") 激光3D打印之金屬打印(SLM)成型的原理及系統(tǒng)
激光3D打印之金屬打印(SLM)成型的原理及系統(tǒng)
? 成型原理
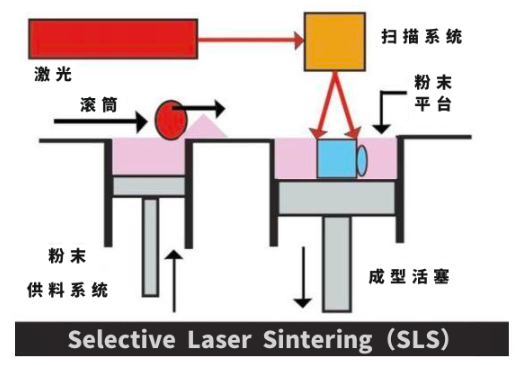
選區(qū)激光熔化(SLM)成型技術(shù)的工作原理與選區(qū)激光燒結(jié)(SLS)類似。其主要的不同在于粉末的結(jié)合方式不同,SLS是通過低熔點金屬或粘結(jié)劑的熔化將高熔點的金屬或非金屬粉末粘結(jié)在一起,SLM技術(shù)是將金屬粉末完全熔化,因此其要求激光功率密度要大大高于SLS。
為實現(xiàn)金屬粉末瞬間熔化,需要高功率密度的激光器,并且光斑聚焦至幾十μm,SLM技術(shù)目前都選用光纖激光器,激光功率從50W到400W,功率密度達(dá)5×106W/cm2以上。
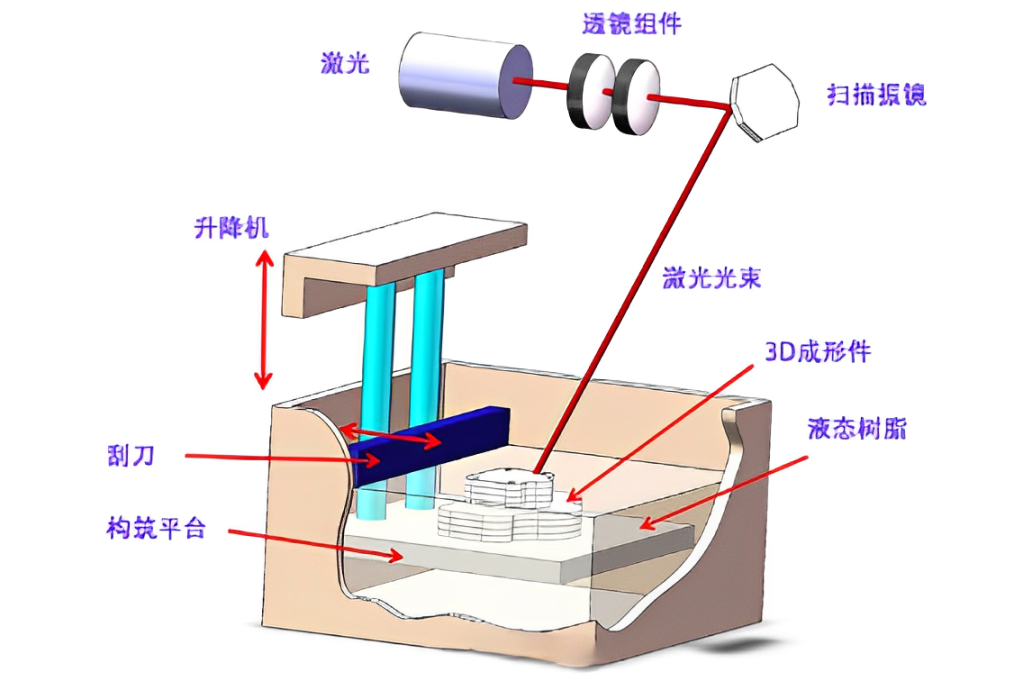
成型原理:首先,通過切片軟件對三維模型進(jìn)行切片分層,把模型離散成二維截面圖形,并規(guī)劃掃描路徑,再轉(zhuǎn)化成激光掃描信息。掃描前,刮板將送粉升降器中金屬粉末均勻平鋪到激光加工區(qū),隨后計算器根據(jù)激光掃描信息控制掃描振鏡偏轉(zhuǎn),有選擇性的將激光束照射到加工區(qū),得到當(dāng)前二維截面的二維實體,然后成型區(qū)下降一個層厚,重復(fù)上述過程,逐層堆積得到產(chǎn)品原型。
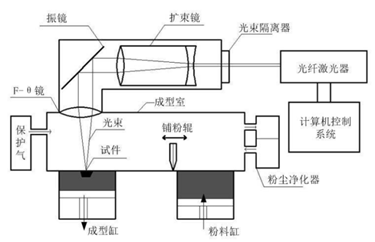
SLM技術(shù)原理圖
? 成型工藝
為了保證金屬粉末材料的快速熔化,SLM技術(shù)需要高功率密度激光器,光斑聚焦到幾十μm到幾百μm。SLM技術(shù)目前常使用光束模式優(yōu)良的光纖激光器,其激光功率在50w以上,功率密度達(dá)5×106W/cm2以上。在高激光能量密度作用下,金屬粉末完全熔化,經(jīng)散熱冷卻后可實現(xiàn)與固體金屬冶金焊合成型。SLM技術(shù)正是通過此過程,層層累積成型出三維實體的快速成型技術(shù)。
在SLM成型過程中,提高粉末的成型性,就必須提高液態(tài)金屬的潤濕性。在成型過程中,若液態(tài)金屬成球,則說明液態(tài)金屬的潤濕性不好。液態(tài)金屬對固體金屬的潤濕性受工藝參數(shù)的影響,因此可優(yōu)化工藝參數(shù)來提高特定粉末的潤濕能力。
工藝優(yōu)點
(1)能將CAD模型直接制成終端金屬產(chǎn)品,只需要簡單的后處理或表面處理工藝。
(2)適合各種復(fù)雜形狀的工件。
(3)致密度幾乎能達(dá)到100%,機械性能與鍛造工藝所得相當(dāng)。
(4)獲得的金屬零件具有很高的尺寸精度以及很好的表面粗糙度值。
(5)能以較低的功率熔化高熔點金屬,使得用單一成分的金屬粉末來制造零件成為可能,而且可供選用的金屬粉末種類也大大拓展了。
(6)能采用鈦粉、鎳基高溫合金粉進(jìn)行直接加工,解決在航空航天中應(yīng)用廣泛的、組織均勻的高溫合金零件復(fù)雜件加工難的問題;還能解決生物醫(yī)學(xué)上組分連續(xù)變化的梯度功能材料的加工問題。
? 成型系統(tǒng)
SLM的核心器件包括主機、激光器、光路傳輸系統(tǒng)等幾個部分。
1、主機
主機是構(gòu)成SLM設(shè)備的基本部件。從功能上分類,主機又由機架(包括各類支架、底座和外殼等)、成型腔、傳動機構(gòu)、工作/粉缸、鋪粉機構(gòu)和氣體凈化系統(tǒng)等部分構(gòu)成。
2、激光器
激光器是SLM設(shè)備提供能量的核心功能部件,直接決定SLM零件的成型質(zhì)量。SLM設(shè)備主要采用光纖激光器,光束直徑內(nèi)的能量呈高斯分布。光纖激光器指用摻稀土元素玻璃光纖作為增益介質(zhì)的激光器。摻有稀土離子的光纖芯作為增益介質(zhì),摻雜光纖固定在兩個反射鏡間構(gòu)成諧振腔,泵浦光從反射鏡M1入射到光纖中;從反射鏡M2輸出激光。具有工作效率高、使用壽命長和維護(hù)成本低等特點。主要工作參數(shù)有激光功率、激光波長、激光光斑、光束質(zhì)量等。
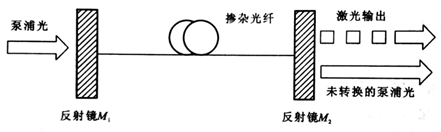
光纖激光器結(jié)構(gòu)示意圖
3、光路傳輸系統(tǒng)
(1)振鏡掃描系統(tǒng)
SLM成型致密金屬零件要求成型過程中固液界面連續(xù),這就要求掃描間距更為精細(xì)。因此,所采用的掃描策略數(shù)據(jù)較多,數(shù)據(jù)處理量大,要求振鏡系統(tǒng)的驅(qū)動卡對數(shù)據(jù)處理能力強、反應(yīng)速度快。
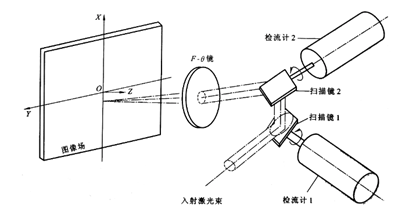
振鏡掃描系統(tǒng)示意圖
(2)聚焦系統(tǒng)
常用的聚焦系統(tǒng)包括動態(tài)聚焦系統(tǒng)和靜態(tài)聚焦系統(tǒng)。動態(tài)聚焦是通過馬達(dá)驅(qū)動負(fù)透鏡沿光軸移動實時補償聚焦誤差。所采用的動態(tài)聚焦系統(tǒng)由聚焦物鏡、負(fù)透鏡、水冷孔徑光闌及空冷模塊等組成,其結(jié)構(gòu)(a)所示。靜態(tài)聚焦鏡為f-θ 鏡,如圖(b)所示,而非一般光學(xué)透鏡。對于一般光學(xué)透鏡,當(dāng)準(zhǔn)直激光束經(jīng)過反射鏡和透射鏡后聚焦于像場,其理想象高y與入射角的正切成正比,因此,以等角速度偏轉(zhuǎn)的入射光在像場內(nèi)的掃描速度不是常數(shù)。為實現(xiàn)等速掃描,使用f-θ 鏡可以獲得y=f×θ關(guān)系式,即掃描速度與等角速度偏轉(zhuǎn)的入射光呈線性變化。
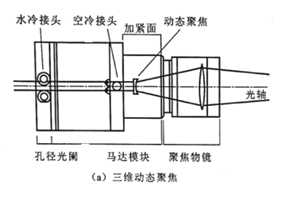
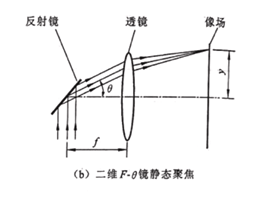
聚焦系統(tǒng)結(jié)構(gòu)示意圖
(3)保護(hù)鏡
起到隔離成型腔與激光器、振鏡等光學(xué)器件的作用,防止粉塵對光學(xué)器件的影響。選擇保護(hù)鏡時要考慮減少特定波長激光能量通過保護(hù)鏡時的損耗。SLM設(shè)備如果采用光纖激光器,則應(yīng)選擇透射波長為1000nm左右的保護(hù)鏡片,同時還應(yīng)考慮耐溫性能。激光穿透鏡片會有部分能量被吸收產(chǎn)生熱量,如果SLM成型時間較長,其熱積累有可能會損壞鏡片。
波長光電為您提供SLM設(shè)備光路傳輸系統(tǒng)中的所有光學(xué)元器件,包括振鏡模塊、聚焦鏡、反射鏡、激光準(zhǔn)直器以及保護(hù)窗口片等,可為3D打印增材制造客戶量身定制和搭建光路系統(tǒng)。
-
激光器
+關(guān)注
關(guān)注
17文章
2488瀏覽量
60260 -
3D打印
+關(guān)注
關(guān)注
26文章
3544瀏覽量
108875 -
SLM
+關(guān)注
關(guān)注
0文章
80瀏覽量
6825
原文標(biāo)題:激光3D打印之金屬打印(SLM)成型原理及系統(tǒng)
文章出處:【微信號:光電資訊,微信公眾號:光電資訊】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
UV光固化技術(shù)在3D打印中的應(yīng)用
激光3D打印設(shè)備的技術(shù)優(yōu)勢
物聯(lián)網(wǎng)行業(yè)中的模具定制方案_3D打印材料選型分享

物聯(lián)網(wǎng)行業(yè)中3D打印工藝——MJF成型工藝
物聯(lián)網(wǎng)行業(yè)中3D打印工藝——SLS(選擇性激光燒結(jié))工藝
物聯(lián)網(wǎng)行業(yè)中3D打印工藝——FDM(熔融沉積成型技術(shù))工藝
應(yīng)用在3D打印機的BD系列金屬連接器

3D打印汽車零部件建模設(shè)計3D打印服務(wù)

3D打印成就未來新產(chǎn)業(yè)

能入3D打印機法眼,BD系列工業(yè)級連接器究竟有哪些獨特之處?

優(yōu)可測為3D打印行業(yè)助力:重新定義制造業(yè)的未來

怎么去使用激光掃描技術(shù)(VCJ)增強的3D打印呢?
CASAIM沙盤模型3D打印的優(yōu)勢和應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論