 高壓線引流線夾螺栓預緊裝置擰緊力分析及控制方法
高壓線引流線夾螺栓預緊裝置擰緊力分析及控制方法
0 引言
高壓線引流線夾的作用是將高壓線電流引入大地或其他位置,引流線夾的固定方式一般都是采用螺栓固定。螺栓 預緊力會隨著時間的增加而變小,需要人工進行擰緊。傳統 的人工擰緊方式是維修人員一手持絕緣套筒將螺桿固定,一 手持絕緣扳手擰緊螺帽,并且需要不停地改變夾緊螺帽的位置。如果引流線夾是采用2組螺栓固定,擰緊的時候還會被 另一組螺 栓 妨礙,導致了這種方式的擰 緊效率慢,勞 動 強 度大。
現有技術對上述問題進行了一定的研究,文 獻[1]設 計 了一種全自動擰緊裝置,該技術采用全自動螺栓擰緊機提高 螺栓的擰緊速度,雖然能夠節省勞動力,但是帶電作業執行 困難,使用不便。文獻[2]設計了一種四臂機器人攜帶擰緊 裝置對引流線夾進行擰緊,該技術通過移動機器人雙臂攜帶 螺栓末端的機械手和攜帶螺栓擰緊末端機械手實現預緊,雖 然提高了一定的效率,解決了安全問題,但是前期的投入過 大,并且節省的時間不多。
本研究根據螺栓預緊力學原理,設計一個新型自動預緊 裝置,在提高螺栓擰緊速度的同時,還 保 證 了 作 業 人 員 的 安全。
1 預緊裝置設計思路
螺栓連接是連接2個物體最常用的連接方式,而螺栓的預緊是螺栓連接中最重要的部分。預緊不僅可以提高螺栓 連接的穩定性、疲勞強度和防松脫能力,還能增強兩連接件 的緊密性和剛 性[3]。螺栓和連接件產生的沿螺栓軸心方 向 的力被稱作預緊力,預緊力也可以理解為擰緊螺栓所需要的 力。預緊力的大小影響著連接的可靠性,預緊力過小連接不 穩定,預緊力過大則會導致連接失效。擰 緊 力 矩 的 大 小、螺 栓與連接件之間的摩擦大小和螺栓與螺母之間的摩擦大小 都對預緊力的大小有一定影響[4]。
結合傳統的螺栓擰緊方式,本研究設計出一個螺栓擰緊 裝置來代替人工擰緊,具備以下特點[5]。
(1)擰緊效率高。傳統的人工擰緊效率慢,設 計 的 擰 緊 裝置應該提高擰緊效率,保證帶電作業的效率。
(2)預緊力較高。人工擰緊方式只能根據維修人員的 經驗來保證 較 高 的 預 緊 力,這種方式無法保證預緊力的大 小,可能會出現預緊力過高或者過低的情況,從 而 導 致 螺 栓 連接的不可靠,設計的裝置應該能夠保證螺栓具有較高的預 緊力。
(3)安全性高。帶電作業的危險性較高,人 工 擰 緊 方 式 存在巨大的安全隱患,設計出的預緊裝置安全性要高,保 證 維修人員的安全性。基于以上內容,設計出的新型預緊裝置如圖1所示。
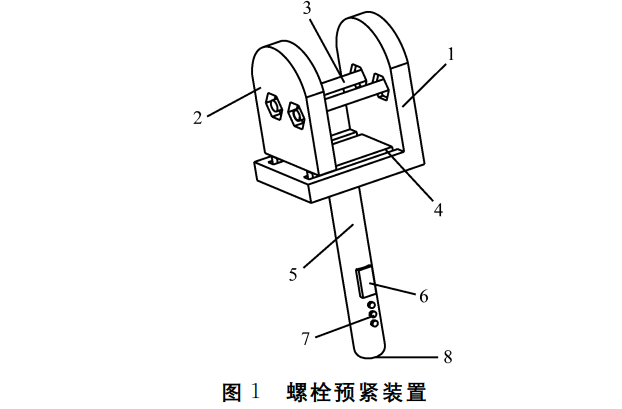
注:1為 L形螺柱固定板,2為 螺 帽 擰 緊 板,3為 螺 栓,4為 滑 槽,5為 把手,6為液晶顯示屏,7為調節按鈕,8為可拆卸底蓋。
圖1中,1、2的作用是固定和擰緊螺栓,1可以固定螺栓 的螺柱 頭,2固定螺栓的螺帽,2內部有動力裝置,擰 緊 的 過 程中會向螺柱探頭一側運動,為 此 在1底部開設了滑槽,能 夠讓擰緊螺栓時2能夠運動,同時可以手動調節2的位置來 擰緊不同長度的螺栓[6]。該裝置可以同時擰緊2組螺栓,1、 2開設了2組預緊空孔,解 決 了2組螺栓距離太近而相互干 擾的問題,同時也提高了擰緊的效率[7]。
為了提高操作的安全性,本設計的思想是減少維修人員 與螺栓的直接接觸時間,維修人員只需將螺栓放入到裝置的 固定位置,按下按鈕即可完成擰緊任務,同時,裝置的表面材 料采用絕緣橡膠或者絕緣塑料,最大程度地保證維修人員的 安全性[8]。
本研究中的把手內部是空心的,目 的 是 放 置 動 力 源,本 設計采用兼容式充電設備,比如可充電式鋰電池或者動力源 采用異步電機,型 號 為 YS-60KTYZ(使 用 交 流220V 電 壓) 等,能夠根據用戶需求進行選擇[9]。螺栓的預緊力在聯結不 同材料的東西時可能需要的預緊力不同,因此為了該裝置能 夠滿足不同預緊力的需求,設置了3種模式:一般預緊力、較 高預緊力和最大預緊力[10]。
擰緊完成后,內部的力矩傳感器會將當前力矩大小傳送 到比較模塊,比較完成后將結果顯示在液晶顯示屏上,維 修 人員可以直觀地了解到擰緊的效果,從而進行相應的處理。
2 關鍵技術設計
2.1 擰緊力評價方法
本研究從高壓線引流線夾螺栓預緊裝置進行工作時的 擰緊狀態具有的復合應力σv 以及具有的緊固扭矩和實現的 預緊力之間的關系來分析預緊裝置的特性。當 高 壓 線 引 流 線夾螺栓預緊裝置處于擰緊工作狀態時,預緊裝置除了自身 張力輸出應力σ,在進行預緊工作時,還產生扭轉剪切應力τ, 復合應力σv 與輸出的 應 力σ 和 剪 切 應 力τ 有 關 系。其 關 系 式通過以下公式表示:
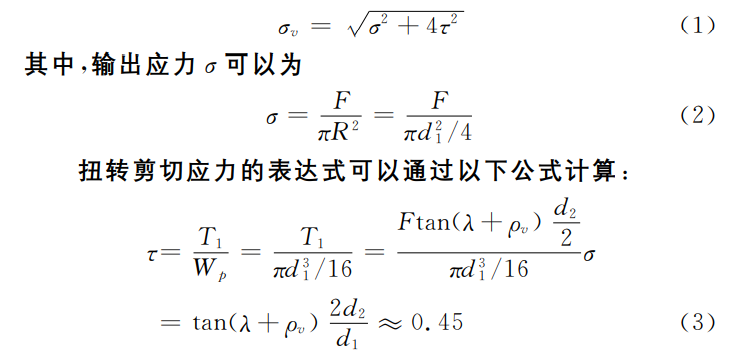
通過式(1)~式(3)能夠將復合應力σv 與 輸 出 的 應 力σ 和剪切應力τ 之間的關系以數學表達的形式表達出來。為 了更清楚地表示三者之間的關系,則 通 過 圖 2 的 曲 線 圖 表示。
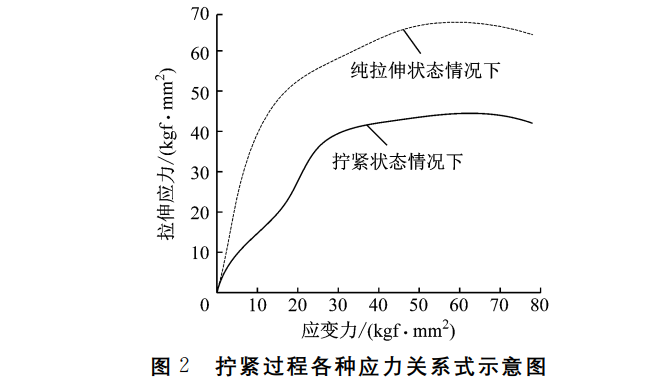
通過圖2可以看到,高壓線引流線夾螺栓預緊裝置在工 作過程中,在相同外界環境以及外部力的作用下,與 高 壓 線 引流線夾螺栓預緊裝置在單純拉伸時所經受的應力相比,其 經受的拉伸應 力 比 較 小。因 此,通過擰緊力評價時,可 以 通 過應力大小來衡量。
高壓線引流線夾螺栓預緊裝置在緊固時,可以分為緊固 扭矩和支承 面 扭 矩,緊固產生的扭矩在材料彈性區域內產 生,此時的緊固扭矩和高壓線引流線夾螺栓預緊裝置的預緊 力之間的關系為直線關系,通過數學表達式可以為:

式中,T 表示高壓線引流線夾螺栓預緊裝置在緊固時產生的 扭矩(單位為 N·m),Ts 表示高壓線引流線夾螺栓預緊裝置 在緊固時的螺 紋 扭 矩(單 位 N·m),TW 表示高壓線引流線 夾螺栓預緊裝置在緊固時其內部承受擰緊力的支承面扭矩 (單位為 N·m),F 表示高壓線引流線夾螺栓預緊裝置在緊 固時產生的預 緊 力 大 小,d2 表示高壓線引流線夾螺栓預緊裝置在緊固時內徑大小(單 位 為 mm),ρ表示高壓線引流線 夾螺栓預緊裝置在緊固時螺紋當量具有的摩擦角,λ表 示 高 壓線引流線夾螺栓預緊裝置在緊固時螺紋傾斜度,dm 表 示 高壓線引流線夾螺栓預緊裝置在實現緊固動作時的螺母支 承面平均直徑(單位為 mm),μn 表示高壓線引流線夾螺栓預 緊裝置在實現緊固動作時的螺母支承面產生的摩擦系數。
2.2 擰緊力矩控制設計
本設計針對人為判斷不準確問題,利用力矩傳感器和 AT89C51單片機來 設 計 一 個 系 統,使 得 擰 緊 完 成 后 維 修 人 員可以從液晶顯示屏中直觀地看到預緊力是否達到要求,同 時可以控制電機的頻率來滿足不同的螺栓。系 統 的 架 構 如 圖3所示。
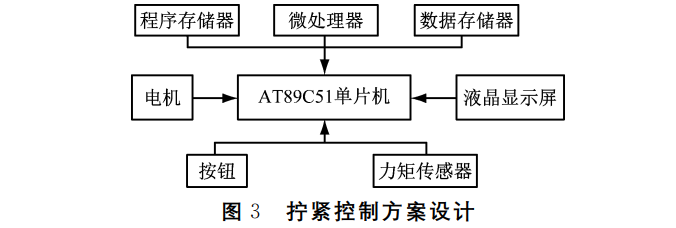
AT89C51單片機是整個系統的核心,主 要 分 為 微 處 理 器、程序存儲器和數據存儲器三部分。系統的功能主要有兩 個,第一個是擰緊完成后將螺栓的預緊效果輸出到液晶顯示 屏上,這里采用了力矩傳感器來采集擰緊完成時的力矩,采 集完成后,通過I/O 接口將力矩信息傳輸到單片機,單 片 機 中的程序存儲器中存儲了計算程序和比較程序,將擰緊完成 時的預緊力跟螺栓需要的預緊力進行對比,最后將結果輸出 道液晶顯示屏上;第二個是控制電機的頻率,YS-60KTYZ型 號的電動機本身是不具備變頻功能的,但是可以通過單片機 來實現變頻,單片機可以控制電源的輸出,從而控制電機的 輸出頻率,通過按鈕調節單片機來控制電源實現電機變頻。
在進 行 軟 件 設 計 時,采 用 軟 件 為 VisualC+軟 件 工 具;在進行初始化時,需要進行初始化的參數包括預緊力力矩、 參數 變 量、參數數據采集卡,預緊參數選擇數據、參 數 設 置、 力矩調 控、預緊力測量功能、數 據 管 理、氣 缸 控 制 行 程、伺 服 電機動作信息、傳感器執行狀態等。預緊力輸出控制程序如 圖4所示。
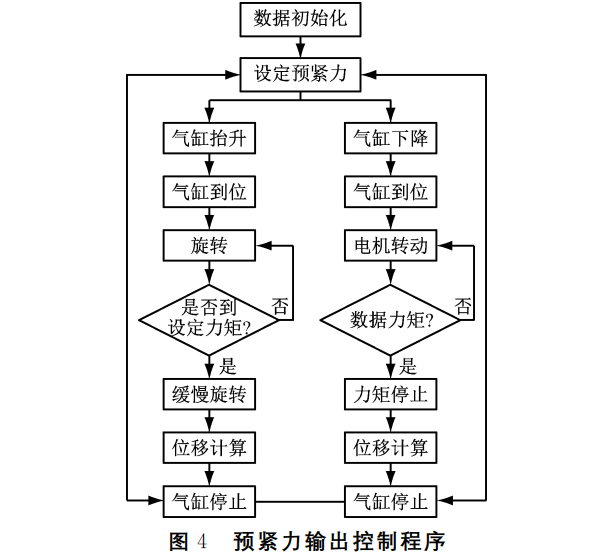
在圖4的控制 程 序 中,進行預緊力設置之后,再 設 置 鎖 緊螺母擰緊力矩 T 的最大容許范圍以及摩擦力矩值的容許 范圍。當氣缸抬升時,將已經設置好的參數按照命令程序啟動命令,然后判斷是否已經達到了設定力矩;當 實 際 力 矩 與 設定力矩相差不大時,通 過 人 力 旋 轉,通過設定程序進行位 移計算;當允許誤差在設定范圍時,氣 缸 停 止 運 行。當 氣 缸 抬升時,采用的是相反的計算程序。用戶通過操作面 板,執 行按鈕 動 作,能夠實現氣缸的多種動作,比 如 上 升、下 降、停 止、啟動等。
如何判斷預緊力大小是否合適,假 設 預 緊 力 矩 T 介 于 1.321~1.432KTmax,K 為 介 于1~3之 間 的 常 數,Tmax為 動 力源采用異步電機 YS-60KTYZ的最大輸出力矩,當 變 速 器 的速比達到最 大 時,則可輸出最大力矩。根 據 程 序 設 置,可 以將摩擦力矩設置 為1.321~1.432PTmax。其 中,P 為 已 知 常數,假設預緊力誤差 為δ,則滿足以下關系式,則 表 示 預 緊 力為最合適,

其中,δ0 為介于0.01~0.04之間的常數,δi 為夾緊部件與預 緊裝置接觸時的相對位置量,δj 為夾緊部件與預緊裝置接觸 處總的彈性變形量。
3 試驗結果與分析
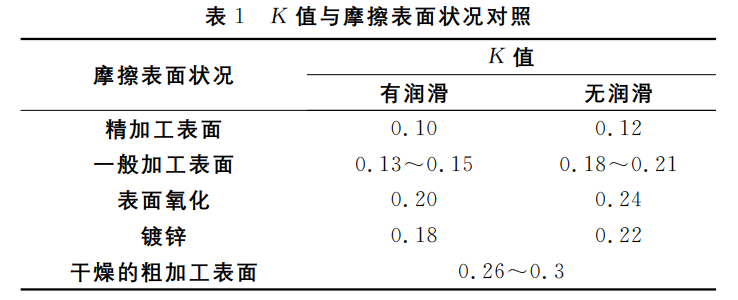
設計完成后,要對設計的裝置進行效果驗證和性能驗 證,不僅要保證擰緊裝置能夠完成擰緊任務,還 要 保 證 裝 置 的性能優異。要想保證較好的預緊力,則需要足夠的預緊力 矩,預緊力矩的計算公式為:

式中,Mt 為預緊力矩,K 為預緊力系數,P0 為預緊力,d 為螺 紋公稱直徑,力矩 的 單 位 為 N·m。其 中,K 值 的 確 定 需 要 進行查表,K 值大小如表1所示。
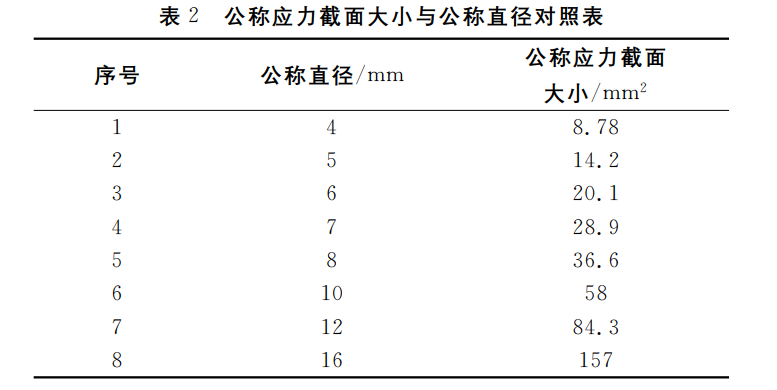
預緊力的計算公式為:

式中,P0 為 預 緊 力,σ0 為 屈 服 強 度 系 數,As 為 公 稱 應 力 截 面。As 的大小根據螺紋的公稱直徑有關,由于螺栓的型號 較多,這里 選 取 8 個 最 常 用 的 螺 栓,具體數值關系如表 2 所示。
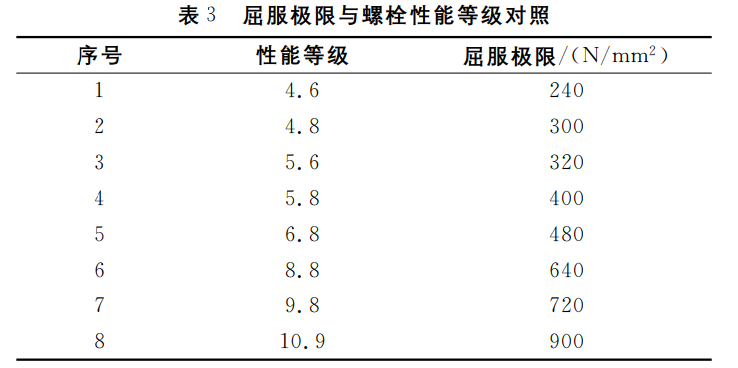
屈服強度系數的計算公式為:

式中,σ0 為屈服強度系數,σs 為螺栓材料的屈服極限,跟螺栓 的性能等級有關,具體數值如表3所示。
根 據 上 述 內 容,可以計算出螺 栓達到較高預緊力的 力矩。
下面對本設計的螺栓預緊裝置進行性能驗證,在實驗室 利用本設計的預緊裝置對螺栓進行預緊,選取的3種螺栓種 類,經過式(3)~式(5)計算得到表4數據。
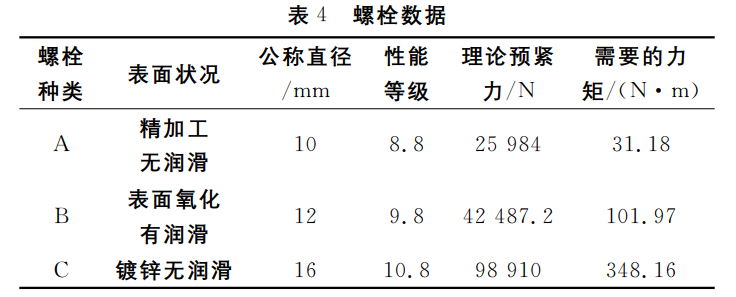
根據 表 4 中的數據第三種的螺栓需要的力矩最大為 348.16N·m,仍然小于電機輸出經過蝸輪蝸桿傳遞得到的 扭矩,所以上述設計得到的螺栓擰緊裝置足夠擰緊以上3種 螺栓。
采用本設計的擰緊裝置對上述3種螺栓進行擰緊操作, 每種擰緊5次,對擰緊時間、擰緊完成時的力矩、預緊力大小 進行記錄,對 C型號螺栓的數據進行整理得到表5數據。
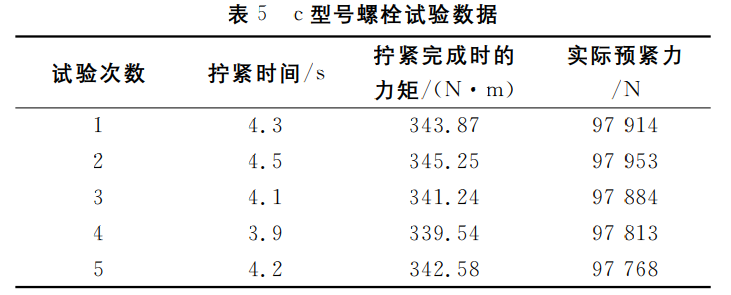
根據表5可以看出,5次試驗的結果都能保證螺栓具有 較高的預緊 力,并且擰緊的時間比人工擰緊的時間要少得 多。下面對以上3種螺栓的實際預緊力跟理論預緊力進行 誤差計算,得到圖5的誤差對比圖。
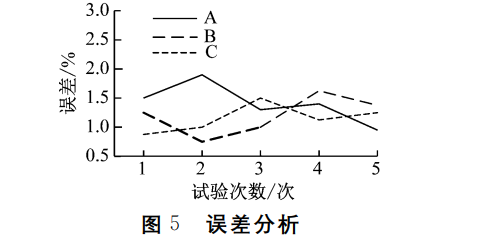
從圖5可以看出,試驗的誤差方位在0.5%~2%之 間, 能夠達到螺栓的較高預緊力效果。
下面對3種螺栓進行人工擰緊,每 種 擰 緊5次,記 錄 擰 緊時間,整理得到表6數據。
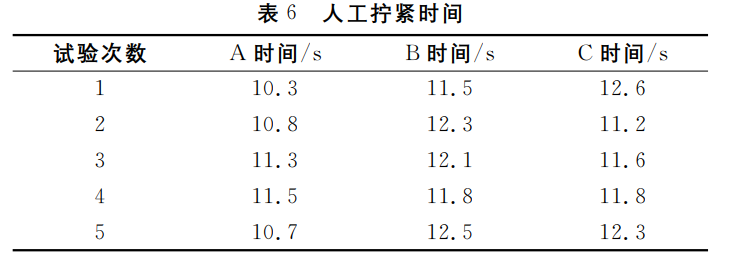
從表6數據可以看出,擰緊3種螺栓的時間都在10s以 上,比采用本設計的預緊裝置需要的時間多得多,原 因 是 要 不停地改變夾緊螺帽的位置,從而浪費了大量時間。
綜上所述,本設計的螺栓預緊裝置能夠保證螺栓具有較 高的預緊力,同時相比人工擰緊節省了大量時間。
4 總結
本設計針對帶電作業中的引流線夾預警困難,設計出了 一個新型的預緊裝置,通過試驗證明了該預緊裝置的性能。本研究的預緊裝置能夠保證螺栓具有較高的預緊力,從而減 少了后續的維修,提高引流線夾螺栓的擰緊效率,還 能 夠 使 得帶電作業人員直接接觸螺栓的時間較少。試驗結果表明, 本設計的預緊裝置性能優異,但是實驗室的試驗數據不多, 還需要繼續進行大量的試驗,根據試驗結果對其進行相應的 改進和完善。
審核編輯 :李倩
-
螺栓
+關注
關注
0文章
63瀏覽量
9490 -
高壓線
+關注
關注
0文章
17瀏覽量
3126
原文標題:高壓線引流線夾螺栓預緊裝置擰緊力分析及控制方法...
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦

引領新能源汽車高壓線束新紀元 —— 派歌銳汽車高壓線束
新能源汽車使用鋁芯高壓線束的應用分析
新能源汽車電池包內高壓線束的布局
派歌銳:新能源電動汽車高壓線束線徑設計考慮因素

高壓線下防垂釣智能警示桿功能科普與簡介高壓線下防垂釣智能警示桿功能科普與簡介
汽車高壓線束和低壓線束的差異
高壓線路、變電所的保護各應選擇何種避雷器?
高壓線防外破警示球|絕緣|耐候|讓外力破壞不再困擾
新能源汽車高壓線束設計方案分享

汽車高壓線束如何應對電磁干擾

螺栓預緊力在線監測系統解決方案及實用案例

新能源汽車的高壓線束設計方案
螺栓擰緊策略基本原理介紹






 工商網監
工商網監
評論