 熔鹽法合成高導熱磷化硼及其熱管理性能研究
熔鹽法合成高導熱磷化硼及其熱管理性能研究
摘要:隨著電力電子器件封裝密度提高, 開發導熱性能優異的熱界面材料受到了廣泛關注。絕大多數傳統導熱填料的熱導率較低, 因此合成新型高導熱填料是提高熱界面材料導熱性能的重要途徑。本研究通過簡單的熔鹽法合成了高導熱的磷化硼(BP)顆粒, 與氮化硼(h-BN)混合并通過攪拌和澆注的方法填充到環氧樹脂(EP)基體中制備得到樹脂基復合材料(BP-BN/EP)。實驗結果表明:采用三鹽法(NaCl : KCl : LiCl)合成的 BP 產率最高達到 74%, 相對于單鹽法(41%)和雙鹽法(39%)分別提高了 33%和 35%。對于 BP-BN/EP 復合材料, 復合材料的微結構顯示 BP 和 BN顆粒均勻分布在環氧樹脂基體。當混合填料體積分數為 30%時, 該復合材料的熱導率達到 1.81 Wm-1K-1, 是純樹脂熱導率(0.21 Wm-1K-1)的 8.6 倍, 這與 BP 顆粒作為橋梁連接相鄰 BN 顆粒形成導熱網絡有關。除此以外, 相較于不含BP 的復合材料(SBN-BN/EP), BP-BN/EP 復合材料展現出更加優異的熱導率、熱穩定性和較好的熱力學性能。因此,熔鹽法合成的 BP 在熱管理領域具有較大的應用前景。
器件的散熱性能是決定電子器件性能、壽命及穩定性的關鍵因素之一。隨著電子器件微型化、集成化、功能化, 高效散熱問題越來越引起科研人員的廣泛關注。電子元器件與散熱器之間的微觀接觸表面不平整且存在微空隙, 繼而形成非常大的界面接觸熱阻。提高接觸界面的換熱能力, 已經成為目前解決電子元器件散熱問題的關鍵。
目前解決這一問題的常用方法是使用具有高熱導率的熱界面材料(Thermal interface material, TIM)填充電子元器件和散熱器接觸面之間的間隙。熱界面材料主要是由聚合物與高導熱填料組成的復合材料。聚合物材料具有良好的絕緣性、易加工和密度低等特性, 但是熱導率較低(0.1~0.5 Wm-1K-1), 限制了其在熱管理領域的應用。
通常需要在聚合物材料中添加導熱填料來增強聚合物的導熱性能。常見的導熱填料(Al2O3、SiC、AlN 和 h-BN)的導熱系數相對較低 (30~400 Wm-1K-1)。同時, 這些材料還有其它缺點, 如 AlN 在水和其他溶液中會發生水解; 高含量的 h-BN 使聚合物復合材料與器件之間的界面結合強度較弱。
除此之外, 金剛石和 c-BN材料具有非常高的熱導率, 但其需要在高溫高壓的苛刻條件下合成, 或者通過合成速率較慢的化學氣相沉積合成, 這些合成方法不適合大規模生產導熱填料, 進而限制了它們在聚合物基熱管理材料中的應用。
最近, 研究人員發現 III-V 族二元硼化合物(BAs 和 BP)具有高導熱性, 其中磷化硼(BP)具有與 SiC 類似的性能, 即高熱導率(280~490 Wm-1K-1)、高德拜溫度(985 K)、低熱膨脹系數(3.65×10-6℃-1)、低密度(2.97 g cm-3)、化學及熱穩定性好、耐酸堿等優點。因此, 磷化硼是較為理想的熱管理候選材料之一。
磷化硼性能優異, 但磷化硼制備成本高, 產率低, 并且反應原料或中間產物有劇毒。目前制備磷化硼的主要方法有 CVD/CVT、機械化學反應法、高溫自蔓延法和溶劑熱還原法等。CVD/CVT法制備周期長, 原料或中間產物有毒、產物產量低;機械化學反應法形貌難控制, 粒徑小, 純度低, 缺陷多; 高溫自蔓延法瞬間產生大量的熱, 易產生雜質 B12P2; 溶劑熱還原法盡管反應溫度低、時間短,但反應過程危險, 且生成的納米尺寸顆粒會引起大的聲子界面散射, 降低其本征熱導率。因此, 急需探索一種安全、經濟快速并且有效的合成路徑來控制合成 BP 材料, 以滿足日益增長的工業生產需求。
本工作通過熔鹽法合成了 BP 顆粒, 研究了熔鹽種類和保溫時間對合成 BP 產率的影響。此外, 通過 SEM、TEM 和 XRD 對 BP 的結構和形貌進行了表征。隨后將合成的 BP 與 BN 混合作為填料加入到樹脂中, 接著通過攪拌、澆注的方法制備得到BP-BN/EP 復合材料。作為對比, 同時制備了 SBN-BN/EP 復合材料。通過與 SBN-BN/EP 復合材料對比, 研究發現 BP-BN/EP 復合材料具有優異的熱導率(1.81 Wm-1K-1)、熱穩定性及較好的熱力學性能,表明熔鹽法合成的 BP 在熱管理領域具有較大的應用潛力。
01
實驗方法
1.1 原料
雙酚 A 環氧樹脂(E51, 南通星辰合成材料有限公司), 固化劑(甲基六氫苯酐, 南通星辰合成材料有限公司), 促進劑(2-乙基-4 甲基咪唑, 上海阿拉丁生化科技有限公司), 鎂粉(Mg, 粒徑為 100~200 目(74~150 μm), 國藥集團化學試劑有限公司), 氯化鈉(NaCl)、氯化鉀(KCl)和氯化鋰(LiCl)(分析純, 國藥集團化學試劑有限公司), BN(平均粒徑分別為10 μm、0.6 μm, 上海超威納米科技公司), 磷酸硼(阿法埃沙(Alfa Aesar))。
1.2 熔鹽法合成磷化硼
以鎂粉、磷酸硼和熔鹽介質為原料, 混合均勻,放置到 BN 坩堝中; 再將坩堝放入反應爐中, 通入氬氣保護氣體, 升溫至 850℃并保溫 1 h 進行化學反應, 反應式如下:
4Mg+BPO4=4MgO+BP (Overall reaction) (1)
B2O3+3MgO=Mg3B2O6(Side reaction) (2)
將得到的樣品在室溫下用王水浸泡, 接著在60℃水浴攪拌 2 h, 隨后真空抽濾并用去離子水洗滌至中性, 放入烘箱干燥后得到 BP。實驗制備的磷化硼為栗色粉末, 見圖 1。

圖 1 BP 粉末的光學照片
上述提到的熔鹽分為三類, 為單鹽(NaCl)、雙鹽(n(NaCl):n(KCl)=1:1)、三鹽(n(NaCl):n(KCl):n(LiCl)=5:5:7)。當熔鹽為單鹽、雙鹽和三鹽時, 分別固定鎂粉、磷酸硼以及氯化鈉質量比為 1:1:2; 鎂粉、磷酸硼以及雙鹽質量比為 1:1:4; 鎂粉、磷酸硼以及三鹽質量比為 1:1:2.5。除此以外, 固定熔鹽為三鹽時, 改變保溫時間分別為 1、5 和 10 h。
1.3 樹脂基復合材料的制備
雙酚 A 型環氧樹脂為基體, 合成的 BP 和 10 μm BN 以一定比例混合(BP 與 BN 的體積比例為 1 : 3)作為填料添加到樹脂中, 最后制備得到雙酚 A 型環氧樹脂復合材料。具體方法如下:按照質量比為100 : 86 : 1 稱取環氧樹脂、固化劑、促進劑, 并攪拌混合均勻。隨后分別加入體積分數為 10%、15%、20%、25%和 30%的 BP-BN 混合填料, 在 60℃充分攪拌并倒入模具中, 將模具放在單口燒瓶中, 先后用水泵和機械泵排除氣泡, 再放入烘箱固化, 固化程序為:80℃/2 h+120℃/2 h, 最后降溫脫模。樣品記為 x-BP-BN/EP, 其中 x 代表 BP-BN 混合填料的體積分數。
作為對比, 本工作又以 0.6 μm BN 和 10 μm BN混合填料, 制備了雙酚 A 型環氧樹脂基復合材料,記為 y-SBN-BN/EP, y 代表 SBN-BN 混合填料的體積分數。
1.4 結構與性能表征
采用場發射電子掃描顯微鏡(SEM, FEI-300)和高分辨透射電鏡(TEM, JEOL JEM-2010)觀察 BP 和樹脂基復合材料的形貌與微觀結構, X 射線衍射分析儀(XRD, D8 Advance, Bruker)和 HR800 型激光拉曼光譜儀表征合成的 BP 粉末的晶體結構。
使用 LFA-467 型的激光閃射法測試導熱系數,測試樣品(?12.7 mm×1.0 mm), 上下表面平行, 表面均勻噴涂一層石墨, 溫度為室溫。采用 SDTQ600 高溫熱分析儀表征制備的填充型導熱復合材料的TG-DSC 曲線, 即稱取 3~5 mg 試樣放置于坩堝中,并在 N2氣氛中以 10℃·min-1的升溫速率升溫至800℃, 氣體流速為 100 mL·min-1。紅外熱像儀(Fotric 250, Fotric Inc., China)測量熱成像。動態熱機械分析儀(DMA 242E, Netzsch)測試材料熱力學行為,試樣尺寸 12.0 mm×3.0 mm×1.1 mm, 測試采用單懸臂模式, 頻率是 1 Hz, 循環負荷為 1 N, 升溫速度為3℃/min, 溫度范圍為室溫至 200℃。
02
結果與討論
2.1 磷化硼的結構分析
首先, 對合成 BP 的產率進行計算, 結果如表 1所示。當熱處理溫度為 850℃, 保溫時間為 1 h 時,在三鹽(NaCl : KCl : LiCl)環境中, BP 合成產率最高,為 67%。這可能是由于三鹽環境下增強了反應過程中生成的 B 和 P 的溶解度。同時相較于單鹽和雙鹽,三鹽具有較低的共熔點, 這有助于 B 和 P 的擴散和充分反應。當固定熔鹽環境為三鹽, 延長保溫時間至 5 和 10 h, 產率分別為 74%和 64%。
表 1 不同條件下合成 BP 的產率
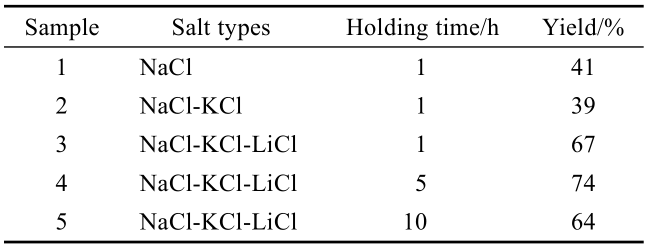
適當增加保溫時間, BP 產率會提高。但是, 當保溫時間過長時,BP 產率反而降低。分析其原因, 850℃高溫段主要發生的是鎂熱還原反應, 見反應式(3)和反應式(4),而反應式(5)主要發生在保溫和降溫階段。BP 產率主要取決于保溫與降溫階段 P 氣體的反應利用率(公式(5))。延長保溫時間至 5 h, 有利于 B 和 P 的充分接觸與反應, 進而提高 BP 的產率。但是, 保溫時間延長至 10 h, 過長高溫保溫導致 P 會出現一定的揮發, 降溫段 P 在熔鹽中含量降低, 最終導致 BP 產率下降。
5Mg(l)+2BPO4(s)=2P(g)+5MgO(s)+B2O3(s) (3)
B2O3(s)+3Mg(l)=2B(s)+3MgO(s) (4)
B(s)+P(g)=BP(s) (5)
進一步觀察 BP 的微觀結構和形貌。圖 2(a)是BP 的 XRD 圖譜, 表明酸洗后得到的產物為純凈的磷化硼, 且衍射峰相對尖銳, 表明它的結晶度好。XRD 譜圖中有六個特征衍射峰, 位于 2θ=34.2°、39.6°、57.4°、68.5°、72°和 85.5°, 分別對應立方 BP相(JCPDS 11-0119)的(111)、(200)、(220)、(311)、(222)和(400)晶面。圖 2(b)是 BP 的拉曼光譜圖, 在 794和 821 cm-1處的兩個衍射峰, 分別對應 BP 的橫向光學(TO)和縱向光學(LO)帶。圖 2(c)的粒徑分布表明, BP 顆粒粒徑分布在 1 μm 以內, 并且平均粒徑約為 498 nm。如圖 2(d)所示, 產物磷化硼呈無規則的顆粒狀, 粒徑為亞微米, 并且顆粒易團聚。圖 2(e)是 BP 的透射電鏡照片, 可以看到清晰的晶格條紋,其晶面間距為 0.27 nm, 對應 BP 的(111)晶面, 與文獻報道相符。
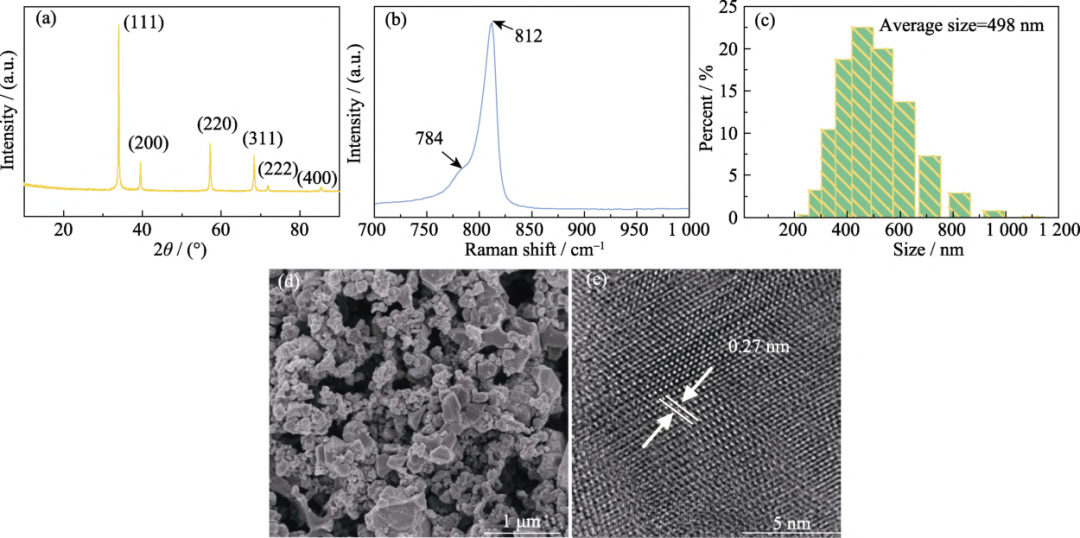
圖 2 BP 粉末的形貌和結構表征
2.2 微觀形貌分析
圖 3 是純 EP、SBN-BN/EP 和 BP-BN/EP 復合材料的斷面 SEM 照片。從圖 3(a)可以看到純 EP 斷面比較干凈并且平整, 屬于典型的脆性斷裂。混合填料加入后, 復合材料的斷面展現出粗糙并且褶皺的斷裂結構。這是由于混合填料會使裂紋沿著填料–聚合物界面延伸并發生斷裂。同時, 隨著混合填料含量增大, 混合填料在環氧樹脂基體中形成了明顯的導熱網絡。從圖 3(b,c)可以看到, SBN 和 BP 顆粒位于相鄰的 BN 片之間, 它們作為橋梁起到連接相鄰 BN 片的作用, 增加了導熱顆粒間的相互接觸,有助于形成散熱導通網絡。
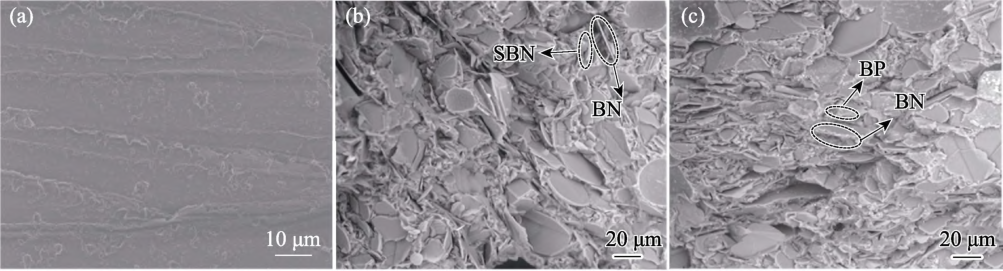
圖 3 復合材料的斷面 SEM 照片
2.3 導熱性能分析
圖 4(a)為 BP-BN/EP 和 SBN-BN/EP 復合材料的熱導率隨填料含量的變化關系圖。隨著混合填料體積分數的增加, 復合材料的熱導率增強。當混合填料的體積分數為 30%時, BP-BN/EP 熱導率為1.81 Wm-1K-1, 相較于純環氧樹脂導熱系數(0.21 Wm-1K-1)增加了 774%, 而同體積分數條件下, SBN-BN/EP熱導率為1.65 Wm-1K-1, 較純環氧樹脂增加了 697%。
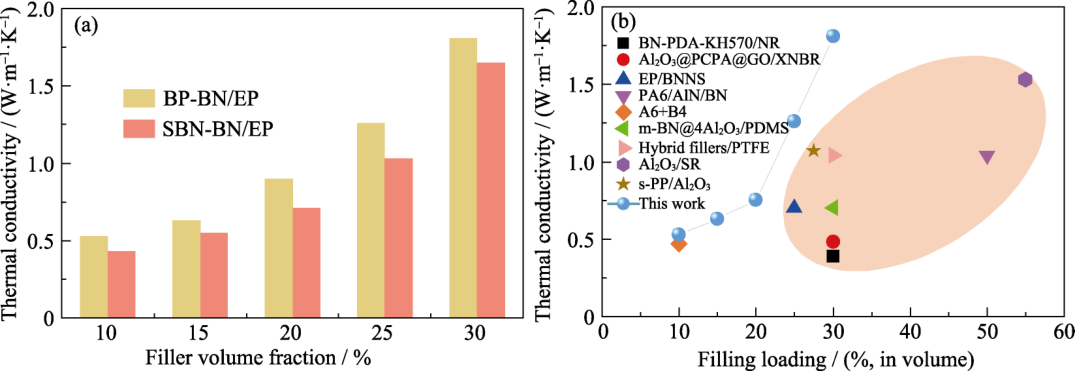
圖 4 復合材料的導熱性能
實驗結果表明, BP-BN/EP 復合材料比 SBN-BN/EP 復合材料的熱導率高。初步推斷是 BP 的本征導熱系數高于 SBN, 并且無規則球形 BP 顆粒相對于 SBN 具有更好的分散性, 很好地分布于 BN片之間, 發揮橋梁作用促進了相鄰 BN片的熱量傳輸。同時, 相較于 SBN, 顆粒狀 BP 使復合材料內部形成的缺陷較少。上述原因使 BP-BN/EP復合材料具有更高的熱導率。除此以外, BP-BN/EP復合材料熱導率與其它相關文獻進行了比較, 從圖 4(b)可以看出制備得到的 BP- BN/EP 復合材料具有較高的熱導率。
為了進一步證明 BP-BN/EP 復合材料具有優異的導熱性能, 將 BP-BN/EP 復合材料放置在加熱臺上并施加 100℃的溫度, 同時用熱成像儀記錄復合材料表面溫度隨時間的變化。并將純EP 和 SBN-BN/EP 復合材料作為對比。從圖 5(a,b)可以看出, 相對于純的 EP 和 SBN-BN/EP 復合材料,BP-BN/EP 復合材料的表面溫度更高, 經過 10 s 后,BP-BN/EP 復合材料的表面溫度為 100.3℃, 而純的 EP 和 SBN-BN/EP 復合材料分別為 75.1 和94.9℃。綜上, BP-BN/EP 復合材料具有更好的傳熱性能。
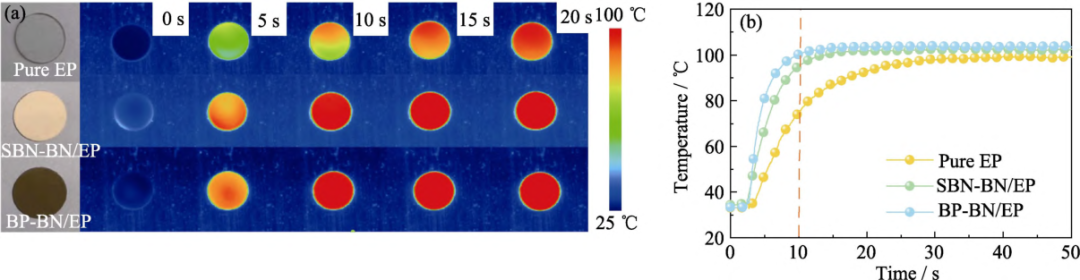
圖 5 純 EP、BP-BN/EP 和 SBN-BN/EP 復合材料的熱傳輸性能
2.4 熱穩定性能分析
圖 6 為不同體積分數下 BP-BN/EP 和 SBN-BN/EP 復合材料的 TG 曲線。從圖 6(a,b)中可以看出, 在350~450℃溫度區間內, 所有的復合材料都有明顯的熱失重, 初步分析是環氧樹脂的分解所造成的。而隨著填料體積分數增加, 復合材料的最大分解溫度也隨之增大, 原因是填料的加入限制了環氧分子鏈的移動, 并且能夠吸收部分熱量, 阻擋了環氧樹脂分解過程中的傳熱。分解后, 復合材料的殘余重量隨著混合填料的增加而不斷增大。
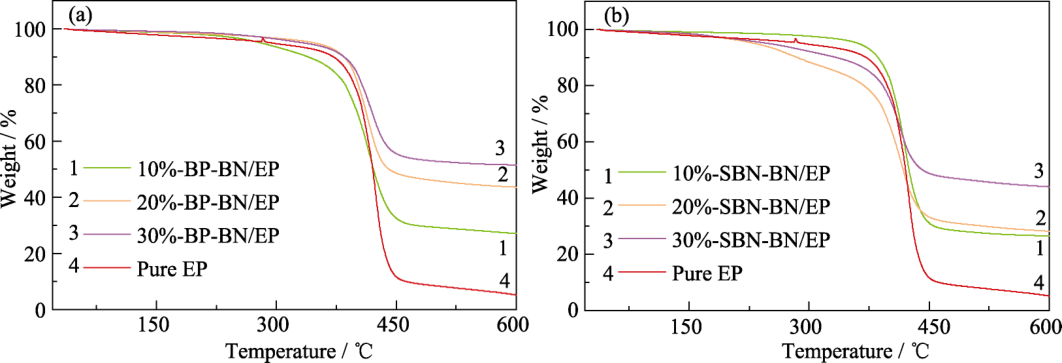
圖 6 復合材料的熱穩定性能
通過比較發現, BP-BN/EP 復合材料的殘余質量分數比 SBN-BN/EP 復合材料的要大, 說明摻雜 BP-BN 混合填料的復合材料的熱穩定性要優于摻雜 SBN-BN 混合填料的復合材料。究其原因是 BP 的比熱高于 SBN, 促使 BP-BN 混合填料吸收更多的能量延緩了環氧分子鏈的揮發。除此以外, 無規則球形 BP 顆粒比 SBN具有更好的分散性, 使 BP-BN 混合填料與環氧分子鏈有更多的交聯點, 進而阻礙分子鏈移動, 最終使BP-BN/EP 復合材料具有更好的熱穩定性。
2.5 DMA 曲線分析
優異的熱力學性能對于電子器件中的熱管理材料非常重要。圖 7 是 BP-BN/EP 和 SBN-BN/EP 復合材料隨溫度變化的 DMA 曲線。圖 7(a, d)是BP-BN/EP 和 SBN-BN/EP 復合材料儲能模量與溫度的關系曲線。當溫度為 70℃時, 純 EP 的儲能模量為 1.5 GPa, 而隨著混合填料含量增大, 復合材料的儲能模量增大。當混合填料的體積分數為 30%時,BP-BN/EP 和 SBN-BN/EP 復合材料的儲能模量分別達到了 3.978 和 3.982 GPa。分析原因可能是填料含量的增多阻礙了分子鏈的運動, 導致復合材料的剛性增強。
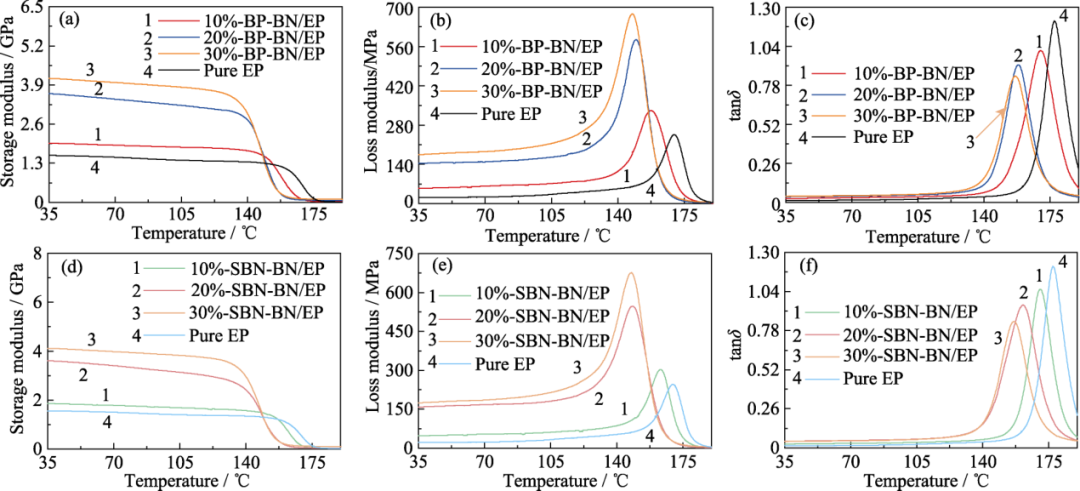
圖 7 BP-BN/EP 和 SBN-BN/EP 復合材料的熱力學性能
除此以外, 因為 BN 和 BP 的彈性模量高,消除了向 EP 基體傳播應力的阻力, 進而提升復合材料的儲能模量。當溫度進一步升高, 復合材料的儲能模量會發生急劇下降, 這主要是由于聚合物分子鏈會從玻璃態轉變為橡膠態, 能量損耗所致。
損耗模量的變化(圖 7(b, e))與儲能模量變化一致。與此同時, 損耗因子(tanδ)可以用來評價復合材料的玻璃化轉變溫度值。圖 7(c, f)是 BP-BN/EP 和SBN-BN/EP 復合材料的損耗因子與溫度變化的關系曲線, 從圖中可以看出, 加入填料后, 復合材料的玻璃化轉變溫度有所下降, 這是因為加入混合填料促進了復合材料內部熱量的傳遞, 減小了材料內部溫度差。因此, 高導熱的復合材料中的分子鏈更易移動。
除此之外, 混合填料使得復合材料具有更大的自由體積, 進而減小了聚合物分子鏈移動所需要的能量, 最終導致 BP-BN/EP 復合材料的玻璃化轉變溫度要比 SBN-BN/EP 復合材料的低, 這也表明 BP-BN/EP 具有優異的熱導率。
03
結論
本研究采用熔鹽法制備得到了結晶度高、亞微米尺寸的 BP 顆粒, 并通過調節熔鹽的種類和保溫時間來調控 BP 產率。在此基礎上, 將 BP 與 BN 混合作為填料添加到樹脂中, 隨后通過溶液澆注的方法制備得到 BP-BN/EP 復合材料, 并與 SBN-BN/EP復合材料的性能進行比較和探討。
研究發現, 當采用三鹽法及保溫時間為 5 h 時, BP 粉末的產率最高達到 74%(質量分數), 相對于單鹽提高了 33%(質量分數)。相較于 SBN-BN/EP 復合材料, 制備得到的BP-BN/EP 復合材料表現出優異的熱導率、熱穩定性及較好的熱力學性能。當混合填料體積分數為30%時, 其熱導率達到 1.81 Wm-1K-1, 比純 EP 的熱導率提高了 8.6 倍。
本研究創新性地提出了低成本熔鹽法合成 BP 的方法, 實現了 BP 的高產率, 并證實摻雜 BP 可有效提高復合材料的熱導率。
審核編輯 :李倩
-
電子元器件
+關注
關注
133文章
3311瀏覽量
104991 -
熱管理
+關注
關注
11文章
433瀏覽量
21748 -
復合材料
+關注
關注
2文章
217瀏覽量
13034
原文標題:研究 \ ?熔鹽法合成高導熱磷化硼及其熱管理性能研究
文章出處:【微信號:深圳市賽姆烯金科技有限公司,微信公眾號:深圳市賽姆烯金科技有限公司】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
高導熱高絕緣低介電材料 | 氮化硼散熱膜

導熱界面材料對降低接觸熱阻的影響分析
散熱第一步是導熱
有行鯊魚SY-2571聚氨酯導熱灌封材料,可靠的熱管理解決方案
導熱紙(膜)的研究進展 | 晟鵬技術突破導熱芳綸紙
導熱帶導冷帶半導體電刷線銅絞線熱熔連接帶總體布置
V0阻燃等級氮化硼高導熱絕緣片
EV電動汽車熱管理系統研究及二維氮化硼材料導熱方案

BMS系統中常用的7大有機硅導熱材料,你了解多少?
高導熱高絕緣高性能導熱硅膠墊片氮化硼墊片助力電動汽車BMS熱管理性能提升
新能源汽車電池熱管理中陶瓷材料的應用
5G通信散熱的VC及絕緣導熱透波氮化硼材料
單束熱管的電池熱管理模組低溫預熱特性研究
石墨烯基水性導熱涂料熱管理的優勢





 工商網監
工商網監
評論