 三防漆自動涂覆工藝的常見問題及解決方法
三防漆自動涂覆工藝的常見問題及解決方法
三防膠常見工藝問題分析之氣泡常見的氣泡類型:
1、直徑大于300微米的大氣泡

2、直徑小于300微米的小氣泡

3、大小氣泡同時出現
如何解決氣泡?
首先需要了解:
涂覆線的所有工藝;
三防漆的類型;
三防膠的黏度和厚度;
使用的涂覆設備;
固化設備;
板子的設計。
典型的溶劑型涂覆線:
選擇性涂覆設備(1m2)+流平揮發傳送帶(1m2)+4m 紅外固化爐(如果是UV膠,UV爐1m)
溶劑的揮發/紅外固化
溶劑隨著溫度的升高揮發速度加快。
以下情況能產生氣泡:
太多的溶劑留在漆膜中;
爐溫太高---表層快速結皮;
三防膠黏度過高,氣泡無法迅速釋放;
三防膠厚度過厚,氣泡無法迅速釋放;
流平揮發區域排風過大;
流平揮發區域排風過小。
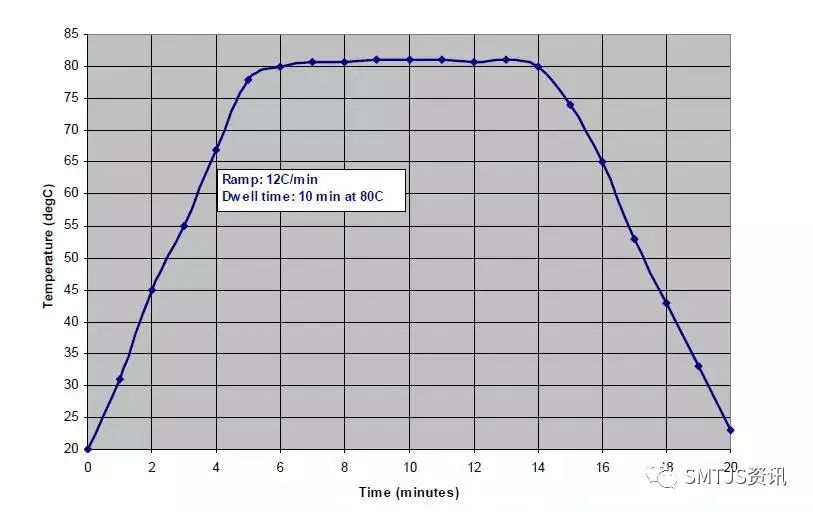
因此建立正確的爐溫曲線非常重要。
以下是一個典型的溶劑型三防膠的固化爐溫曲線:
怎么辦?
板子1過正常流程;板子2室溫下自干。
表干后比較兩塊板子,如果氣泡出現在:
只有板子1,應該是固化時產生;
板子1和2,應該是涂覆時產生;
只有板子2,從未發現過此種情況。
另外,氣泡的位置同樣很重要(與板子設計有關)。
解決:
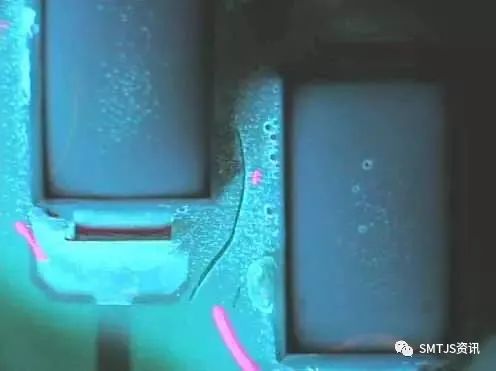
大氣泡=溶劑沸騰
優化爐溫曲線,降低爐溫曲線爬坡坡度;
增加固化前流平溶劑揮發量;涂覆時減小膠量,
如減少重疊涂覆區域。
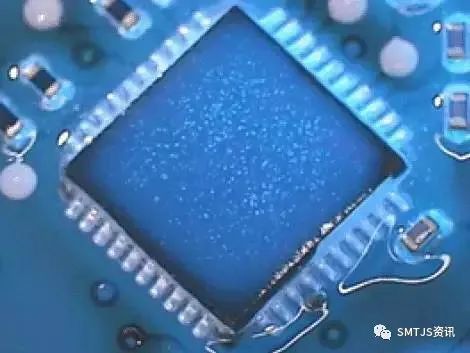
小氣泡=壓縮空氣式漆罐涂覆方式
降低漆罐的氣壓;
降低固化爐溫;
增加固化前流平溶劑揮發量;
更換稀釋劑類型。
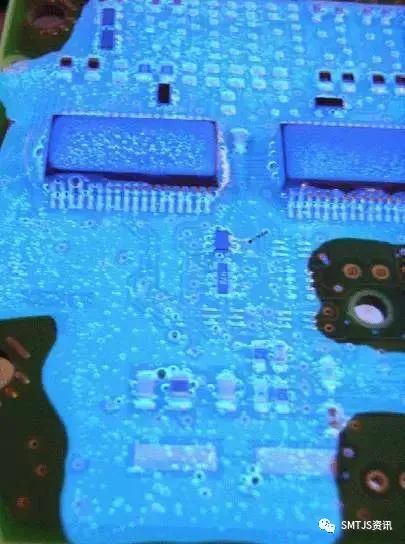
三防膠的氣泡
三防膠常見工藝問題分析之裂紋
因為膜厚過厚引起的裂紋
因為助焊劑殘留造成的裂紋

如何解決裂紋?
優化爐溫曲線,爐溫不能過高;
確認涂層已經完全固化,以達到最佳的性能;
減小膜厚;
清洗板子,尤其是焊點周圍。
三防膠常見工藝問題分析之起皮元器件上的分層

阻焊層上的分層

阻焊層與三防膠涂層的兼容性
阻焊劑的成分里含有添加劑,用來改善表面質量(如美化修飾、增加耐磨性、增加潤濕性等等)
這些添加劑可能會對三防膠涂層產生兼容性影響。
阻焊層修飾

明亮的修飾=阻焊層沒有被正確處理=表面質量不一致
表面能量:達因筆
使用方法:
把達因筆裝滿墨水,測試范圍32-44達因/cm
建議最小能量:38達因/cm,以獲得較好的潤濕效果和附著力

42達因/cm:失敗
38達因/cm:成功
因保護造成的分層

移除保護時造成分層,漆層附著力較差
建議涂層達到指觸干燥時(涂層仍柔軟)去除保護
如何消除分層
減小膜厚
減小爐溫升溫速度
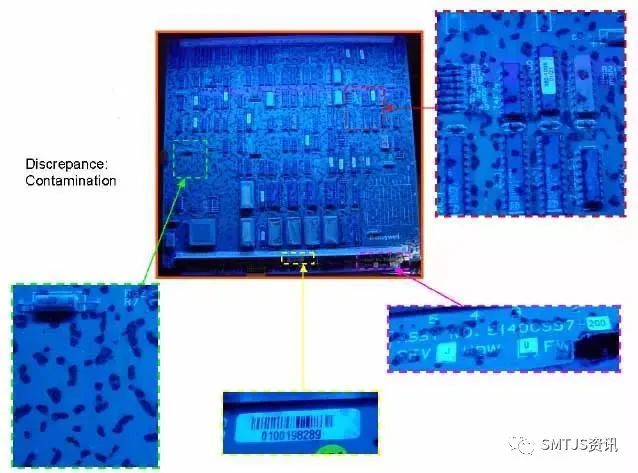
三防膠常見工藝問題分析之污染污染有兩種:離子型和非離子型
脫模劑污染:

助焊劑殘留:

指印:

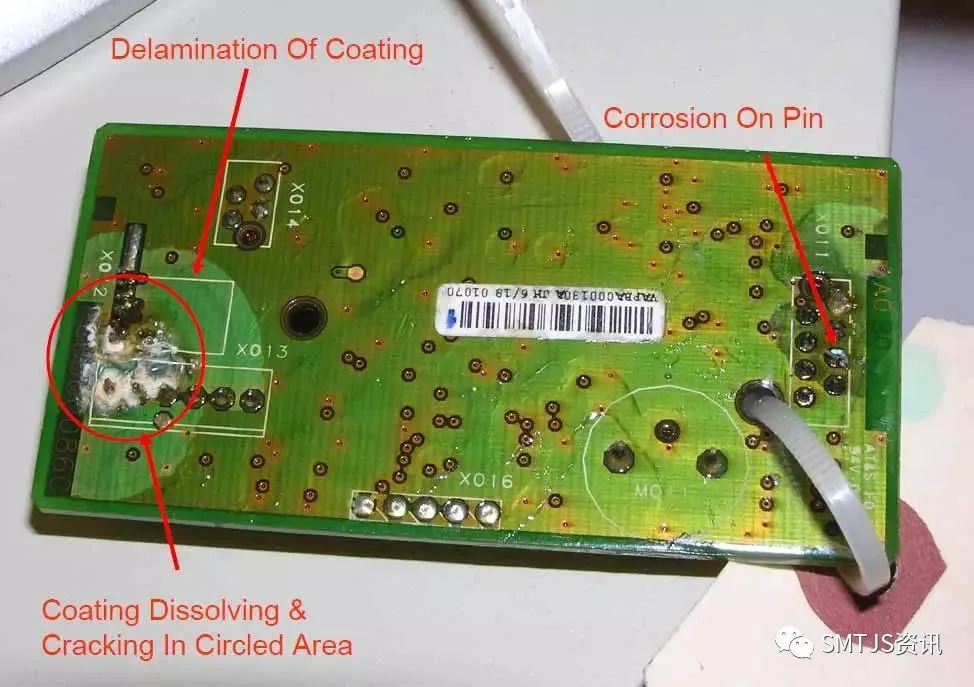
因污染造成的缺陷:涂層剝離、涂層溶解或開裂、焊點腐蝕
慢性反潤濕
原因:
大面積污染;
阻焊層的表面活性劑含硅;
粘合劑含硅;
清洗槽污染;
HASL(熱風整平)造成的污染。
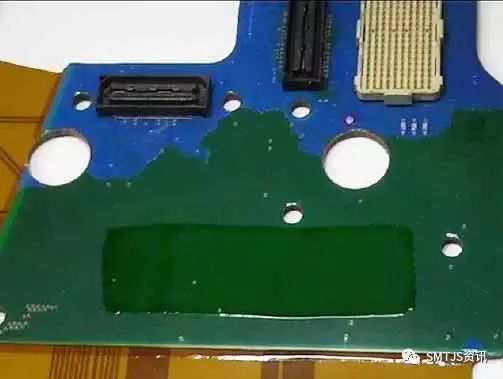
局部反潤濕1

解決:
接觸板子時戴手套;
清洗板子;
溶劑型三防膠比水溶性或100%固含量的三防膠更不容易產生反潤濕。
局部反潤濕2

原因:
漆膜太薄;
稀釋劑過多;
PCB表面能量過低。
解決:
清洗板子;
使用黏度更高的三防膠。
針孔

原因:
有灰塵或其他臟污在板子表面;
一般手噴會產生此問題。
解決:
清洗板子;
水性三防膠更容易產生針孔;
使用溶劑型三防膠。
污染從何而來?
板子的制作過程;
元器件;
裝配設備;
焊接工藝;
操作員的操作;
不正確的清洗。
怎么辦?
清洗板子;
對于非清洗的板子,建議使用溶劑型的三防膠;
對于被污染的板子,水性漆和100%固含量的三防膠會比溶劑型更容易產生缺陷,因為水性漆的表面張力>溶劑型表面張力。
三防膠常見工藝問題分析之毛細現象
毛細現象圖片

毛細現象的原因
受以下問題影響:
板子設計:小間距管腿連接器
過于苛刻的涂覆要求
三防膠黏度過低
三防膠流量過大
底材與三防膠的表面張力不合適
怎么辦?
涂覆區域與連接器距離增加
在連接器周圍使用遮蔽膠形成圍欄
使用黏度更高的三防膠降低膜厚
清洗板子或者重新設計板子。
審核編輯 :李倩
-
工藝
+關注
關注
4文章
580瀏覽量
28758 -
三防漆
+關注
關注
2文章
108瀏覽量
8280
原文標題:三防漆自動涂覆工藝的常見問題及解決方法
文章出處:【微信號:現代電子裝聯工藝技術交流平臺,微信公眾號:現代電子裝聯工藝技術交流平臺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦

光刻膠涂覆工藝—旋涂
PCB三防漆的作用、工藝要求..







 工商網監
工商網監
評論