 微電子QFN封裝產品在切割過程中的熔錫成因和控制方法
微電子QFN封裝產品在切割過程中的熔錫成因和控制方法
熔錫是微電子封裝 QFN(Quad Flat No-leads Package,方形扁平無引腳封裝)產品在切割生產過程中的核心質量不良,是導致產品可焊性失效的關鍵風險點。本文針對 QFN 封裝產品的切割生產過程進行熔錫失效的原因分析和對策探討。
引言
QFN 封裝切割的工藝特點是通過高速旋轉的切割刀片將整條料片切割分離成單顆的產品。在切割生產過程中,刀片和產品本身容易受到切削高溫的影響,使產品引腳表面的錫層發生異常熔化,這一現象通常稱為切割熔錫。由于熔錫不良會導致產品可焊性失效,這在微電子封裝生產過程中屬于嚴重的質量不良。因此,解決 QFN 產品的切割熔錫問題顯得非常重要,本文著重分析微電子 QFN 封裝產品在切割過程中的熔錫成因和探討其控制方法。
1 切割熔錫的成因
1.1 QFN 切割工藝簡述
通常,QFN 產品在封裝后道的工藝流程如下:
塑封→電鍍→后烘→打印→切割
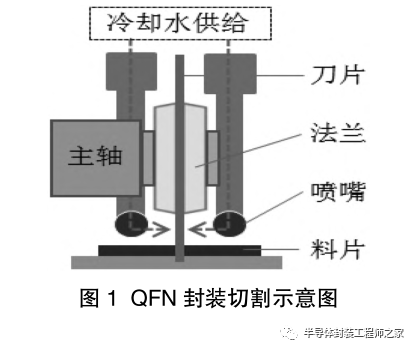
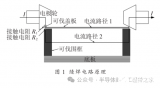
其中,QFN 封裝產品切割工藝如圖 1 所示,整條料片通過刀片旋轉切割分離成單顆的產品。切割移動過程中,刀片表面和產品表面錫層同時采用冷卻水進行噴射降溫處理,以降低刀片和產品所產生的切削高溫,避免產品造成切割熔錫等質量不良。
1.2 切割熔錫失效的成因及特征
(1)當傳遞到產品切割面的切削溫度高于純錫的熔點溫度 232℃時,QFN 封裝產品切割面的引腳則有熔錫的風險;
(2)當傳遞到產品切割面的切削溫度低于純錫的熔點溫度 232℃時,QFN 封裝產品切割面的引腳則沒有熔錫的風險。
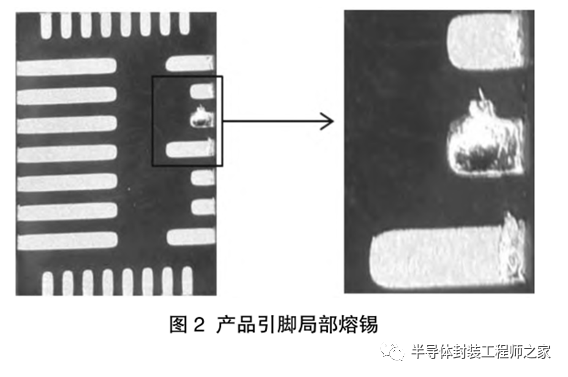
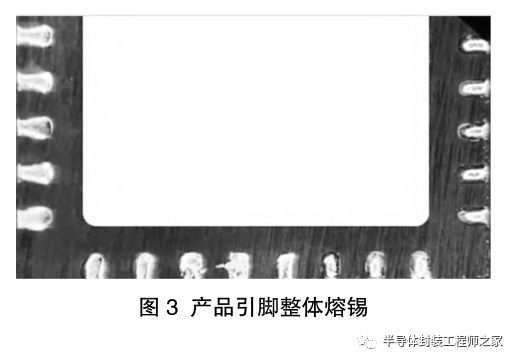
根據成因分析可知,切割熔錫失效主要是由于切割刀片傳遞到產品引腳表面錫層的溫度超過了純錫的熔點。根據熔錫位置不同,QFN 封裝產品切割熔錫失效有兩種特征:
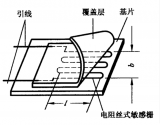
如圖 2,產品引腳錫層產生局部的熔錫失效:
如圖 3,產品引腳錫層產生整體的熔錫失效:
1.3 熔錫失效的不良后果
在 QFN 封裝產品從整條料片切割成單顆產品的生產過程中,當切削所釋放出來的溫度高于產品錫層熔點時,產品引腳表面的錫層會產生熔化。這樣會造成引腳錫層脫落、銅層裸露氧化的現象,使產品在 PCB 板、電路板等焊接應用的過程中,產生引腳虛焊、脫焊、短路等可焊性失效的質量異常。
綜上所述,切割熔錫失效將直接造成產品可焊性失效的問題,這在電子元器件生產應用中是重要的質量隱患。因此,控制切割熔錫是微電子 QFN 封裝生產的一個關鍵點,我們從切割工藝設計和設備應用的角度來實驗分析,針對影響切割熔錫的風險因素進行相應的對策探討。
2 切割熔錫的風險點分析
如表 1 所示,通過人、機、料、法、環五個維度來分析整體料片切割成單顆產品的過程,識別出 QFN封裝切割過程中的熔錫風險點。
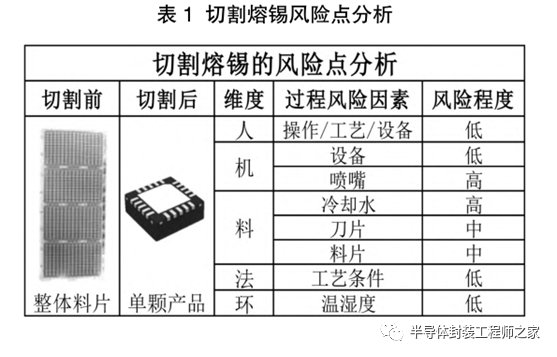
從分析可知,切割熔錫的過程風險因素中,人員方面、設備本身、生產工藝方法、生產環境所造成產品切割熔錫的風險低,基本不會產生切割熔錫的問題。料片、切割刀片產生切割熔錫的風險中等,在其選型方面,應遵循料片和刀片材料在常規的切割工藝條件下,本身不會造成切割熔錫這一原則。而設備噴嘴、供給冷卻水直接作用于料片和刀片的表面,是切割熔錫的高風險因素,也是解決和控制切削高溫造成切割熔錫的關鍵點。我們著重對噴嘴和冷卻水這兩個因素進行分析和探討。
3 冷卻水的影響
3.1 冷卻水的溫度過高
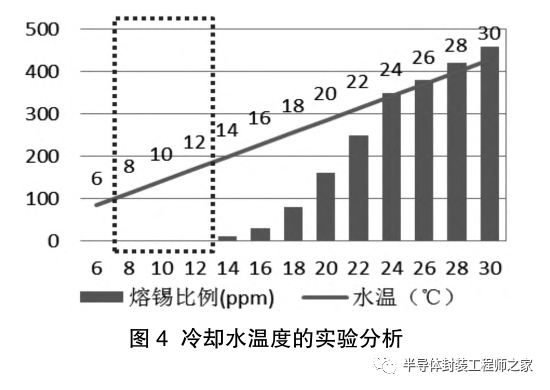
冷卻水溫度是影響切割熔錫失效的關鍵因素,在產品切割過程中,控制切割冷卻水的溫度至關重要。如圖 4 所示,為冷卻水溫度對產品熔錫的影響趨勢分析。由批量生產驗證數據得知,隨著冷卻水溫度的升高,產品熔錫的風險比例越高,熔錫數量也逐步增加;而水溫越低,產品熔錫的風險越小,熔錫的比例越少。結合廠務動力成本和產品品質來綜合考慮,切割冷卻水的輸出溫度控制在 10±2℃,能夠有效降低切割熔錫的風險,且較為經濟合理。
3.2 冷卻水的流量過小
3.2.1 冷卻水流量的區間控制
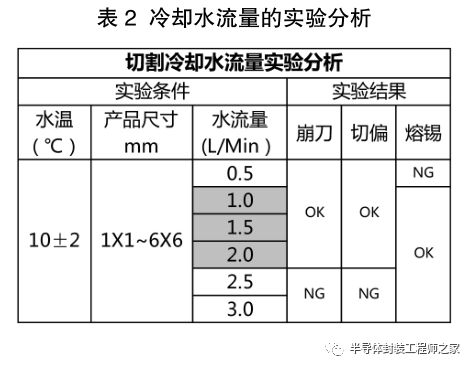
如表 2 所示,在水溫條件穩定的情況下,采用大小不同的水流量進行產品切割實驗分析。從數據分析可以看出,異常的水流量大小,會產生刀片崩刀、切割偏移、切割熔錫等質量不良。當切割冷卻水流量過小時,切割刀片所產生的高溫不能及時降低而傳遞到產品引腳的錫層面,導致切割熔錫的問題。理論上,切割冷卻水流量越大其冷卻效果越好,在實際應用過程中,應綜合考慮如水流量過大容易造成刀片崩刀、產品位移切偏等不良因素。從實驗結果可知,切割冷卻水流量控制在 1.0-2.0L/Min 這一區間相對穩定可靠。
3.2.2 冷卻水流量的穩定性控制
如上述分析可知,噴嘴出水流量的大小會影響到切割熔錫失效的比例,因此冷卻水流量輸出的穩定性也是非常關鍵的一個控制點。在實際應用過程中,水流量穩定性控制可從動力供給和設備裝置兩方面來考慮。動力供給方面,可優先選用潔凈度等級高于普通自來水的純水,并在設備冷卻水的進水口安裝過濾器裝置來提高冷卻水水質的穩定性。而設備裝置方面,可采用電子流量計控制的設計方式來輸出冷卻噴射水的水流量,通過設定輸出目標值,自動監測和自動識別補償實際出水供給的水流量大小。相比較傳統的機械流量計而言,電子流量計能夠自動調節控制,自動修復水流波動、管路堵塞等供給不穩定的因素,可提前預防水流量異常的問題,提升冷卻系統的穩定性。
4 噴嘴的影響
噴嘴是切割冷卻水的傳輸裝置,它將切割冷卻水均勻地噴射到刀片和產品的表面,使刀片和產品在切割過程中的有限空間實現快速降溫。針對噴嘴的設計應用,應從噴嘴冷卻的均勻性、噴射的覆蓋面積、排屑的有效性這三個方面來考慮,以避免產品切割熔錫的風險。
4.1 噴嘴的功能結構設計
實際應用中,刀片兩側的刃口通常需要實現瞬間降溫,以滿足各種 QFN 產品尺寸、材料類別的加工需求。特別是在切割有特殊工藝要求、熔錫敏感的產品時,提升刀片和產品的冷卻效果尤為重要。
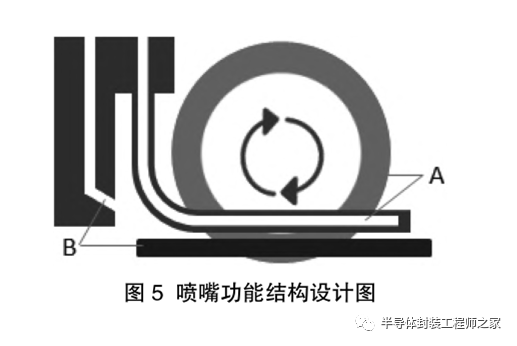
如圖 5 所示,在 A 點部位設計 90°垂直于刀片表面的噴嘴裝置,可提升噴嘴傳輸冷卻水的有效性,使冷卻水有效地作用于刀片,起到良好的刀片冷卻效果。同時,還可在 B 點部位設計帶有 60°扇形角度的產品噴嘴裝置,這樣能夠對產品的引腳表面及切割槽深度同步進行噴射冷卻。這樣的設計方式提高了產品切割的排屑能力,且大幅度提升了設備冷卻系統的兼容能力,降低了切割熔錫的風險。
如表 3 所示,從噴嘴功能設計實驗分析的結果可以看出:實驗 4,在 A 部位的刀片區域、B 部位的產品切割區域采用雙路冷卻水噴嘴裝置的設計,其降溫冷卻效果明顯,質量控制最為穩定,產品沒有切割熔錫不良的問題。而實驗 1、2、3,不采用冷卻噴嘴裝置或采用單一的噴嘴功能設計,產品的冷卻效果均存在一定的局限性,在切割特定產品或特殊工藝條件下,均有切割熔錫的質量不良。
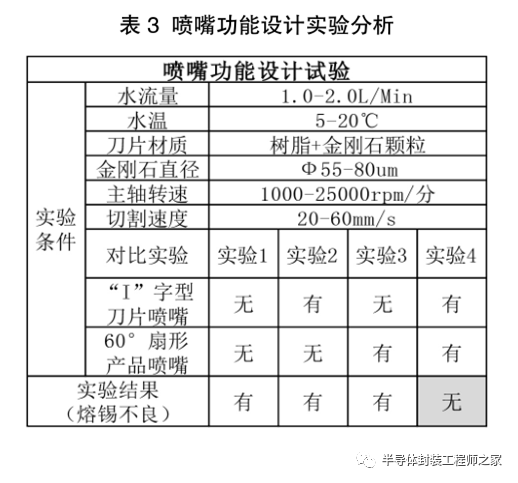
從實驗結果得知,設備噴嘴采用雙路冷卻的功能設計,能夠提升切割不同產品的兼容能力,提升切,減少切割熔錫失效的風險。
4.2 噴嘴口的形狀設計
噴嘴的噴射口采用不同的形狀設計,其作用效果有很大差別。如表 4 所示,切割冷卻噴嘴的噴射口采用 3 種不同的形狀設計,其冷卻效果和熔錫風險明顯不同。具體如下:
1、采用聯排孔形狀的設計方式,噴射出水為圓柱形狀。該形狀設計的噴水集中作用于刀片局部的固定區域,刀片局部面積受到水壓的沖擊力較大。在實際應用中,其崩刀風險高,且噴射覆蓋的面積小,整體的冷卻效果差,熔錫的風險高。
2、采用“一”字形狀的設計,噴射出水為直線形狀。整體的冷卻效果比聯排孔設計好,噴射覆蓋面積、崩刀和熔錫風險有明顯的改善。
3、采用“I”字形狀的設計,噴射出水為扇面形狀。該結構形狀設計的噴嘴呈扇形霧狀的形態噴射,因此降低了水壓對于產品和刀片的沖擊力,減少了切偏和崩刀的風險。同時,出水呈扇面形狀噴射,其噴射覆蓋面積廣,能夠將冷卻水有效地噴射到刀片和產品所需降溫的全部區域,這樣就大幅度地提升了冷卻效果,產品熔錫風險則明顯降低。
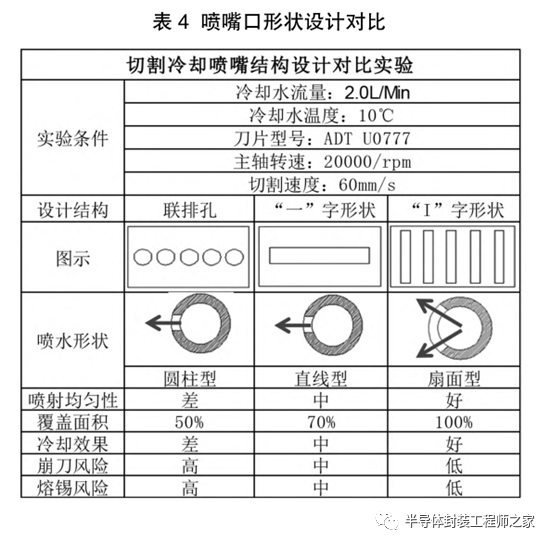
通過實驗對比,刀片冷卻噴嘴采用“I”字形狀的結構設計,其實用性最好。應用到實際生產中,能夠有效降低切割熔錫等質量隱患,從而提升 QFN 封裝切割的穩定性。
5 切割熔錫失效的管控
針對切割熔錫的控制,可以從廠務動力供給布局、產品工藝流程管控、設備功能結構設計等方面來考慮。
1、建立廠務動力車間,采用冷水機等制冷設備將常溫的切割水降低到切割工藝所需的水溫。盡可能縮短冷卻水輸入和輸出管道的距離,并采用隔熱保溫棉包裹,減少水溫在傳輸過程中的熱量消耗,確保冷卻水的供給溫度穩定且可控制。
2、建立新產品、新材料的風險評估流程。根據產品生產評估結果,將切割參數、工藝條件、生產要求等制定標準作業流程。針對核心風險點進行分級授權管控,避免量產時造成切割熔錫失效。
3、在設備設計層面,將應用穩定的噴嘴機構等備件圖紙進行標準化。同步上傳系統存檔并更新到設備技術協議,為后續新購設備提供技術參考。
4、影響切割熔錫的核心備件,如刀架噴嘴、刀片等,建立安裝調試和維護技能培訓指導書,培訓工程技術人員,提高設備切割熔錫的管控能力。
5、冷卻水輸出設備、傳輸管路、過濾裝置、噴嘴裝置等硬件設施,制定預防性維護要求和管理周期。定期對影響切割熔錫的部件進行數據跟蹤、功能檢查,定期維護保養及更換。
6 結束語
微電子封裝 QFN 產品的外形結構緊湊,體積小、重量輕、電性能和散熱性好,因此多應用于集成度相對較高的高端電子產品中。根據其方形扁平的形狀特點,整條料片分離成單顆的電路產品,通常采用效率高、成本低的切割工藝。本文是基于切割工藝生產中的切割熔錫失效現狀,從實際應用和設計的角度給予分析和對策探討,以供參考。
審核編輯:郭婷
-
pcb
+關注
關注
4318文章
23017瀏覽量
396397 -
封裝
+關注
關注
126文章
7793瀏覽量
142739 -
電鍍
+關注
關注
16文章
454瀏覽量
24103
原文標題:微電子封裝切割熔錫失效分析及對策
文章出處:【微信號:半導體封裝工程師之家,微信公眾號:半導體封裝工程師之家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
微電子封裝中助焊劑的分析及激光焊錫技術的應用

步進電機如何在加減速過程中控制技術?
解析PCBA加工中焊點拉尖的成因與解決方案
激光切割如何調整焦點位置
IGBT模塊封裝過程中的技術詳解

sMT貼片加工過程中,QFN,QFP芯片短路原因分析
在激光切割過程中,如何減少熱影響區

管殼類產品縫焊過程質量問題分析及解決方法
QFN封裝對國產雙軸半自動劃片機的性能有哪些要求?

什么是QFN封裝?手動焊接QFN封裝方式





 工商網監
工商網監
評論