 變頻器在鍘皮機上的應用
變頻器在鍘皮機上的應用
一、引言
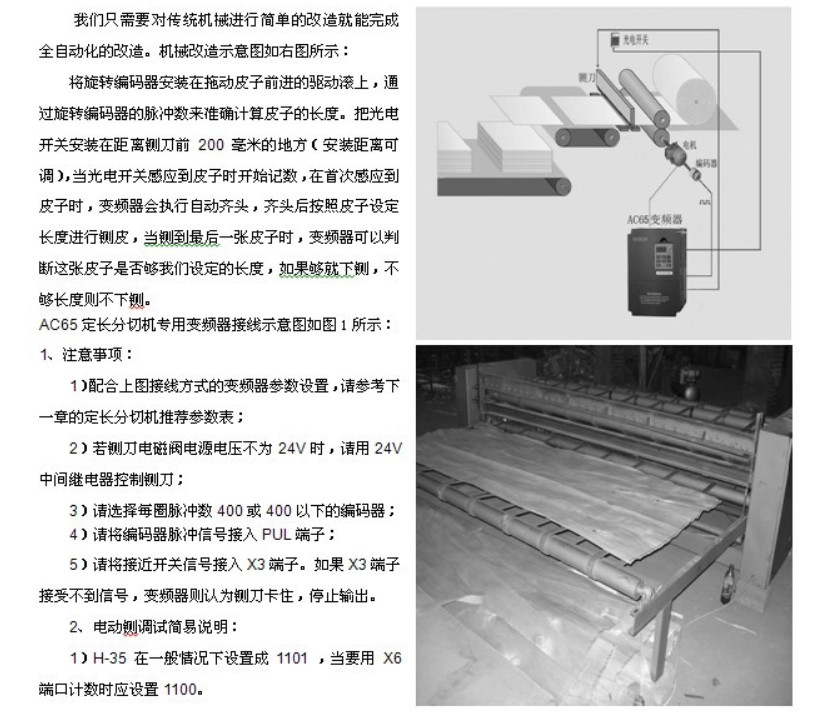
傳統鍘皮機采用人工控制,靠操作工人手動測量皮子長度,手動下鍘。存在著人工成本高、操作危險、精度差、速度慢等缺陷。機械制造廠家和用戶均希望有一種能全自動控制的新型鍘皮機來替代傳統鍘皮機。
二、技術方案
通過對鍘皮機工作模式的長期研究,我們開發了一款鍘皮機類設備專用變頻器AC65型。AC65定長分切機專用變頻器內置了分切機專用程序,能夠自動識別皮子長度,切割皮子精度準確,確保了板材產品四邊的整齊有序。自動控制鍘刀下鍘。自動檢測是否有皮子,無皮子時自動報警停車,同時提醒操作工人重裝皮子。同時可實現自動齊頭、自動去尾和自動接皮功能。
三、方案實施
2)當變頻器出現SC時,請不要頻繁的復位再啟動。應當先拆開電機線,看變頻器在不帶電機的情況下能否正常運行,如能正常運行,請仔細檢查電機與電機線。
四、變頻器參數的設定
| 序號 | 功能描述 | 推薦設定值 |
| E-01 | 運行命令給定通道選擇 | 1 |
| E-02 | 頻率給定主通道選擇 | 2 |
| E-13 | 加速時間1 | 0.2秒 |
| E-14 | 減速時間1 | 0.2秒 |
| E-11 | 下限頻率 | 0.00Hz |
| E-13 | 加速時間1 | 0.2秒 |
| E-14 | 減速時間1 | 0.2秒 |
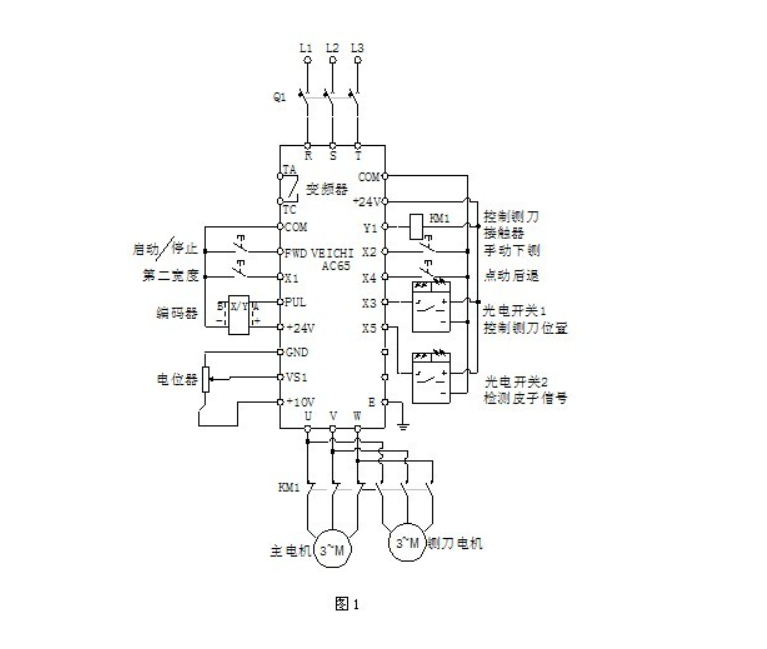
| F-01 | 輸入信號選擇1(X1) | 29:第二寬度 |
| F-02 | 輸入信號選擇2(X2) | 28:手動下刀信號 |
| F-03 | 輸入信號選擇3(X3) | 21:下鍘電機停機信號 |
| F-04 | 輸入信號選擇4(X4) | 2:反轉點動運行 |
| F-05 | 輸入信號選擇5(X5) | 26:光電開關信號 |
| F-10 | 下刀前低速頻率 | 10.00Hz |
| F-11 | 怠速頻率 | 20.00Hz |
| F-12 | 鍘刀運行頻率 | 45.00Hz |
| F-31 | 輸出端子Y1 | 13:下鍘信號 |
| H-12 | 編碼器一轉脈沖數 | 根據編碼器每圈的脈沖數設定 |
| H-12 | 編碼器一轉脈沖數 | 根據編碼器每圈的脈沖數設定 |
| H-13 | 轉軸直徑 | 根據輥子的實際直徑設定 |
| H-14 | 轉軸傳動比 | 1 |
| H-16 | 分切皮子的長度設定 | 根據用戶所切皮子長度設定(可用鍵盤的‘△’‘▽’來調整) |
| H-20 | 切換2后延時 | 0.12 |
| H-23 | 低速運行脈沖數 | 400 |
| H-33 | 切換1前沿時 | 0.20s |
| H-34 | 切換1后延時 | 0.20s |
| H-35 | 下鍘控制選擇 | 1101 |
| H-36 | 切換2前沿時 | 0.5秒 |
| H-37 | 計時停刀時間 | 0.2秒 |
| H-38 | 鍘皮機空洞長度 | 300毫米(根據皮子窟窿的最大直徑設置) |
五、結束語
由上的改造方式可以看出,改造成本低、改造方式簡單、控制方式簡單。通過客戶的現場檢測和長期使用,該產品加工精度高,單位時間產量是傳統方式的4倍,且設備成本低,維護方便,安全可靠。可很好的提高
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
變頻器
+關注
關注
251文章
6504瀏覽量
144249 -
電機
+關注
關注
142文章
8933瀏覽量
145096
原文標題:變頻器在鍘皮機上的應用
文章出處:【微信號:旺材伺服與運動控制,微信公眾號:旺材伺服與運動控制】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
變頻器模塊 變頻器模塊價格 變頻器模塊品牌 西安嘉迅
變頻器模塊|變頻器模塊價格|變頻器模塊品牌|西安嘉迅 因變頻器自身的構造原因,變頻器的正常運行受外部工況環境的影響較大,為保證外部的工況環境
變頻器的頻率怎么調整?變頻器的使用條件有哪些?
變頻器的頻率怎么調整 變頻器要能正常運行,必須具備兩個基本上條件,就是頻率信號和運行信號,我們先來講第一個條件,就是變頻器的頻率信號。 我們使用變頻器目的,就是通過改變
變頻器在工業應用中的作用以及使用變頻器的好處
變頻器,也稱為頻率充電器,旨在將50Hz和60Hz電力轉換為400Hz。實現這種轉換得使用不同的機制,包括靜態變頻器或旋轉變頻器,它們使用電動發電機在不同頻率上轉換功率。基本上,

PWM與PAM在變頻器中的應用
在電力電子和電機控制領域,變頻器是一種用于改變交流電機供電頻率的設備,從而實現對電機轉速的調節。隨著電力電子技術的快速發展,變頻器的控制技術也在不斷進步。其中,PWM(脈沖寬度調制)和
你了解變頻器嗎?變頻器對電機有什么影響?
變頻器可廣泛應用于傳送、起重、擠壓和機床等各種機械設備控制領域,由此可見變頻器的重要性。為增進大家對變頻器的認識,本文將對變頻器、變頻器對電
交交變頻器和交直交變頻器的區別
在工業自動化領域,變頻器作為電機控制的核心設備,其種類繁多,功能各異。其中,交交變頻器和交直交變頻器作為兩種常見的變頻器類型,
矢量專用變頻器和通用變頻器的區別
矢量專用變頻器和通用變頻器的區別 矢量專用變頻器和通用變頻器是用于驅動電機的兩種不同類型的變頻器。雖然它們都可以控制電機的電壓和頻率,但在其
變頻器的作用 變頻器的FWD是什么意思
。 變頻器的主要作用可以總結為以下幾點: 節能降耗:變頻器通過調整電機的轉速與負載的匹配,使得電機始終在最佳工作狀態下運行,避免了電機長期在全速運行的高密度負載下工作,從而降低了電能消
什么是變頻器中的制動?制動電阻在變頻器中有什么用?
什么是變頻器中的制動?什么是變頻器中的動態制動?制動電阻在變頻器中有什么用? 變頻器中的制動是指在變頻器
變頻器在細紗機上的應用
變頻器的應用對紡紗產量的影響很大。通過大幅度提高紡紗中紗時的紡紗速度,在斷頭基本不變的情況下,提高細紗機的產量。在國內許多紡紗廠己收經收到明顯的效果。
發表于 01-25 11:25
?857次閱讀
變頻器在卷染機的應用案例簡析
在卷染機控制中采用變頻調速具有配置簡練、邏輯清晰、成本下降的特 點,同時本文還詳細介紹了FRECON變頻器在卷染機上的應用。

變頻器在EDS730D端子機應用案例
易能變頻器在靜音端子機上已成功應用,取得了明顯的經濟效果,使系統增產、節能顯著,深得用戶信賴。下面,我們來介紹EDS730D端子機專用變頻器在
發表于 12-08 11:44
?425次閱讀
變頻器在光伏中如何應用的?
變頻器在光伏中如何應用的? 光伏發電是利用太陽輻射能將光能轉化為電能的一種可再生能源。為了提高光伏發電系統的效能和穩定性,變頻器被廣泛應用于光伏發電系統中。本文將詳細介紹變頻器
上位機通過Modbus轉Profinet網關與變頻器通訊應用在卷材機上案例
通過Modbus轉Profinet網關(XD-MDPN100)上位機能夠直接與卷材機上的變頻器進行通信,實時地獲取卷材機的運行狀態、控制參數等信息。上位機通過Modbus協議將命令發送給






 工商網監
工商網監
評論