 APS生產計劃排產助力智能裝備行業智能化
APS生產計劃排產助力智能裝備行業智能化
銅是與人類關系非常密切的有色金屬,被廣泛地應用于電氣、輕工、機械制造、建筑工業、國防工業等領域,在中國有色金屬材料的消費中僅次于鋁。銅是一種紅色金屬,同時也是一種綠色金屬。說它是綠色金屬,主要是因為它熔點較低,容易再熔化、再冶煉,因而回收利用相當地便宜。
銅加工是我國有色金屬工業的重要組成部分。經過多年的快速發展,我國已經成為全球最大的銅材生產國和消費國,綜合實力明顯增強。銅加工行業屬于銅產業鏈的中間環節,是國民經濟的一個重要部門。
銅加工產品依其含銅量可分為純銅和銅合金產品。純銅具有高導電及導熱性能、良好的可加工性、令人滿意的強度和良好的抗腐蝕性、耐磨性;銅合金是以銅為主要合金元素,加入其他輔助元素熔合而成,使銅的功能和加工性能得以進一步提升,滿足不同行業、不同用途和不同性能的產品要求。銅及銅合金的優良屬性使銅加工產品廣泛應用于航空航天、軍工、通訊、電力、電氣、電子、五金、機械制造、家電、汽車等眾多領域。
銅加工是用金屬塑性變形方法,將銅錠坯加工成板材、帶材、箔材、管材、棒材、型材和線材。最主要的金屬塑性加工方法是軋制、擠壓和拉伸,也可采用鍛造、深沖、旋壓及其他加工工藝。
銅合金品種多,塑性加工性能相差較大。紫銅和大部分黃銅、青銅和白銅均有較好的熱加工性能,變形溫度為500~1050℃。含鉛的α黃銅和含鉛的青銅等,由于低熔點的鉛不溶解于固態銅中,僅在晶界上分布,熱加工時易引起熱裂,宜于冷加工。除含鈹、鉻、鋯等青銅合金有時效外,變形銅合金均屬加工硬化型合金。塑性最好的紫銅、低鋅黃銅等,熱態、冷態變形率均可達90%以上。
銅和銅合金的塑性加工,除應保證制品穩定一致的力學性能、尺寸公差和表面質量外,對要求具有深沖性能的銅材還要控制晶粒大小,如黃銅晶粒粗大,深沖時就會使產品表面出現“桔皮”。一般深沖工藝要求薄板晶粒尺寸為0.03~0.07毫米。為控制制品的晶粒度,冷加工時,應控制變形量和中間退火工藝制度;熱加工時,要控制加熱溫度和終軋溫度。終軋溫度過高,卷取后晶粒將繼續長大。這些質量要求靠工藝及裝備來保證。
近幾年來源于國內的廢雜銅已呈現增長趨勢,再生銅冶煉產業集中度逐步提高,珠江三角洲、長江三角洲、環渤海經濟圈等已逐步形成再生銅產業集群,建立了一批國內回收交易市場。在國內銅報廢量日益增長的背景下,未來我國再生銅自給率將進一步提升。
另外,面對國際同行業企業的競爭,我國銅加工企業還未確立研發、生產規模、產品結構等方面的優勢,在此期間,普通及低端銅加工產品領域將會面臨激烈的競爭。具有持續的自主創新能力、能將研發成果有效產業化的企業將借助全球視野逐漸形成規模,參與國際市場的競爭,并在專業化和品牌化經營的過程中被市場認可,從而形成自己的核心競爭優勢。
銅加工業將進一步增加科技投入,大力開展技術創新,產品質量和檔次將繼續穩步提高,努力向多品種、高精尖方向發展,產品標準水平繼續處于國際先進行列,銅材產品應用于電力、家用電器、汽車、建筑、電子儀器儀表、國防、交通運輸、海洋工程等多個市場和多個行業,占據銅材高端市場,滿足國民經濟現代化和高新科技發展的要求,也增強其在國內外市場的競爭力。
銅加工企業在生產加工存在的問題:
一、焊縫缺陷,焊縫缺陷較嚴重,采用手工機械打磨處理方法來彌補,產生的打磨痕跡,造成表面不均勻,影響美觀。
二、表面不一致,只對焊縫進行酸洗鈍化,也造成表面不均勻,影響美觀。
三、劃痕難除去,整體酸洗鈍化,也不能將加工過程中產生的各種劃痕去掉,并且也不能去除由于劃傷、焊接飛濺而粘附在銅材表面的碳鋼、飛濺等雜質,導致在腐蝕介質存在的條件下發生化學腐蝕或電化學腐蝕而生銹。
四、打磨拋光鈍化不均勻,手工打磨拋光后進行酸洗鈍化處理,對面積較大的工件,很難達到均勻一致處理效果,不能得理想的均勻表面。并且工時費用,輔料費用也較高。
五、酸洗能力有限,酸洗鈍化膏并不是萬能的,對等離子切割、火焰切割而產和黑色氧化皮,較難除去。
六、人為因素造成的劃傷比較嚴重,在吊裝、運輸和結構加工過程中,磕碰、拖拉、錘擊等人為因素造成的劃傷比較嚴重,使得表面處理難度加大,而且也是處理后產生銹蝕的主要原因。
七、設備因素,在型材、板材卷彎、折彎過程中,造成的劃傷和折痕也是處理后產生銹蝕的主要原因。
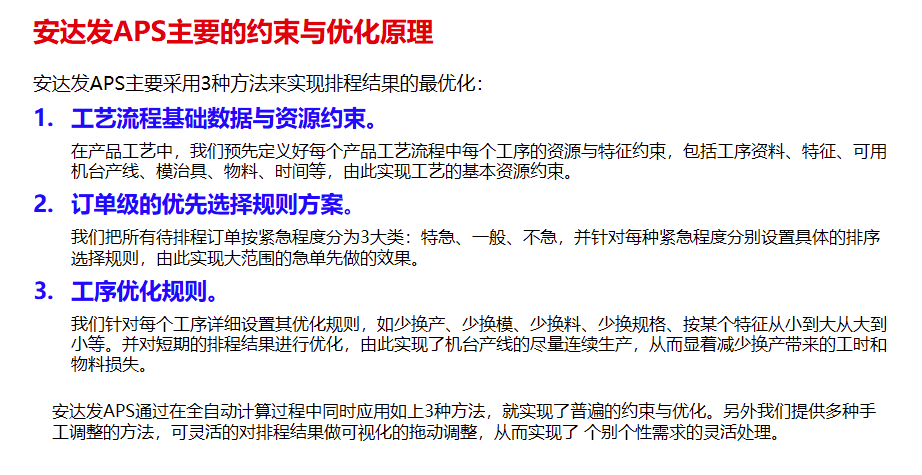
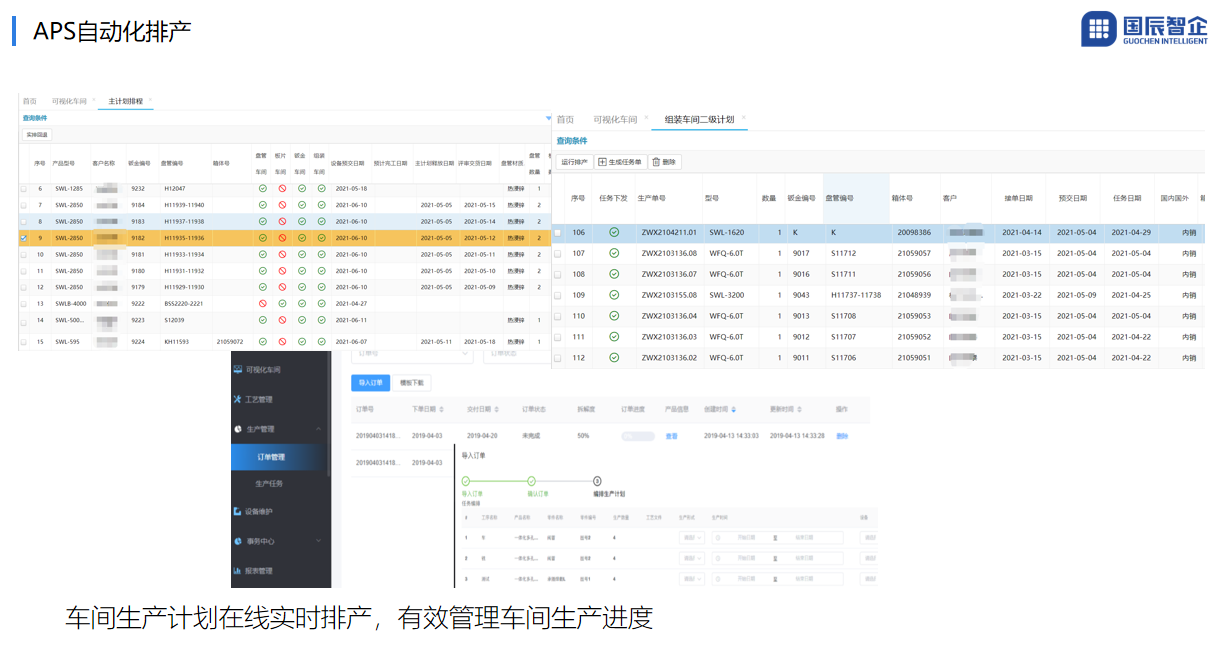
APS生產排程軟件能夠實現人員、設備等約束,可靈活應對各種計劃相關因素的變更,變更后,重新運行排程計算即可得出最新結果,采用工藝流程基礎數據與資源約束、訂單級的優先選擇規則方案、工序優化規則三種方法,并提供多種手工調整的方法,可靈活的對排程結果做可視化的拖動調整,從而實現了個別個性需求的靈活處理,從而實現工藝的基本資源約束,達到大范圍急單先做的效果,顯著減少換產帶來的工時和物料的損失。
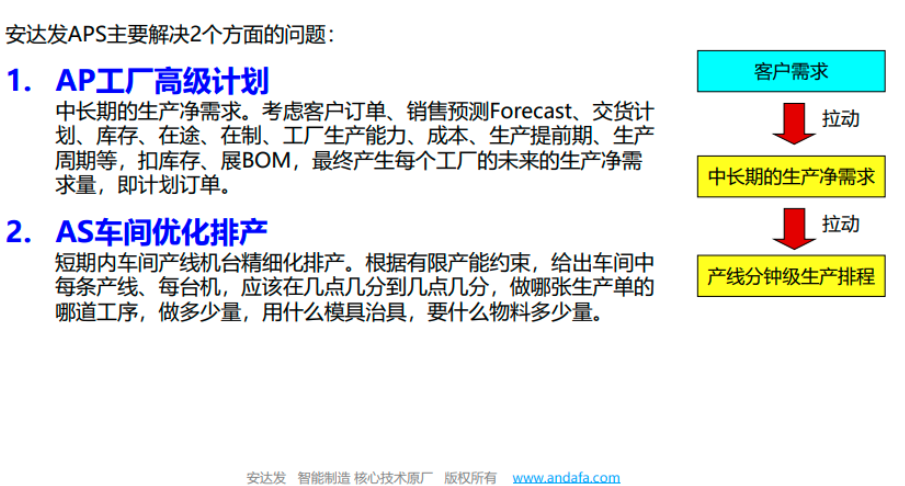
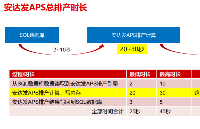
安達發APS生產排程,實現一鍵式全自動智能化高速排程軟件。安達發APS生產排程作為目前業界先進的計劃排程軟件,把有規律有原則的復雜計算過程交由系統完成,從而很好地避免了由于復雜的計劃過程而導致排程的誤差與失誤。把計劃員從復雜而又重復進行的手工計算作業中釋放出來,重點工作變成如何把計劃管理好,提升計劃管理水平。實現生產計劃由對應型計劃管理到改善型計劃管理的質的飛躍。
審核編輯黃宇
-
智能化
+關注
關注
15文章
4822瀏覽量
55257 -
APS
+關注
關注
0文章
337瀏覽量
17469
發布評論請先 登錄
相關推薦
精密儀器APS高級排產軟件解決方案

安達發|APS生產計劃自動排產軟件解決方案
燈具照明行業APS智能計劃排產系統解決方案

人工智能在APS高級計劃與排程中的應用
APS智能優化排產軟件的優先級應用

APS生產排產在電子煙行業的運用分析

國辰智企APS自動化排產平臺:實現生產計劃與其他系統無縫協同
安達發|有了MRP還需要APS生產計劃排程嗎?
安達發|APS計劃排產軟件適用于哪些場景?
安達發|APS排產系統和SCM供應鏈管理之間的關系
安達發|基于約束和優化理論的APS智能優化排程軟件
MES系統怎么實現車間管理中的生產計劃和排產計劃






 工商網監
工商網監
評論