 引線封裝的SMT組裝和PCB設計指南
引線封裝的SMT組裝和PCB設計指南
本應用筆記提供了Maxim Integrated引線封裝(SOIC、TSSOP、QSOP、QFP、SC70、SOP、SOT等)的PCB設計和SMT封裝指南。
介紹
引線封裝是表面貼裝集成電路 (IC) 封裝,包括四方扁平封裝 (QFP)、 小外形集成電路(SOIC)、薄型收縮小外形封裝(TSSOP)、小外形晶體管(SOT)、SC70等標準形式是扁平的矩形或方形主體,引線從兩個或所有四個側面延伸。 引線形成鷗翼形狀,以便在組裝到 PCB 時能夠牢固地立足。標準無鉛鉛表面處理為啞光錫。通過封裝的引線進行連接, 可以直接焊接到 PCB 上.當出于熱增強目的在某些封裝中提供裸焊盤時,裸露焊盤應 直接焊接到PCB上。圖1顯示了引線封裝的橫截面曲線。
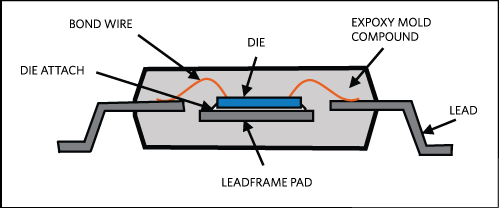
圖1.引線封裝的橫截面圖。
包裝大綱
套餐信息可在我們的網站 www.maximintegrated.com/packages 上找到。用戶可以查看特定于包類型或包代碼的包輪廓圖。
印刷電路板設計
對于PCB焊盤設計:需要精心設計和制造的印刷電路板(PCB),以實現最佳的制造良率和產品性能。表面貼裝器件使用兩種類型的焊盤模式:1) 阻焊層定義 (SMD) 焊盤的阻焊開口小于金屬焊盤,以及 2) 非焊接 掩模定義 (NSMD) 焊盤具有比金屬焊盤更大的阻焊層開口。馬克西姆推薦 使用 NSMD 焊盤,因為它們為焊料錨固在金屬焊盤的邊緣提供了更大的金屬區域。 NSMD提高了焊點的可靠性。只有一種類型的焊盤(NSMD或SMD)和一種焊盤表面 應在給定的足跡下使用表面處理。圖 2 顯示了 NSMD 和 SMD 焊盤模式設計。
焊盤圖案設計應遵循Maxim與特定封裝代碼對應的90-xxxx系列文檔。
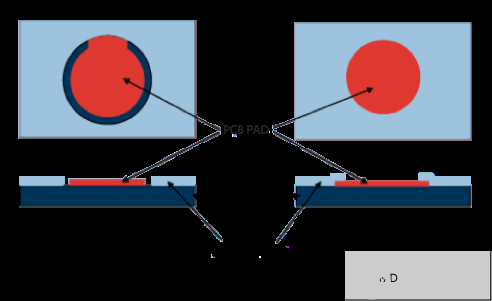
圖2.NSMD 和 SMD 焊盤模式的圖示。
裸露焊盤的 PCB 設計(導熱焊盤)
PCB上的導熱焊盤應設計為利用所提供的封裝的裸露焊盤。對于一個 單層板,導熱墊應連接到大表面焊盤,這樣才能散熱 通過表面墊。對于多層板,熱通孔應放置在導熱墊下方,以便 熱量可以散發到其他金屬層,以利用這些層中的金屬。熱通孔 設計應根據PCB制造商的能力和其他設計限制進行優化。
印刷電路板表面光潔度
有機可焊性防腐劑(OSP),化學鍍鎳沉金(ENIG),電解鎳金, 化學鍍鎳化學鍍鈀沉金(ENEPIG)、沉銀和沉錫飾面 用于工業。OSP 和 ENIG 推薦用于需要跌落測試可靠性的應用。
模板設計指南
模板厚度和圖案幾何形狀決定了沉積到設備上的焊膏的精確體積 土地模式。鋼網對準精度和一致的焊料量轉移對于均勻的焊料回流至關重要。模板通常由不銹鋼制成.
模板厚度:對于 0.50mm 間距封裝,建議使用 4 或 5 密耳厚的模板。0.65mm >封裝間距可容納 6 密耳厚的模板。
模板制造:用電拋光劑激光切割,比常規激光切割模板更好地釋放。
模板孔徑:必須嚴格控制公差。
孔壁應光滑,圓角和梯形橫截面可增強焊膏從孔徑中釋放。
裸露焊盤(導熱焊盤)的模板設計
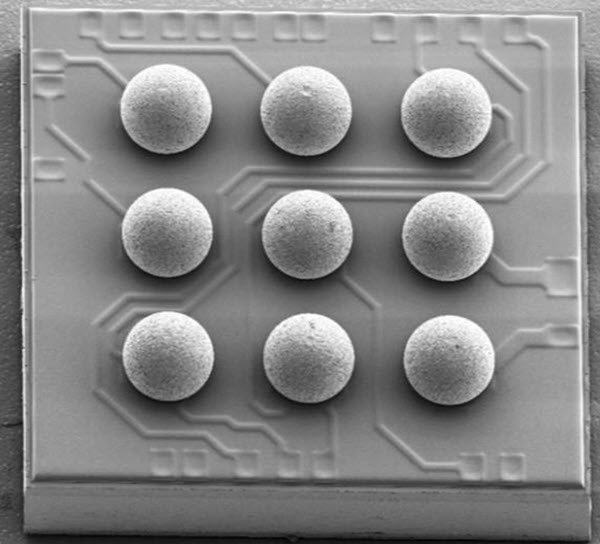
裸露的焊盤焊錫焊盤可以分割成焊盤陣列。焊盤陣列應通過分割創建 通過阻焊織帶實現全銅區域。分段式PCB設計有助于焊膏助焊劑在回流過程中放氣,從而降低已完成焊點的空隙百分比。與此同時, 單個焊料空隙的最大尺寸受單個矩陣段尺寸的限制。圖 3 顯示 裸焊盤的阻焊層設計示例。
設計建議:
60% 至 80% 錫膏覆蓋率
圓角可最大限度地減少焊膏堵塞
底部開口大于頂部的正極膠帶
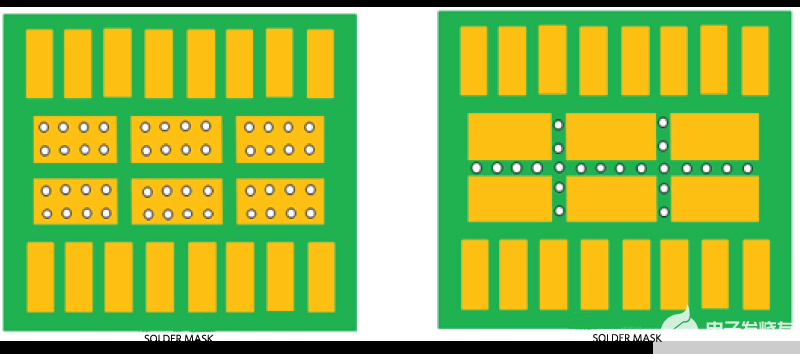
圖3.裸焊盤的阻焊層設計示例。
焊膏
焊膏是SMT組裝過程中最重要的材料之一。一般來說,建議 使用免清洗焊膏。但是,最終用戶應評估其整個過程和使用情況,以確保所需的 結果。建議使用 3 型(或更精細)焊膏進行 0.5mm 間距打印。建議氮氣吹掃 在焊料回流期間。
清潔要求
如果使用低殘留、免清洗焊膏,則無需清潔 PCB。然而,對于不同類型的免清洗焊膏,Maxim建議針對特定應用進行評估,以檢查是否需要去除電路板上的殘留物。
回流 焊
Maxim引線封裝兼容所有行業標準焊料回流工藝。與所有表面貼裝一樣 器件中,檢查所有新電路板設計上的配置文件非常重要。此外,如果有高 元件混合在板上,必須在板上的不同位置檢查型材。元件 溫度可能會因周圍元件、PCB 上部件的位置和封裝密度而異。 回流曲線指南基于PCB焊盤焊點位置的實際引線溫度。 焊點的實際溫度通常與回流系統中的溫度設置不同。 因此,Maxim建議在實際焊點位置使用熱電偶檢查輪廓。一個 應使用氮氣強制常規烤箱。溫度均勻性應為5°C。
Maxim建議遵循JEDEC推薦的回流焊曲線J-STD-020E。
|
配置文件功能 |
描述 |
回流焊曲線 |
|
T斯敏 |
溫度 |
150°C |
|
T最大 |
最高浸泡溫度 |
200°C |
|
TS |
TSMIN和TSMAX之間的時間 |
60–120 秒 |
| TL |
液體溫度 |
217°C |
| TL |
高于 T 的時間L |
60-150秒 |
| TP | 峰值封裝體溫 |
260°C |
| TP |
時間在 T 的 5°C 以內P |
30 秒 |
|
爬坡率(tL到 TP) |
3°C/秒(最大值) |
|
|
爬坡率(tL到 TP) |
6°C/秒(最大值) |
|
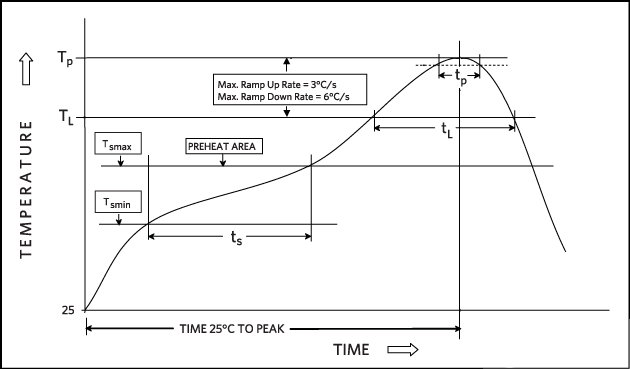
圖4.回流曲線的分類。
檢查
Maxim建議遵循IPC規范進行檢測規范。轉到 www.ipc.org 了解更多信息。 圖5顯示了一個焊接良好的引線示例。焊料圓角應該能夠在 兩側,但不在引線頂部的焊料上。
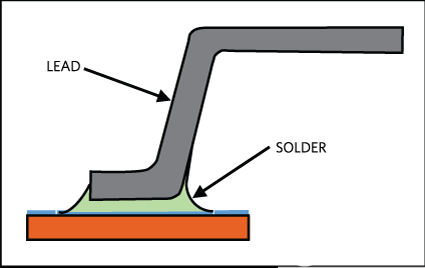
圖5.精心焊接的引線位于精心設計的 PCB 上。
濕氣敏感性
根據J-STD-020D規范,Maxim引線封裝被歸類為JEDEC標準。
對于那些僅滿足 MSL3 的包裝(通常是較大的封裝和特殊封裝),所有部件都經過烘烤和 裝運前用干燥劑和濕度指示卡干包裝。如果濕度指示卡變成粉紅色,或者部件暴露的時間超過其地板壽命,請將包裝烘烤 +125°C 48 小時。
請參閱 JEDEC 規范 J-STD-020D,正確使用對濕氣/回流焊敏感的表面貼裝器件。
重做
返工質量不易控制。如果需要對有焊接缺陷的零件進行返工,Maxim建議 在 +125°C 下烘烤 PCB 組件至少 4 小時. 至少使用以下步驟:
通過從電路板上拆下零件來卸下零件。確保局部加熱以避免過熱 連接組件。
取下焊盤上所有剩余的焊料。
清潔電路板。
通過用模板打印再次應用焊料。
放置零件。
回流 焊。
清潔印刷電路板并檢查。
拾取和放置(P 和 P)
傳統的貼裝系統可以使用封裝輪廓或引線位置作為 安置指南。使用引線位置的放置指南往往更準確但速度較慢,并且需要 復雜的視覺處理系統。封裝輪廓放置方法運行速度更快,但準確性較低。這 合同PCB組裝商可以確定用于此過程的最可接受的方法.
審核編輯:郭婷
-
集成電路
+關注
關注
5382文章
11396瀏覽量
360945 -
pcb
+關注
關注
4318文章
23022瀏覽量
396423 -
smt
+關注
關注
40文章
2885瀏覽量
69068
發布評論請先 登錄
相關推薦
PCB拼版對SMT組裝的影響
啥?PCB拼版對SMT組裝有影響!
SMT組裝工藝流程的應用場景(多圖)
【華秋干貨鋪】SMT組裝工藝流程的應用場景
PCB板的SMT組裝工藝與焊接工藝介紹
SMT生產設備對PCB設計有哪些要求

如何針對SMT組裝工藝流程優化PCB設計
PCB設計中SMT為什么會有60%以上的組裝缺陷
SMT電子組裝都有哪些生產步驟呢
DC電源模塊的 PCB設計和布局指南







 工商網監
工商網監
評論