") 螺紋孔在加工完成后深度不夠怎么修復(fù)?
螺紋孔在加工完成后深度不夠怎么修復(fù)?
在機(jī)械加工行業(yè)對工件攻螺紋的過程中,有時會碰上因?yàn)楣に嚥缓侠恚ㄒ鸭庸ぢ菁y孔的工件焊后再加工其螺紋孔端面)、加工人員讀圖失誤(看錯尺寸)或操作失誤(計(jì)算錯誤、鉆淺底孔、編程錯誤以及鉆攻螺紋孔深度定位錯誤)等諸多因素導(dǎo)致某些工件上的螺紋孔在加工完成后存在深度不夠的現(xiàn)象。
此類問題一經(jīng)發(fā)生,由于鉆床的穩(wěn)定性較差,操作者和工藝技術(shù)人員往往會直接將待修復(fù)螺紋孔的工件安裝在鏜床或銑床工作臺上,校正緊固后采用螺紋孔底孔鉆頭按照螺紋孔內(nèi)徑校正后,鉆削其底孔至圖樣深度,再對其用絲錐進(jìn)行攻螺紋修復(fù)。但這種方法很容易使操作者在加深鉆削底孔的過程中,對原螺紋發(fā)生“摩擦式的切削”,導(dǎo)致已有螺紋出現(xiàn)破壞,影響了螺紋孔的加工質(zhì)量。
同時,這種修復(fù)方法要求操作者具有較好的技術(shù)水平,且對螺紋孔校正過程時間較長,工作效率很低。利用鏜銑類設(shè)備對其進(jìn)行修復(fù)的成本也相對較高。另外,如果螺紋孔端面由于被組焊后再加工或其他原因而發(fā)生了與螺紋孔中心線不垂直的現(xiàn)象,必然會出現(xiàn)在二次鉆削螺紋底孔的過程中導(dǎo)致對已有螺紋的破壞,從而也必然會導(dǎo)致工件螺紋孔發(fā)生報廢或降級的隱患。筆者在經(jīng)過多次研討和試驗(yàn)后,尋找到了一系列工效比較快、質(zhì)量可靠穩(wěn)定的竅門。
一、在搖臂鉆床上修復(fù)螺紋孔淺的方法
如果工件材質(zhì)硬度較高,修復(fù)其螺紋孔時可在搖臂鉆床上鉆攻。但需先按照圖1所示的方式校正螺紋孔的中心線與鉆床主軸的中心線平行,然后再直接用鉆頭校正螺紋孔和鉆床鉆軸的中心線同軸,并用鉆頭、絲錐按照要求的尺寸對深度淺的螺紋孔進(jìn)行鉆攻。
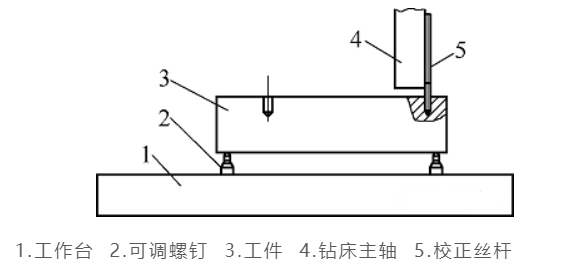
修復(fù)螺紋孔的步驟:首先,將工件安放到已布置在鉆床工作臺上的可調(diào)螺釘上;其次,將校正絲桿旋入待修的螺紋孔中并擰緊,以確保校正絲桿中心線與螺紋孔中心線一致;然后,將鉆床主軸與校正絲桿貼近(須留間隙,防止鉆床主軸將校正絲桿擠歪而影響校正精度),并調(diào)整可調(diào)螺釘,使校正絲桿與鉆床主軸平行,漸調(diào)漸靠,確保其平行度誤差不大于0.03mm,可用一張紙條在鉆床主軸與校正絲桿之間的上下部分抽拉,使其受力均勻即可;最后,將鉆夾頭安裝在鉆床主軸中,把改型的鉆頭裝夾在鉆夾頭中,使鉆頭插入待修螺紋孔中,觀察其柄部與螺紋孔各處間隙均勻一致后,按要求尺寸鉆削,完成鉆孔后換上絲錐攻螺釘即可。
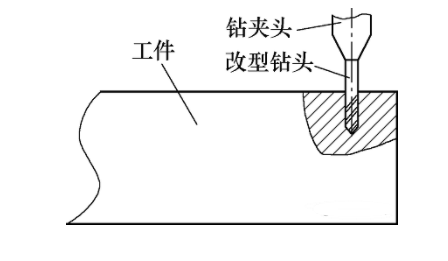
改型鉆頭的制作非常簡單,將一舊鉆頭的鉆刃長度盡量磨至夠用即可。其直柄部分均勻地磨去或車去1mm,使其在鉆孔中與原螺紋孔存在1mm間隙,不再發(fā)生對螺紋孔已有螺紋的損傷。
校正絲桿的精度要求較高,其螺紋部分必須與直柄部分同軸,不得存在彎曲,且其長度一般為待修螺紋深度的3~5倍,以確保校正精度。
二、用手槍鉆修復(fù)螺紋孔淺的方法
對于體積較大、質(zhì)量較重且材質(zhì)較軟的工件(如鋁合金類工件)需要修復(fù)直徑尺寸較小的螺紋孔深度淺的問題時,可用手槍鉆夾持前述改型鉆頭直接對其鉆削,然后再用手動攻螺紋即可(見圖2)。
三、結(jié)論
對于修復(fù)小型螺紋孔的方法很有創(chuàng)新性,特別是采用了利用舊鉆頭車、磨后的改型鉆頭,實(shí)屬小發(fā)明,不僅再利用了廢舊物資,還解決了業(yè)內(nèi)較為棘手而又確實(shí)存在的問題。在實(shí)際生產(chǎn)過程中能夠切實(shí)解決螺紋孔淺的修復(fù)問題,方法簡捷、實(shí)用,且能夠普及,值得推廣。
審核編輯 :李倩
-
機(jī)械加工
+關(guān)注
關(guān)注
1文章
70瀏覽量
14067 -
螺紋孔
+關(guān)注
關(guān)注
0文章
6瀏覽量
5694
原文標(biāo)題:螺紋孔在加工完成后深度不夠,怎么修復(fù)?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
PCB盲孔加工控制成本的方法
使用LMK04828配置完成后,將相應(yīng)信息配置到芯片后未完成鎖屏,鎖屏狀態(tài)未上拉,為什么?
散熱鋁基板怎么開螺紋孔
埋盲孔PCB線路板加工流程
WPS完成后,主機(jī)應(yīng)用程序如何從ESP讀取WPA安全密鑰?
PCBA電路板焊接后檢測質(zhì)量的方法
內(nèi)孔激光熔覆修復(fù)原理及應(yīng)用

定位車驅(qū)動孔磨損如何修復(fù)
定位車驅(qū)動孔磨損的修復(fù)
定位車驅(qū)動孔磨損的修復(fù)
定位車驅(qū)動孔磨損如何修復(fù)
電機(jī)軸端是否應(yīng)加入軸端螺紋孔?
復(fù)雜深孔的高效加工方法!






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論