") PLC編程怎么從菜鳥變成高手
PLC編程怎么從菜鳥變成高手
plc編程軟件由系統(tǒng)程序和用戶程序兩部分組成。系統(tǒng)程序包括監(jiān)控程序、編譯程序、診斷程序等,主要用于管理全機、將程序語言翻譯成機器語言,診斷機器故障。plc編程軟件系統(tǒng)由PLC廠家提供并已固化在EPROM中,不能直接存取和干預。用戶程序是用戶根據(jù)現(xiàn)場控制要求,用PLC的程序語言編制的應用程序(也就是邏輯控制)用來實現(xiàn)各種控制。
標準語言梯形圖語言是最常用的一種語言,它有以下特點:
梯形圖中接點(觸點)只有常開和常閉,接點可以是PLC輸入點接的開關也可以是PLC內部繼電器的接點或內部寄存器、計數(shù)器等的狀態(tài)。
PLC梯形圖中的接點可以任意串、并聯(lián),但線圈只能并聯(lián)不能串聯(lián)。
內部繼電器、計數(shù)器、寄存器等均不能直接控制外部負載,只能做中間結果供CPU內部使用。
PLC是按循環(huán)掃描事件,沿梯形圖先后順序執(zhí)行,在同一掃描周期中的結果留在輸出狀態(tài)暫存器中所以輸出點的值在用戶程序中可以當做條件使用。
1、認識梯形圖和繼電器控制原理圖符號的區(qū)別:
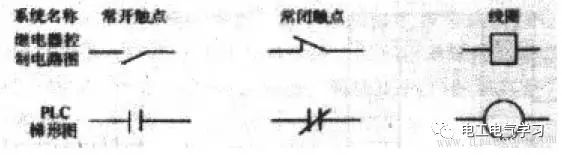
繼電器控制原理圖中的元件符號,有常開觸點、常閉觸點和線圈,為了區(qū)別它們,在有關符號邊上標注如KM、KA、KT等以示不同的器件,但其觸頭的數(shù)量是受到限制。而PLC梯形圖中,也有常開、常閉觸點,在其邊上同樣可標注X、Y、M、S、T、C以示不同的軟器件。它最大的優(yōu)點是:同一標記的觸點在不同的梯級中,可以反復的出現(xiàn)。而繼電器則無法達到這一目的。而線圈的使用是相同的,即不同的線圈只能出現(xiàn)一次。
2、編程元件的分類:
編程元件分為八大類,X為輸入繼電器、Y為輸出繼電器、M為輔助繼電器、S為狀態(tài)繼電器、T為定時器、C為計數(shù)器、D為數(shù)據(jù)寄存器和指針(P、I、N)。關于各類元件的功用,各種版本的PLC書籍均有介紹,故在此不介紹,但一定要清楚各類元件的功能。
3、編程元件的指令由二部分組成:
如 LD(功能含意)X000(元件地址),即 LD X000,LDI Y000......
4、熟識PLC基本指令:
(1) LD(取)、LDI取反)、OUT(輸出)指令;LD(取)、LDI(取反)以電工的說法前者是常開、后者為常閉。這二條指令最常用于每條電路的第一個觸點(即左母線第一個觸點),當然它也可能在電路塊與其它并聯(lián)中的第一個觸點中出現(xiàn)。
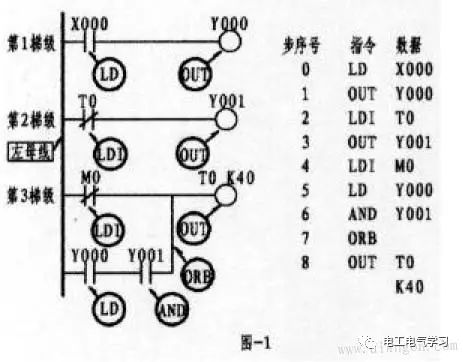
這是一張PLC梯形圖(不會運行)。左邊的縱線稱為左母線,右母線可以不表示。該圖有三個梯級;第1梯級;左邊第一個觸點為常開,上標為X000,X表示為輸入繼電器,其后的000數(shù)據(jù),可以這樣認為它使用的是輸入繼電器中的編號為第000的觸點(下同)。其指令的正確表示應為(如右圖程序所示):0、LD X000 (前頭的0 即為從第0步開始,指令輸入時無須理會,它會自動按順序顯示出)。 第2梯級;左邊的第一個觸點為常閉觸點,上標為T0,T表示定時器(有時間長短不同,應注意),0則表示定時器中的編號為0的觸點。其指令的正確表示應為:2、LDI T0(如程序所示)。 第3梯級;左邊第一個觸點為常閉,上標為M0, M為輔助繼電器(該繼電器有多種,注意類別),其指令的正確表示應為:4、LDI M0(如程序所示)。本梯級的第2行第一個觸點為常開,上標為Y000,Y表示輸出繼電器,由于該觸點與后面Y001觸點呈串聯(lián)關系,形成了所謂的電路"塊",故而其觸點的指令應為 5、LD Y000。總之LD與LDI指令從上面可以看出,它們均是左母線每一梯級第一觸點所使用的指令。而梯級中的支路(即第3梯級的第2行)有二個或二個以上觸點呈串聯(lián)關系,其第一觸點同樣按LD或LDI指令。可使用LD、LDI指令的元件有:輸入繼電器X、輸出繼電器Y、輔助繼電器M、定時器T、計數(shù)器C、狀態(tài)繼電器S。OUT為線圈驅動指令,該指令不能出現(xiàn)在左母線第一位。驅動線圈與驅動線圈不能串聯(lián),但可并聯(lián)。同一驅動線圈只能出現(xiàn)一次,并安排在每一梯級的最后一位。https://www.dgdqw.com如上圖中的1、OUT Y000,3、OUT Y001,Y為輸出繼電器,其線圈一旦接獲輸出信號,可以這樣認為,線圈將驅動其相應的觸點而接通外部負載(外部負載多為接觸器、中間繼電器等)。而上圖8、OUT T0 K40 為定時器驅動線圈指令,其中的K為常數(shù)40為設定值(類似電工對時間繼電器的整定)。可使用OUT指令元件有:輸出繼電器Y、輔助繼電器M、定時器T、計數(shù)器C、狀態(tài)繼電器S。
(2) 觸點的串聯(lián)指令AND(與)ANI(與非);前者為常開,后者為常閉。二者均用于單個觸點的串聯(lián)。二指令可重復出現(xiàn),不受限制,。如下圖所示。
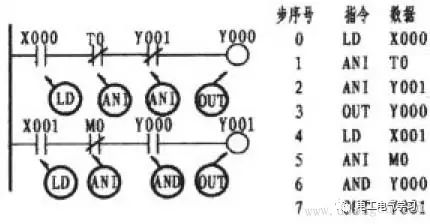
由第1梯級來看;X000、T0、Y001三觸點成串聯(lián)關系,即T0的常閉串接于X000的后端,而Y001的常閉則串接于T0常閉的后端。由于都是常閉故用ANI指令。現(xiàn)來看第2梯級;X000、M0、Y001,同樣三觸點也是串聯(lián)關系,M0的常閉接點串接于X001的后端,而Y000的常開接點則串接于M0的后端。故M0的指令用ANI,而Y000的指令則用AND(具體編程詳上圖),只要是串聯(lián)后面是常開的用AND,是常閉的則用ANI。可使用AND、ANI指令元件有:輸入繼電器X、輸出繼電器Y、輔助繼電器M、定時器T、計數(shù)器C、狀態(tài)繼電器S。
(3) 觸點并聯(lián)指令OR(或)、ORI(或反);觸點并聯(lián)時,不管梯級中有幾條支路,只要是單個觸點與上一支路并聯(lián),是常開的用OR,是常閉的則用ORI。如下圖所示。
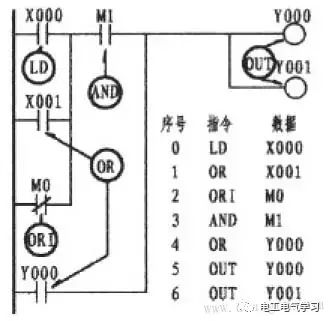
可以看出上圖的X000、X001、M0三者處于并聯(lián)關系。由于X000下面二條支路均為單個觸點,因X001是常開觸點,故用OR指令。而M0是常閉觸點,則用ORI指令。三接點并聯(lián)后又與M1串聯(lián),串聯(lián)后又與Y000并聯(lián),而Y000也是單個觸點,所以仍采用OR指令。可使用OR、ORI指令元件有:輸入繼電器X、輸出繼電器Y、輔助繼電器M、定時器T、計數(shù)器C、狀態(tài)繼電器S。
(4) 串聯(lián)電路塊的并聯(lián)指令ORB(或);任一梯級中有多(或單支路)支路與上一級并聯(lián),只要是本支路中是二個以上的觸點成串聯(lián)關系(即所謂的:串聯(lián)電路塊),則應使用ORB指令。如下圖所示。
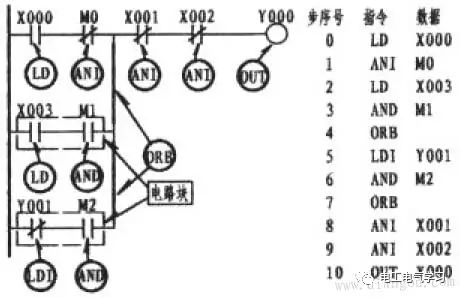
由上圖可以看出,第一支路X003的常開觸點與M1的常開觸點成串聯(lián)關系(在這樣的情況下,形成了塊的關系),它是與上一行的X000與M0串聯(lián)后相并聯(lián),此時程序的編寫,如步序號0、1、2、3、4所示。4所出現(xiàn)的第一個ORB指的是與上一行并。而第二支路,常閉Y001與M2同樣是串聯(lián)關系。也是一個塊結構,其串聯(lián)后再與第一支路并。故步序7再次出現(xiàn)ORB。ORB指令并無梯形圖與數(shù)據(jù)的顯示。可以這樣認為;它是下一行形成電路塊的情況下與上一行并聯(lián)的一條垂直直線(如圖中所示的二條粗線)。
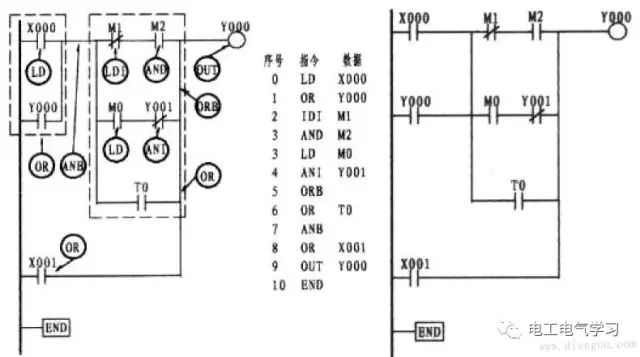
(5) 并聯(lián)電路塊與塊之間的串聯(lián)指令ANB;如左下圖虛線框內所示的二電路塊相串,各電路塊先并好后再用ANB指令進行相串。左圖的梯形圖可以用右圖進行簡化。程序的編寫如下圖所示。ANB指令并無梯形圖與數(shù)據(jù)的顯示。可以這樣認為;它是形成電路塊與電路塊之間的串聯(lián)聯(lián)接關系,是一條橫直線。
(6) 進棧指令MPS、讀棧指令MRD、出棧指令MPP和程序結束指令END;MPS、MRD、MPP這是一組堆棧指令。如下圖使用的二種堆棧形式;在堆棧形式下MPS應與MPP成對出現(xiàn)使用。如在第一堆棧形式下,則采用MPS、MPP指令。若在MPS、MPP指令中間還有支路出現(xiàn),則增加MRD指令,如下圖的第二堆棧所示。應知道MPS、MPP成對出現(xiàn)的次數(shù)應少于11次,而MRD的指令則可重復使用,但不得超過24次。要知道這一組指令,同樣并無梯形圖與數(shù)據(jù)的顯示。可以這樣認為;MPS是堆棧的起始點,它起到承上啟下的聯(lián)接點作用,而支路的MRD、MPP則與之依次聯(lián)接而已。而END指令則是結束指令,它在每一程序的結束的末端出現(xiàn)。
審核編輯 :李倩
-
繼電器
+關注
關注
132文章
5321瀏覽量
148622 -
線圈
+關注
關注
14文章
1813瀏覽量
44361 -
plc
+關注
關注
5008文章
13167瀏覽量
462149
原文標題:PLC編程怎么從菜鳥變成高手
文章出處:【微信號:電氣自動化控制網,微信公眾號:電氣自動化控制網】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
歐姆龍的PLC編程軟件有哪些?
PLC遠程編程調試平臺是什么

PLC遠程編程網關是什么
plc的編程語言有哪幾種
PLC的編程方式及編程語言
PLC編程語言和C語言的區(qū)別
PLC常用編程語言有哪些
plc編程入門基礎知識 plc編程語言有幾種
plc無線通訊模塊怎么用 plc無線通訊模塊怎么編程
plc梯形圖編程的基本原則
PLC新手編程入門指南:從基礎到實踐的旅程





 工商網監(jiān)
工商網監(jiān)
評論