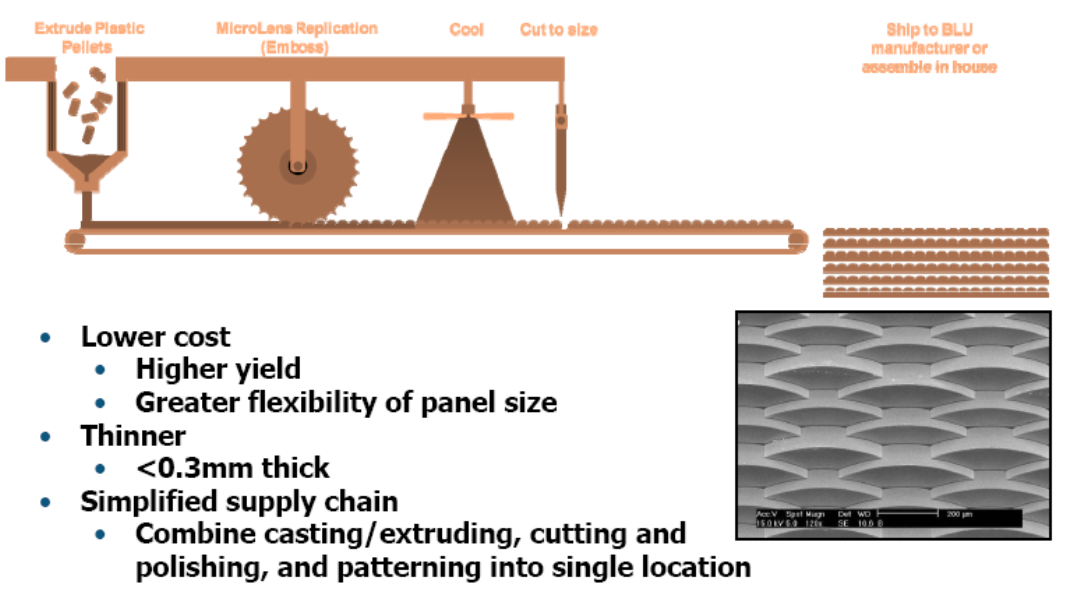
03、LGP制作工藝
導光板成型方式有注塑、熱壓、切割。
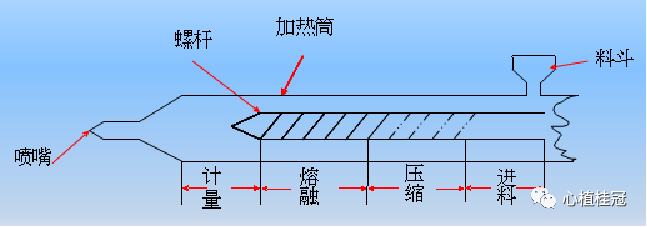
LGP常用注塑射出流程:
保壓:塑料進入模穴后在塑料尚未凝固之前由螺桿所提供的保壓力.
背壓:螺桿開始旋轉后,存在于螺桿后端阻止螺桿后退的壓力.
保壓切換點:充填結束進入保壓階段.
冷卻時間:保壓階段結束時間開始計算至計量完成就是設定時間結束,開模開始.
周期時間:生產一片LGP的時間.
充填階段----高壓鎖模,均勻進料,以免撐壞模具.
過度保壓:充填系統設計不良或操作不當的條件使得融膠在模穴中保壓時間過長或承受壓力過大就會過渡保壓.
成型參數對LGP制品翹曲的影響,主要是使LGP制品不同方向上的收縮不均造成的。
1).對翹曲度影響較大的因素主要是保壓時間,然后是模具溫度,而射速和保壓壓力也會有一定影響。
2).保壓時間是根據澆口冷卻時間設定的,時間短,則澆口未完全冷卻,翹曲明顯。時間長,澆口充分冷卻,翹曲小。
3).保壓壓力增大,壓入的塑料熔體增多,LGP制品致密性加強,收縮減少,翹曲也會減少。但壓力過大會轉換為LGP制品的內應力,當產品取出時,熱應力釋放,翹曲也會變大。
4).模溫高,填充順暢,但冷卻時間會長,澆口冷卻時間慢,保壓效果差,從而影響翹曲。模溫低,澆口冷卻時間快,保壓效果好。
04、LGP的網點加工方式
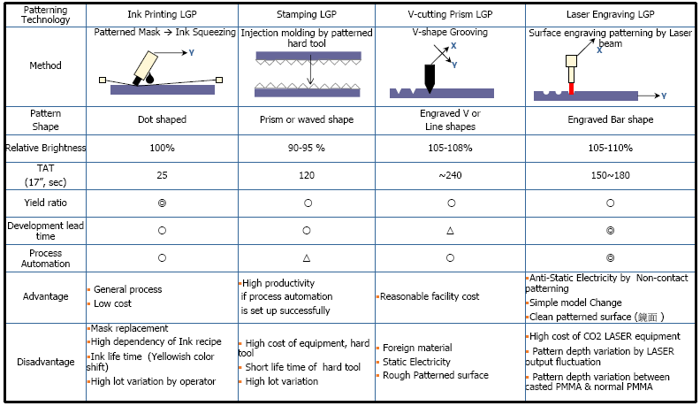
? 網點的制成方式:印刷式和非印刷式 ? 印刷式:導光板完成外形加工后,以印刷方式將網點印在反射面:包括網板印刷,噴墨印刷 ? 非印刷式:將網點在導光板成形時直接成形在反射面。又分為化學蝕刻(Etching)、 精密機械刻畫法 (V-cut)、激光打點、撞擊打點等。
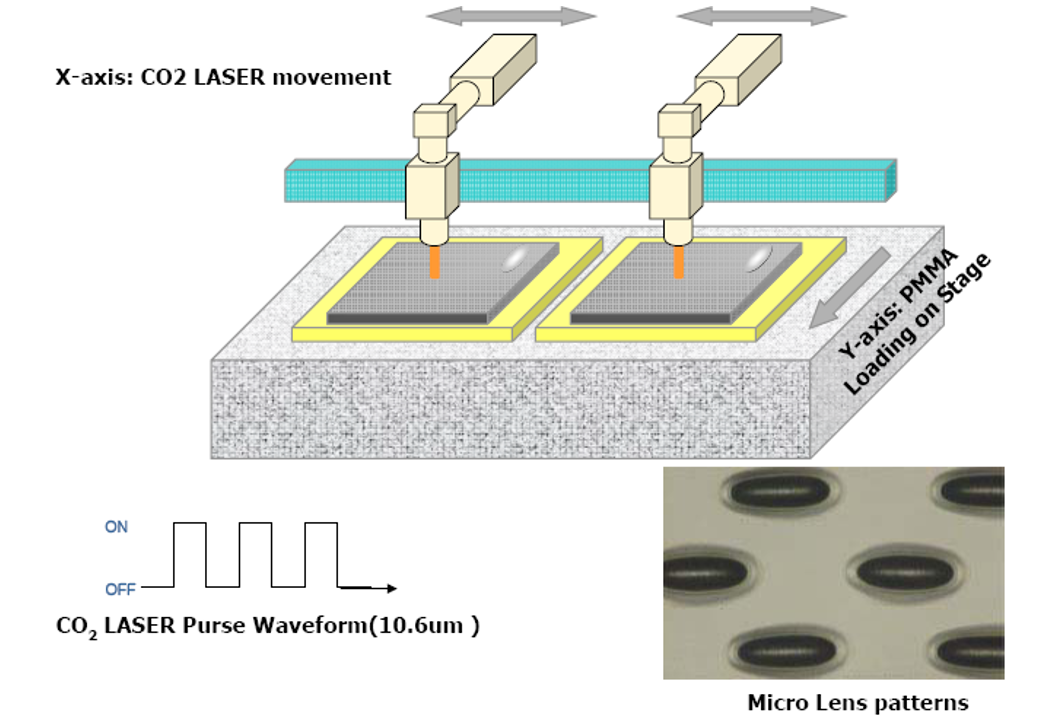
激光打點:
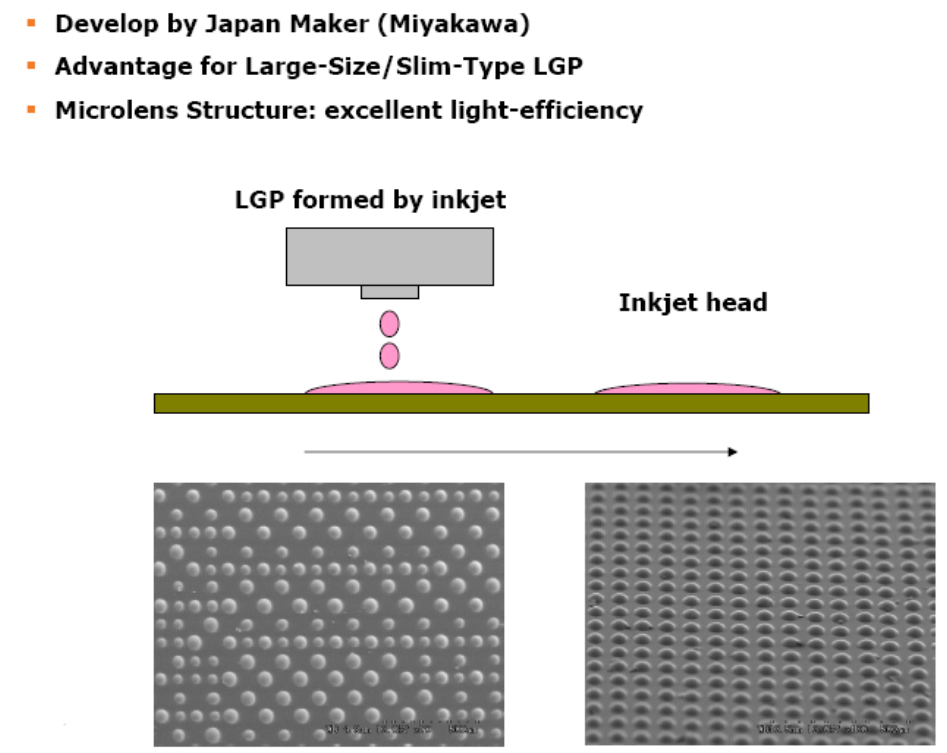
噴墨打印:
V-cut:
V-cut是目前效果最好的微結構。
05、LGP的網點設計原則
首先,確定設計目標及現有條件:亮度,均勻度,導光板材質,入光方式,加工能力等 設計流程: (1)根據設計要求及現有條件,運用設計軟件設計網點,并模擬結果 (2)根據模擬結果優化網點設計 (3) 制作成網板,印刷導光板,組裝成背光源。測試背光源是否達到設計要求。 (4) 依據背光源的測試結果,調整網點設計。 網點設計的調整方向有如下幾個方面: 1.Pitch相等,網點大小變化
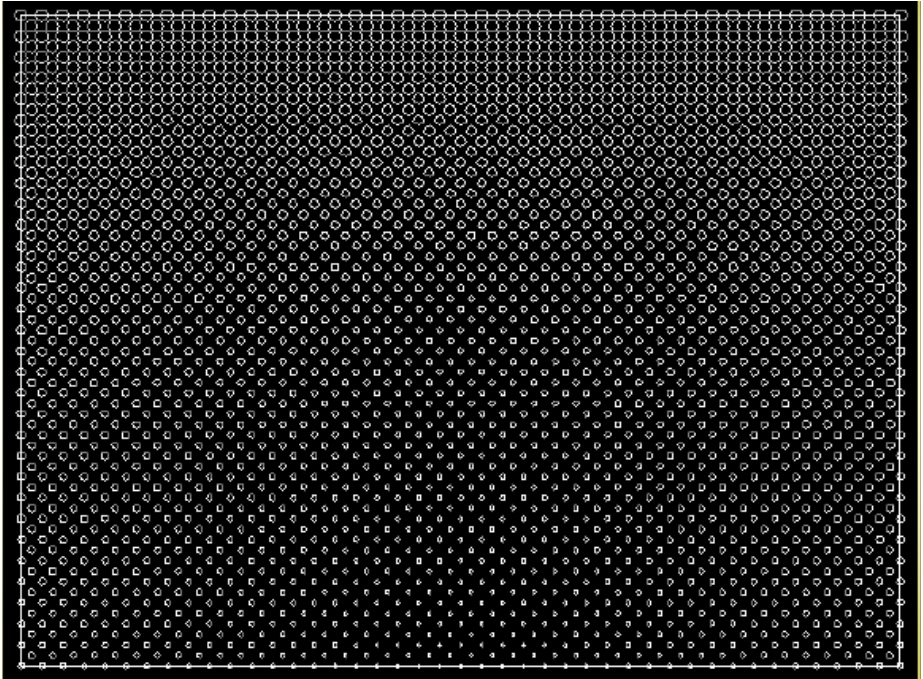
2.網點大小相等, Pitch變化
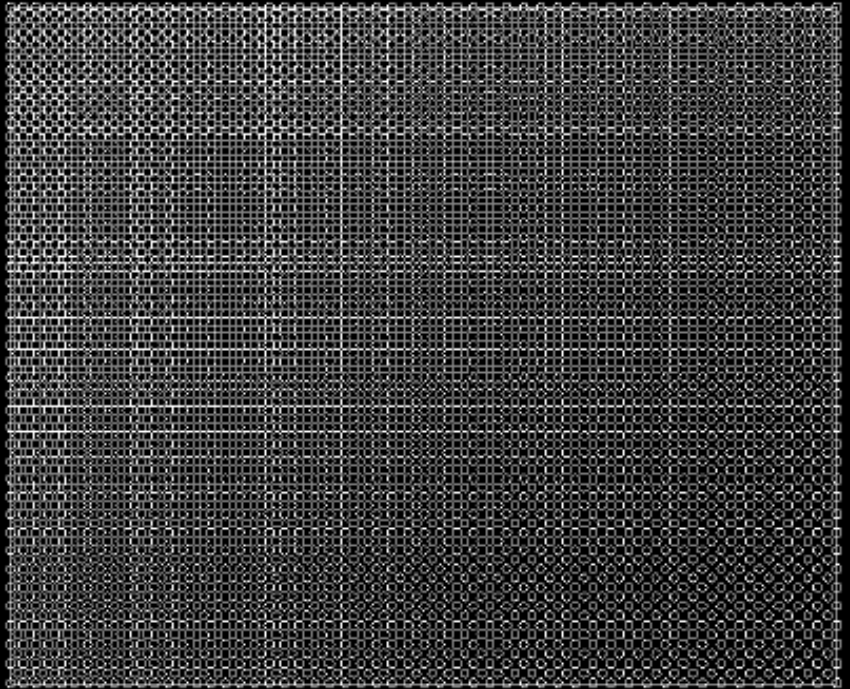
3.網點大小變化, Pitch變化
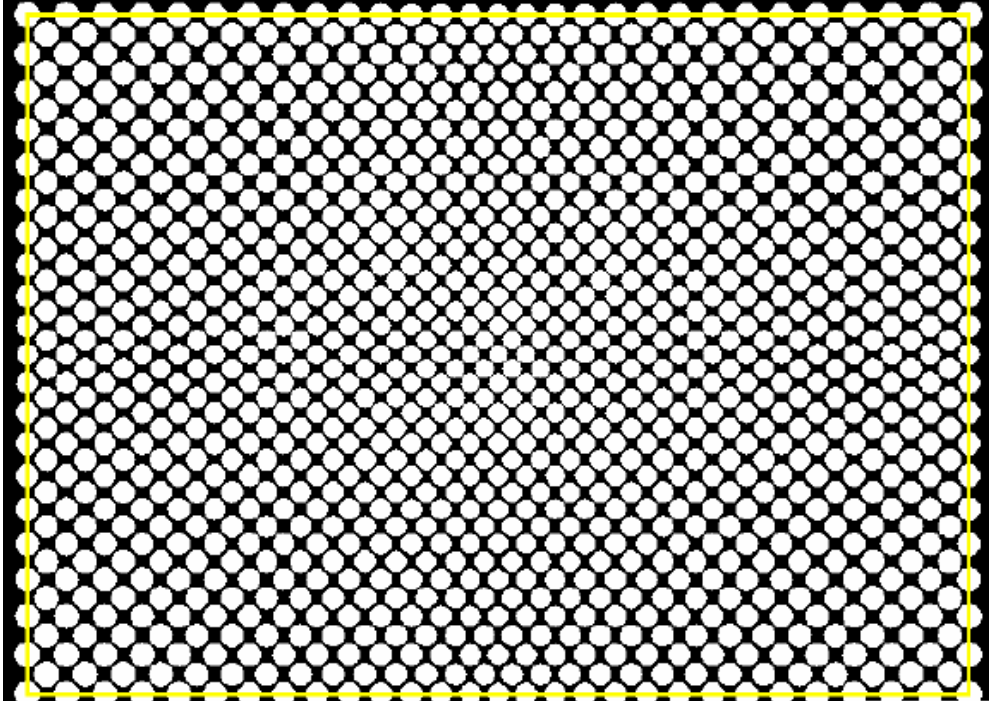
4.AM/FM 混合排列:
05、LGP發展趨勢
根據 TRIZ 技術進化趨勢理論的法則,隨著工程系統的演化發展,技術系統向超系統進化,可以在資源約束的條件下,通過系統合并增加功能或降低費用。并且通過融合集成使原技術系統被改進并簡化,并通過與超系統組件合并獲得大量資源。向超系統進化有四個子趨勢,導光板一部分的進化符合其中一個子趨勢——超系統與原工程系統集成的主要功能差異化增加的趨勢。功能差異性增加是指,隨著技術系統的進化,相互合并系統的功能差異不斷增加,集成兩種以上不同功能的系統稱為聯合技術系統。
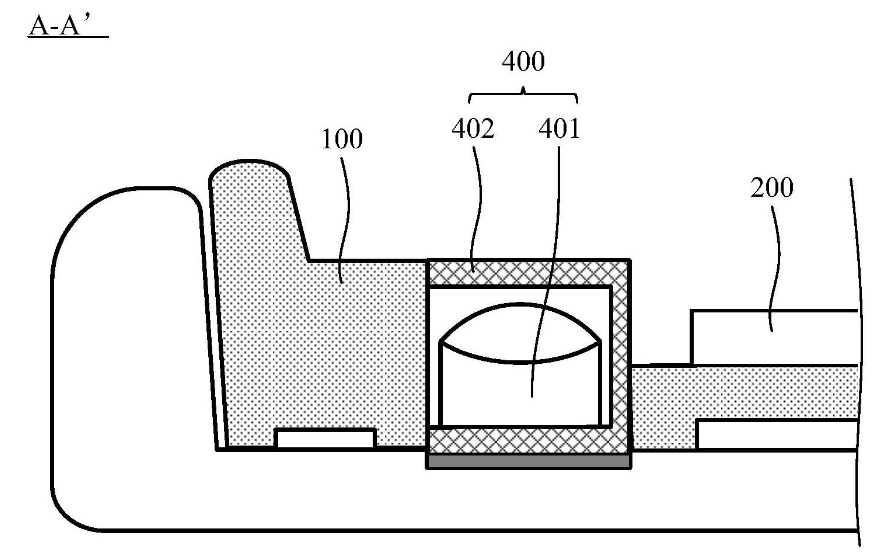
導光板是使光從一側進入導光板碰到反射點時漫反射到導光板表面。擴散板是讓光在行進途中遇到兩個折射率相同的介質時,發生折射、反射與散射,讓光束角變為 160°~176° 從而得到舒適的光。
所以導光板、擴散板的主要功能都是光的折射、反射與折射。今后若可以使導光板與擴散板二合一,擴散板分別進行注塑成型后,再將兩者通過熱壓為兩層的復合結構。然后又出現了分層注塑成型的一體化集成設計,實現了導光的模塊化設計,簡化了結構,安裝方便。從而替代導光板和擴散片,相信背光的成本方面將進一步降低。
文章出處:【微信公眾號:心植桂冠】歡迎添加關注!文章轉載請注明出處。
-
液晶面板
+關注
關注
10文章
470瀏覽量
39968 -
模組
+關注
關注
6文章
1434瀏覽量
30288
原文標題:背光模組之導光板
文章出處:【微信號:心植桂冠,微信公眾號:心植桂冠】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
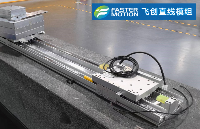
飛創直線電機模組 VS 傳統絲桿模組:誰是自動化傳動領域的王者?
簡述CCS平面光源-LFX3-PT系列
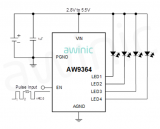
TFT液晶面板中應用的高度集成的電源管理芯片(PMIC)-iML1942

背光驅動方式及特性詳解
飛創直線模組廠家,為高精度運動系統提供直驅技術解決方案
液晶電視面板售價持續攀升,夏普退出生產影響市場供需
日本最后一家電視面板廠關閉 夏普終止SDP液晶工廠運營
京東方取得背光模組及顯示裝置專利,實現傳感器集成,提升屏占比
UVLED面光源與傳統光源對比:誰更勝一籌?

UVLED面光源技術革新:引領照明與固化新潮流
曝夏普計劃停產部分液晶面板
背光板剪切力測試必備:單柱拉力試驗機應用全解析!






 工商網監
工商網監
評論