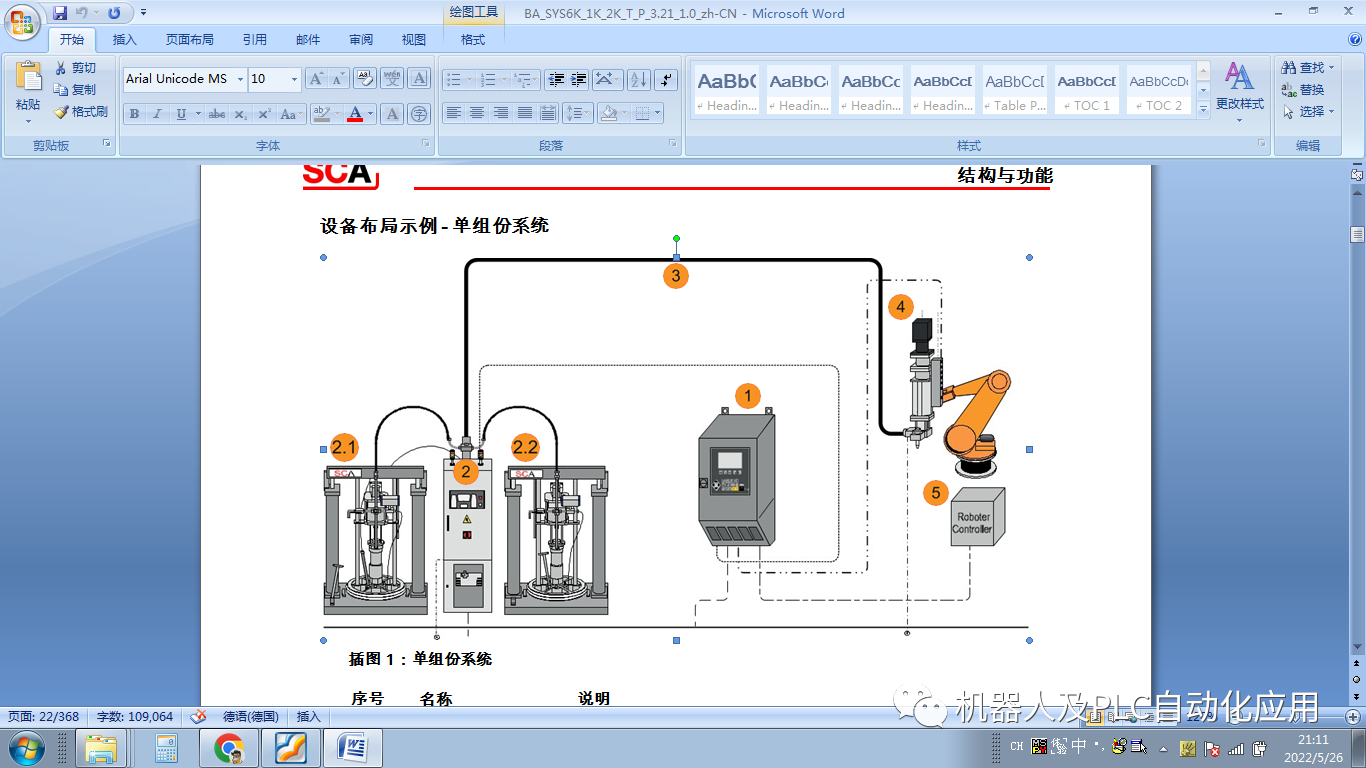
 SCA涂膠的設備的基礎功能介紹
SCA涂膠的設備的基礎功能介紹
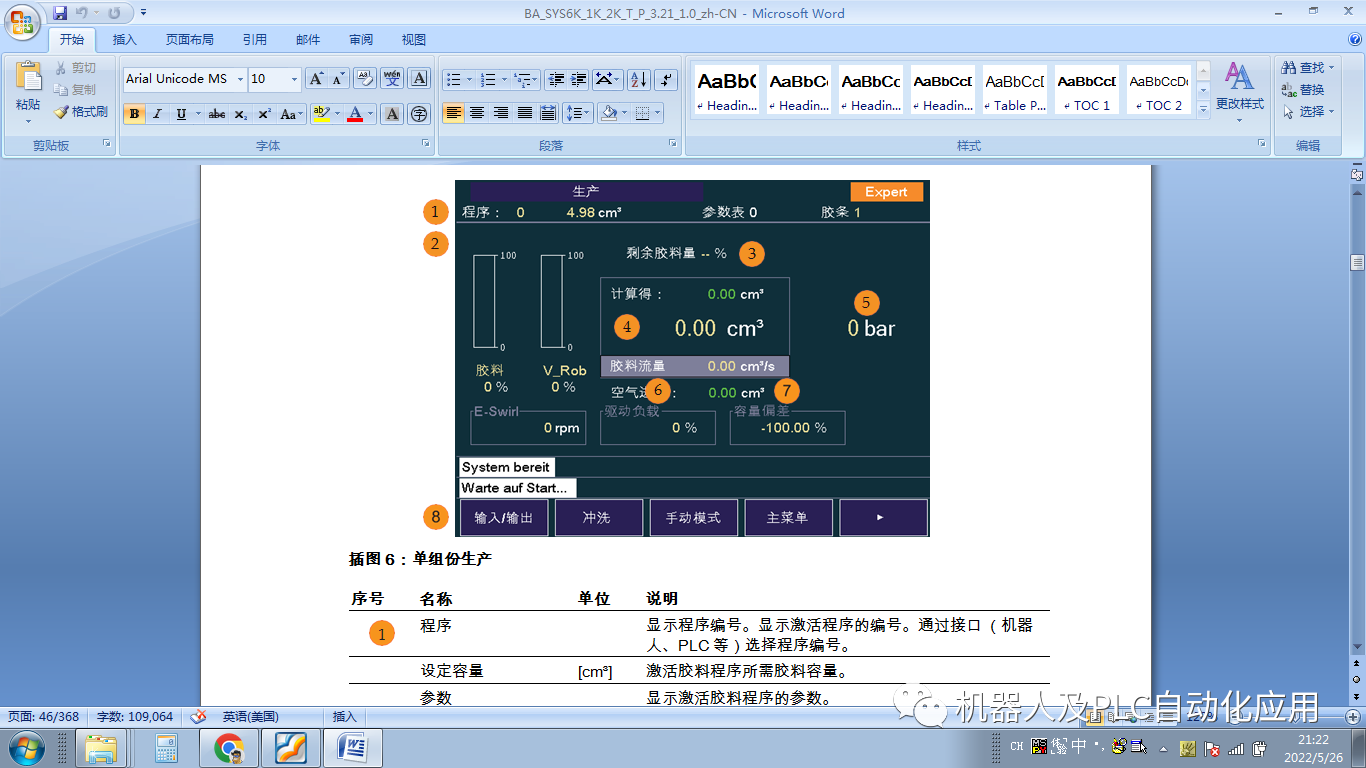
程序
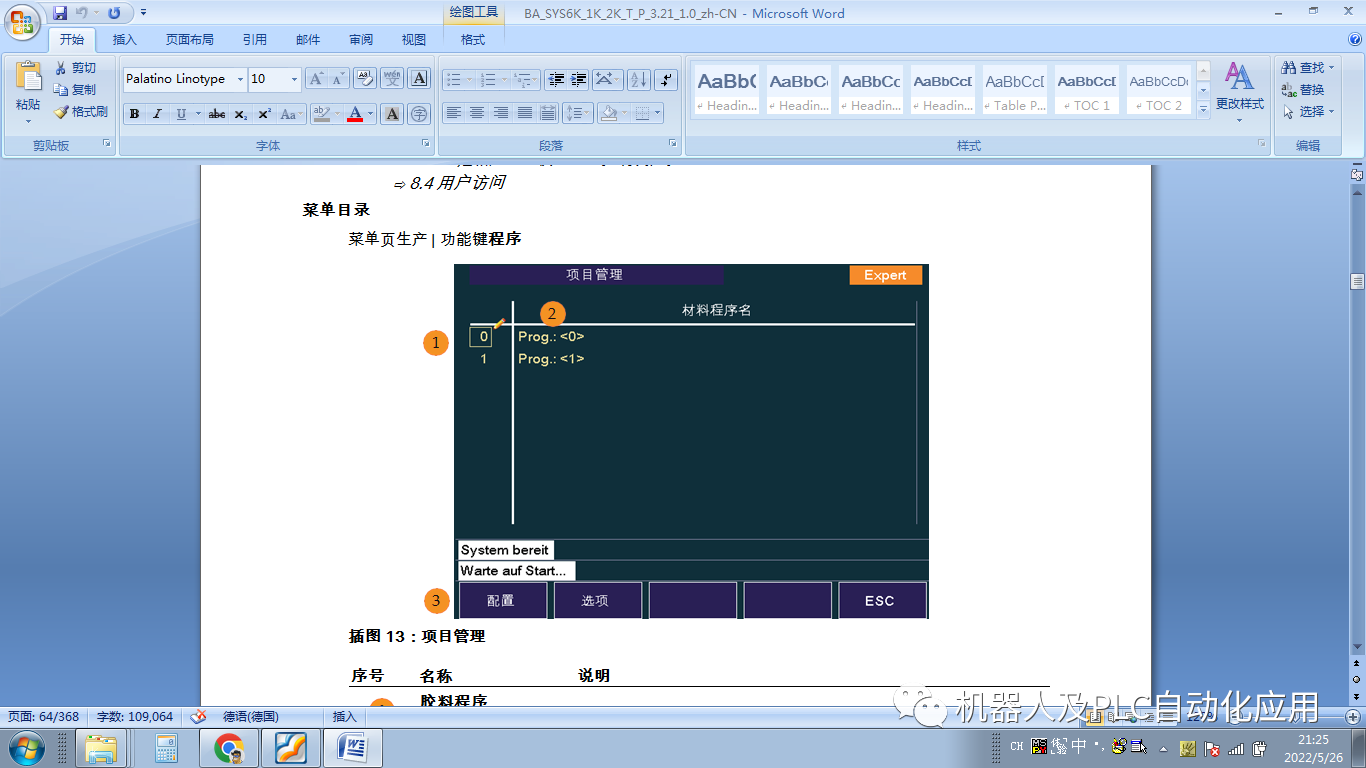
程序包含了涂膠操作所必需的過程參數。在啟動涂膠循環之前,上級控制裝置選擇程序,為涂膠循環確定常規過程參數。在涂膠循環期間不可更換或更改程序。當前涂膠循環結束前,所選程序內設定的設定值必須保持不變。
一個程序包括:
?程序編號
?程序名稱 (對程序的文字命名)
?設定容量、上限和下限
?膠料流量設定值 (進行流量調節時)
?膠料壓力設定值 (進行壓力調節時),上限和下限
?空氣比例,噴射空氣延時
?預壓設定值
?單位容量的偏差 (通過容量進行預壓力調整時)
?規定涂膠時間,預壓力調整應根據該時間來進行
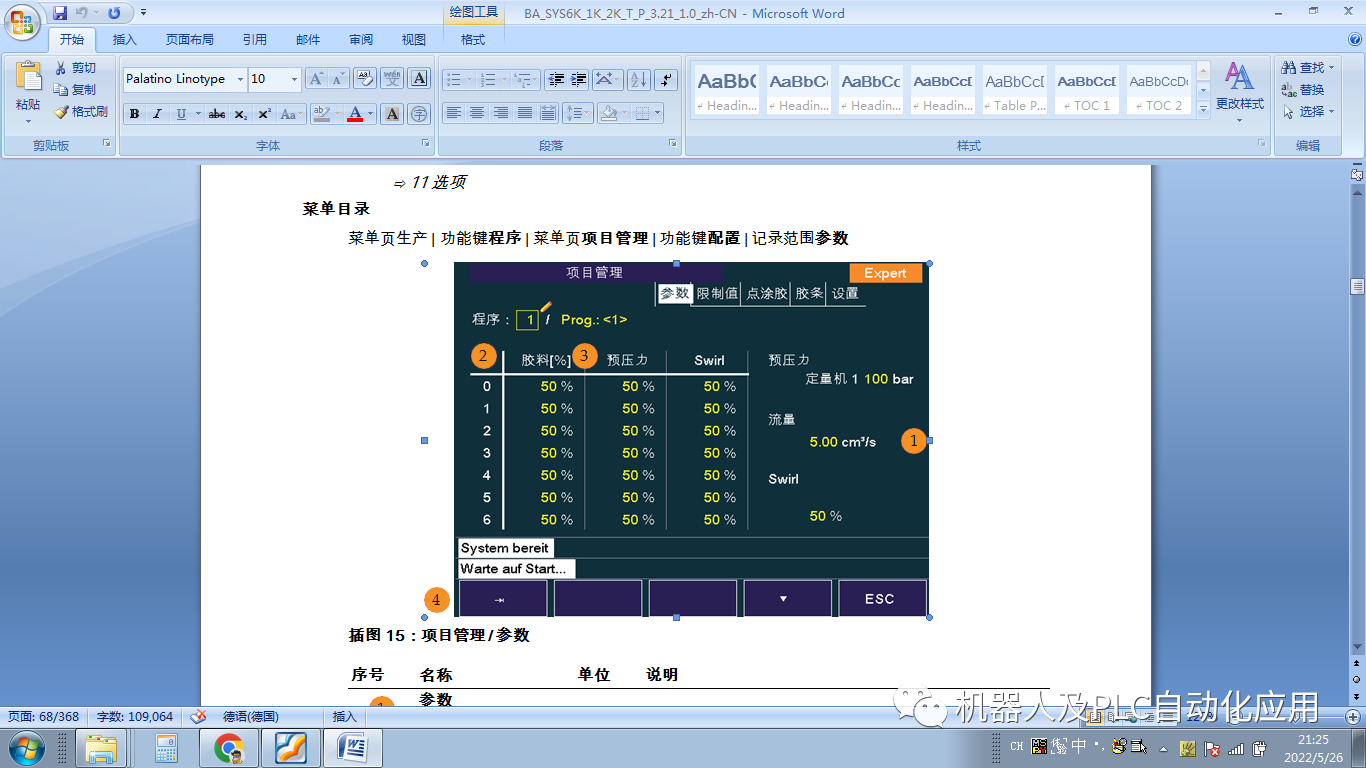
?參數組 (膠料流量系數、預壓系數、噴射空氣系數 (可選)。)
參數組 過程參數可以通過參數組來定義,可在涂膠循環時更改過程參數。例如,選擇所需參數組,在涂膠過程中增大或減小膠料流量。 參數組中確定了下列過程參數的系數。
?膠料流量
?預壓力
?空氣比例 (可選)
預壓力
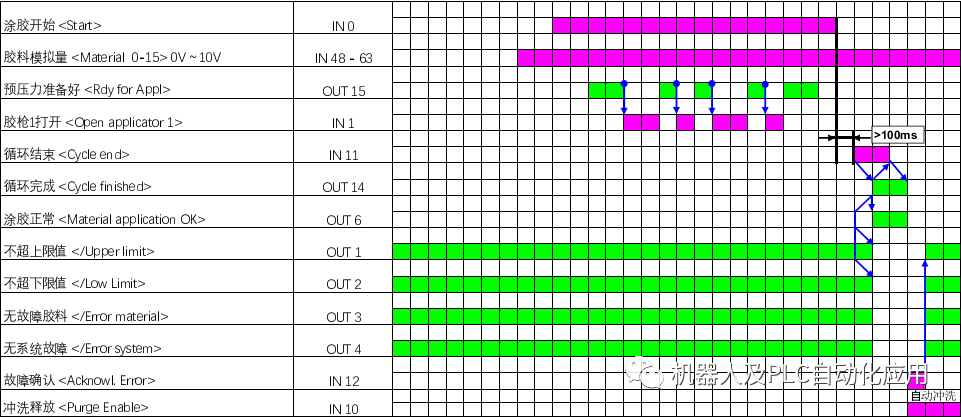
發出啟動涂膠循環輸入信號后,定量機內會首先形成預壓力。達到預壓力值時,控制裝置 SYS 6000 報告達到預壓力。膠槍可以不依賴預壓而單獨打開。通過建立預壓力,涂膠操作可以在涂膠開始時得到優化。
通過下列方法調節預壓力:
?所選程序的預壓力過程參數
?所選參數組的預壓系數
自動預壓力調整 對有些膠料而言,只在涂膠開始時進行一次預壓力調整是不夠的,因為在涂膠過程中預壓可能會有所改變。因此經常調整預壓力是很有必要的。
如 “ 預壓力調整 ” 功能已激活,則系統會自動將預壓力調整到涂膠壓力大小。 不同情況可觸發自動預壓力調整:
?在涂膠過程中過一段時間后 (取決于程序)
?發出機器人信號 (觸發信號)(取決于程序)
?在一定的系統停機時間后
?排出的膠量與額定膠量出現偏差
?在涂敷結束時短接縫,取決于排出的膠量 (對比程序中設定的額定膠量)(取決于程序) 自動預壓力調整功能通過本控制裝置激活或關閉。
雖然這里輸入的數值是針對經過一段停機時間后進行自動預壓力調整,但對所有其他預壓力調整方式也同樣有效。
膠料流量 在涂膠期間,膠料流量由下列因素決定:
?所選程序的過程參數 “ 膠料流量 ”
?所選參數組的膠料流量系數
?上級控制裝置的膠料設定值 (模擬值) 過程參數膠料流量是以程序特定的。參數組中定義膠料流量系數。示例:
| 過程參數 “ 膠料流量 ” (程序) | 4 cm3/s |
| 膠料流量系數 (參數組) | 50% |
| 參數組確定的膠料流量設定值 | 2 cm3/s |
通過切換參數組,膠料流量可以在一個涂膠循環內進行更改。 此外,所要設定的膠料流量還取決于特定的運行參數 (如機器人的運行速度)。機器人通過一個速度比例值調整膠料流量,使其適應于機器人速度。
涂用的膠料量
實際涂用的膠料量取決于下列因素:
?所選程序的過程參數 “ 膠料流量 ”
?所選參數組的膠料流量系數
?上級控制裝置的膠料設定值 (模擬值)
?發出輸入信號 “ 膠槍打開 ” 的時間
?關閉膠槍中形成的預壓力
反應時間
混合基礎膠料和硬化劑組份后,該雙組份膠料可正常處理。但一段時間過后,雙組份膠料的可處理性便降低。許可的反應時間結束。
控制裝置監控距離許可的反應時間結束還剩多長時間 (剩余時間{0}),當超出許可的反應時間時, 發出故障消息。
如果在許可的反應時間過后涂敷該雙組份膠料,可能會出現膠料涂敷不均勻的情況。因此,超過許可的反應時間后應使用新的、處理性好的膠料更換該雙組份膠料(沖洗)。
如果不進行更換,該雙組份膠料將繼續硬化。達到一定的硬化程度后,將無法再處理該雙組份膠料并對涂膠系統造成損傷。
最長反應時間已結束。 控制裝置監控從超過許可的反應時間到達到最長反應時間之間的這段時間 (超時)。若達到最長反應時間,控制裝置將發出類別 3故障消息。系統閉鎖,更換混合器后才可重新進行涂膠操作。 故障分析 在每一次
涂膠循環結束時,控制裝置都進行一次故障分析。進行故障分析時,系統檢查排出的膠料量是否在公差范圍內或者是否存在膠料故障。
如果發出輸出信號涂膠循環結束,則該輸出信號在涂膠循環后通過狀態信息告知用戶涂膠正常或輸出故障消息。出現的類別 2 或 3 的故障消息必須在開始下次涂膠循環前予以確認。
下次涂膠循環開始時,控制裝置將確認由于容量分析而產生的故障消息。這些故障將保存在數據庫中。
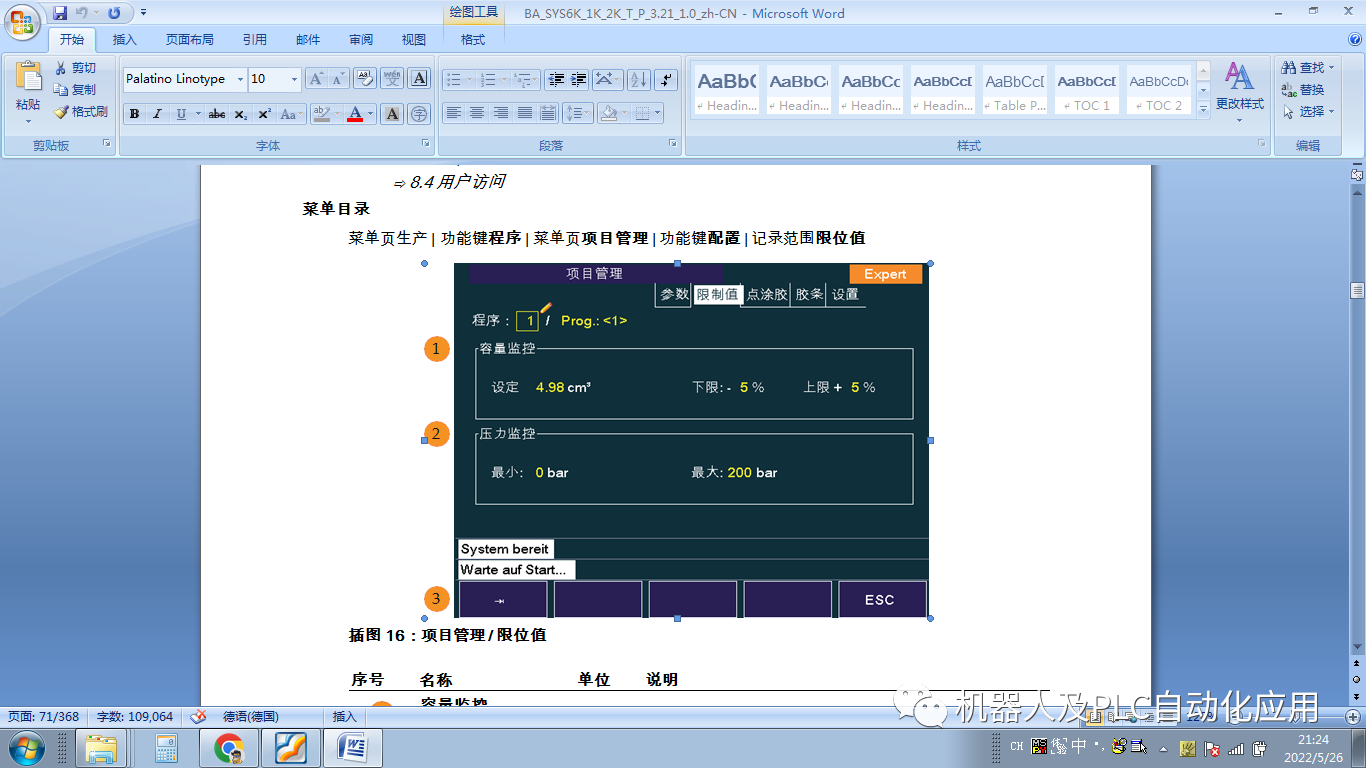
壓力監控
過程參數最小壓力和最大壓力用于監控膠料壓力。如果在涂膠時壓力超出了最小和最大允許范圍,就會發出涂膠壓力低于最小值和涂膠壓力超過最大值的故障消息。發現故障后,控制裝置將作出下列反應:
?控制板上顯示故障消息。
?將故障消息發送至上級控制裝置,復位相應的輸出信號。
?記錄到故障存儲器中。 在控制裝置中可配置超過程序中設定的壓力極限值是否會導致涂膠中斷或者至少壓力低于定量機許可的壓力時是否只生成一個故障消息。最遲在超過定量機最大許可壓力后中斷涂膠過程,以防損壞機械結構。
膠量監控 程序參數容量、下限和上限對涂膠量沒有影響。它們只用于監控功能。一旦控制裝置發現高于上限或低于下限的情況,就會作出下列反應:
?控制板上顯示故障消息。
?將故障消息發送至上級控制裝置,復位相應的輸出信號。處理過程取決于配置接口。
? 記錄到故障存儲器中。
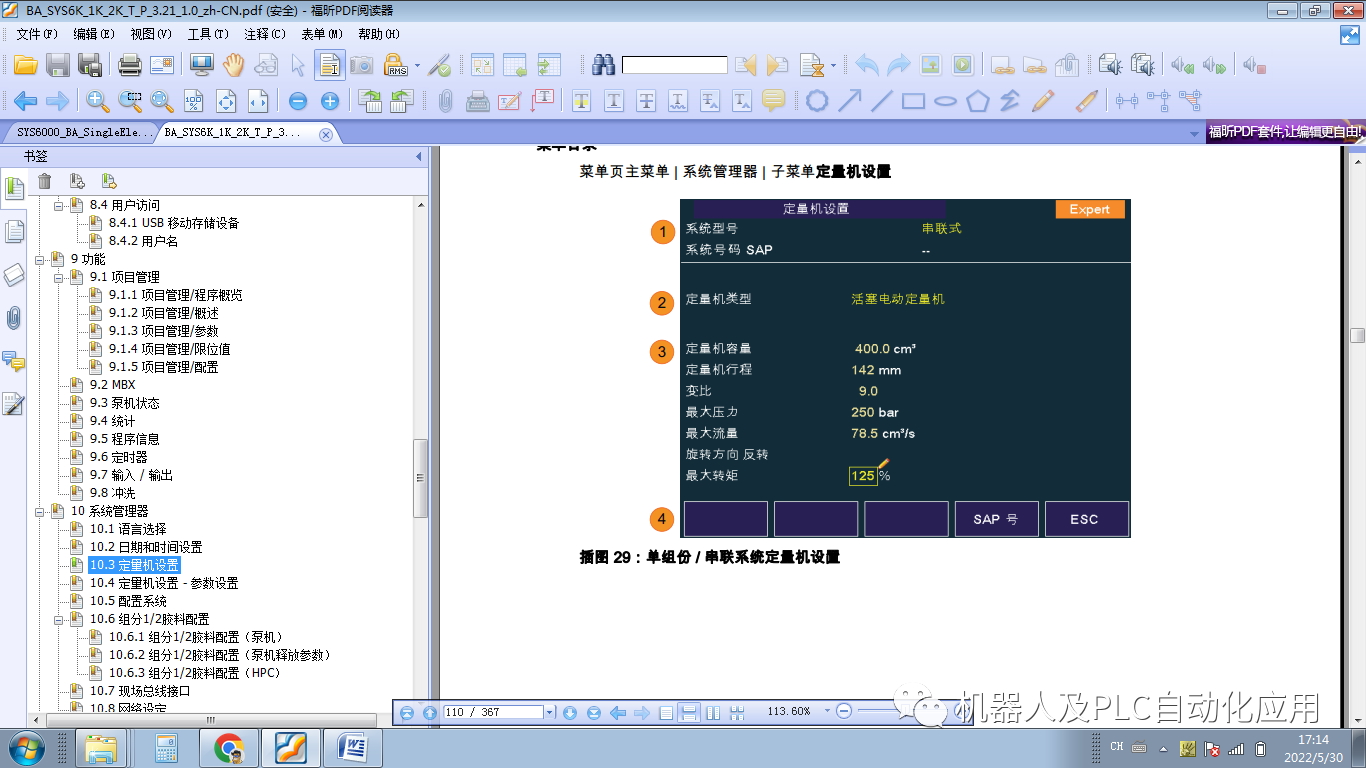
定量機設置
| 3 | 輸送量 | [cm3] |
定量機最大輸送量。 ? 僅適用于齒輪定量機。 |
| 定量機容量 | [cm3] | 定量機膠料腔最大容量。 | |
| 定量機行程 | [mm] | 定量機膠料活塞最大行程。 | |
| 變比 | [1:x] | 驅動器和膠料活塞之間的變速比。 | |
| 最大壓力 | [bar] |
定量機最大工作壓力。 該設置限定項目管理中的數值。 |
|
| 最大流量 | [cm3/s] |
定量機最大許可膠料流量。 該設置限定項目管理中的數值。 |
|
| 旋轉方向 反轉 |
轉向切換受定量機規格或定量機上驅動器的加裝方式影 響。 |
||
| 最大轉矩 | [%] | 定量機最大許可轉矩。以免定量機受損。 | |
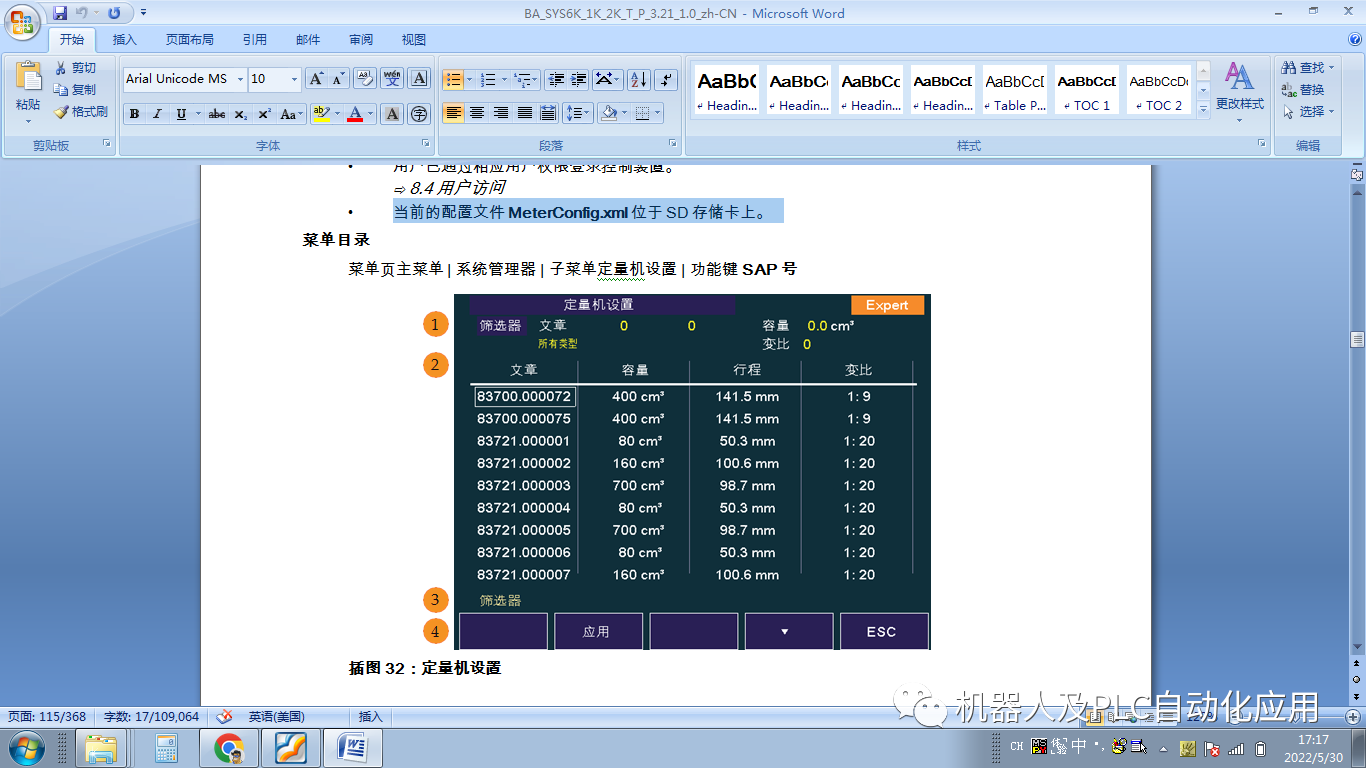
| 4 | SAP 號 | 打開定量機設置菜單頁。通過定量機商品編號設置。 |
在該菜單頁上顯示已激活定量機的基本參數。
系統包含一份系統文件 (MeterConfig.xml),其中包含所有帶 SCA 商品編號和相應參數的通用定量機類型。
通過商品編號配置定量機。
SCA 商品編號、總容量、行程和定量機變速比參見定量機銘牌。
定量機設置 - 參數設置
?當前的配置文件 MeterConfig.xml位于 SD存儲卡上。
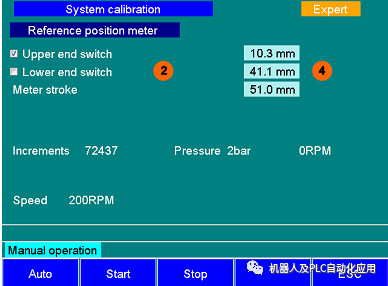
系統校準:
在 “ 校準 (Calibration)” 菜單中、“ 參考運行 (Reference run)” 用于記錄和保存整個儀表行程以及上下引發劑的位置。
需要校準數據方可記錄儀表的工作范圍和計算使用的膠料。
要啟動參考運行、加熱和膠料供給系統必須處于開啟狀態并已準備好進行操作。
參考運行包含 4 個單獨的步驟。
? 第一步、打開填充閥。填充儀表直至達到上機械擋塊。 上機械擋塊是校準儀表時所用的參考值。
? 第二步、校準上引發劑;同時、系統搜索并保存引發劑的位置 (邊緣更改輸入信號)。 在整個參考運行過程中、儀表活塞勻速移動。膠料壓力取決于使用的膠料。
? 第三步、校準下引發劑;同時、系統搜索并保存引發劑的位置 (邊緣更改輸入信號)。
? 第四步、清空儀表直至達到下機械擋塊、從而確定儀表的總行程。 如果參考運行已結束、將通過消息“ 已完成 (Finished)” 確認流程。
審核編輯:劉清
-
sys
+關注
關注
0文章
9瀏覽量
9156 -
SCA
+關注
關注
1文章
36瀏覽量
11959 -
定量器
+關注
關注
0文章
3瀏覽量
5566
原文標題:SCA涂膠的設備的基礎功能介紹V1.21
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
涂膠機小常識
自動涂膠機分類
智能涂膠機控制系統設計
基于ZedBoard的SCA架構的設計原理

KUKA機器人對于涂膠設備的清膠控制
涂膠設備原理及KUKA機器人控制分析+MAKRO






 工商網監
工商網監
評論