 外圓磨床變頻器的應用
外圓磨床變頻器的應用
一、引言
外圓磨床做為常見的機械加工設備,其內部的砂輪電機基本都是以傳統的啟動電路來運行的。電機啟動后按照額定轉速運轉,由于電網電壓有一定的波動,砂輪和工件的磨擦負載不斷的變化,都會影響電機的轉速誤差,標準砂輪電機啟動電路一般只有一種加工速度,難以適應不同工件大小的要求不同的加工相對線速度,以致于所加工工件的加工精密度很難保證。因此從提高加工質量和加工效率,節約能源等方面考慮,將變頻調速技術應用于外圓磨床中,可以收到滿意的效果。
機械加工行業外圓磨床所加工的產品種類繁多,工件大小尺寸不同,要求加工精度各異。相對的要求砂輪轉速與主軸的線速度不同,單純地調整主軸的轉速來滿足工件的加工線速度很難調整到理想狀態。又由于軸桿類在加工過程中所產生的應力彎曲,在磨削過程中會產生砂輪進給的力矩不同,這樣就帶來砂輪輸出轉速/力矩不同的變化,相應的會產生振刀紋/燒糊紋等,磨削精度很難保證,由此造成生產效率低,精品率低等。
隨著電力電子技術的發展,變頻調速技術的越來越普及,在機械加工行業變頻器的應用收到很好的效果。變頻器的無級調速,軟啟動,恒轉矩輸出極大地滿足了機械加工設備對恒速度/恒轉矩的要求。
二、外圓磨床加工的負載特性
根據不同的軸桿類直徑的大小,主砂輪電機的轉速等于砂輪輸出的轉速。磨削力的大小取決于砂輪電機的輸出轉矩。在驅動工件旋轉的主軸電機的高速段,相對于砂輪輸出轉速不變,所加工的工件直徑小,磨削進給少;加工大直徑,長軸類工件時,工件旋轉的電機在低速段,砂輪進給量大,砂輪磨削力也在變大,電機很難在恒轉矩/恒速度下運行。速度的變化就產生了如振刀紋/燒糊紋/加工精度等的變化。變頻調速電機的無級調速,恒轉矩輸出恰能彌補上述缺陷。
三、變頻器的選擇
根據系統運行的特點,考慮滿足機械加工外圓磨床的使用要求和設備投資費用等,我們選用帶自動轉矩提升功能的杭州三科SKI610系列。根據砂輪電機的功率不同選用功率不同的變頻器,以10kW為例,額定電壓三相380V,輸出電流17.5A,頻率控制0.50~400Hz,速度控制0.1%,過負載能力150%/60S。具有自動轉矩提升功能,低速轉矩大,可實現更低噪音運行,16段的轉速控制。
四、系統的啟動與調速
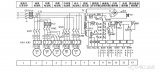
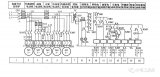
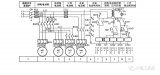
外圓磨床的主砂輪電機起動電路多采用星三角轉換起動電路。用變頻器取代原有電路,利用原有接觸器的常開觸點控制變頻器的運行,考慮砂輪啟動的慣性,變頻器軟啟動時間設定為10S,停止剎車時間設定為15S。系統速度可用面板上的電位器調節。根據工件直徑不同的適度調整,因受電機高速時的機械強度/噪音/振動等因素的限制,外圓磨床變頻器最高頻率設定為60.00Hz;因低速時電動機散熱效果差,考慮工件旋轉的變速因素和實際最大加工工件尺寸,最低頻率設定為20.00Hz。
-
變頻器
+關注
關注
251文章
6504瀏覽量
144249 -
外圓磨床
+關注
關注
0文章
5瀏覽量
7178
原文標題:應用案例 | 外圓磨床變頻器的應用案例
文章出處:【微信號:變頻器世界,微信公眾號:變頻器世界】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
變頻器模塊 變頻器模塊價格 變頻器模塊品牌 西安嘉迅
變頻器壞了怎么修?
變頻器控制端子是怎樣接線的
變頻器的頻率怎么調整?變頻器的使用條件有哪些?
你了解變頻器嗎?變頻器對電機有什么影響?
交交變頻器和交直交變頻器的區別
如何解決變頻器干擾問題?如何處理變頻器IC短路情況?
變頻器濾波器的作用 | 變頻器濾波器的分類

變頻器電流跟蹤原理 | 變頻器電流跟蹤原理的應用






 工商網監
工商網監
評論