") PCB水平電鍍技術(shù)介紹
PCB水平電鍍技術(shù)介紹
一、概述
隨著微電子技術(shù)的飛速發(fā)展,印制電路板制造向多層化、積層化、功能化和集成化方向迅速的發(fā)展。促使印制電路設(shè)計大量采用微小孔、窄間距、細(xì)導(dǎo)線進(jìn)行電路圖形的構(gòu)思和設(shè)計,使得印制電路板制造技術(shù)難度更高,特別是多層板通孔的縱橫比超過5:1及積層板中大量采用的較深的盲孔,使常規(guī)的垂直電鍍工藝不能滿足高質(zhì)量、高可靠性互連孔的技術(shù)要求。
其主要原因需從電鍍原理關(guān)于電流分布狀態(tài)進(jìn)行分析,通過實(shí)際電鍍時發(fā)現(xiàn)孔內(nèi)電流的分布呈現(xiàn)腰鼓形,出現(xiàn)孔內(nèi)電流分布由孔邊到孔中央逐漸降低,致使大量的銅沉積在表面與孔邊,無法確保孔中央需銅的部位銅層應(yīng)達(dá)到的標(biāo)準(zhǔn)厚度,有時銅層極薄或無銅層,嚴(yán)重時會造成無可挽回的損失,導(dǎo)致大量的多層板報廢。
為解決量產(chǎn)中產(chǎn)品質(zhì)量問題,目前都從電流及添加劑方面去解決深孔電鍍問題。在高縱橫比印制電路板電鍍銅工藝中,大多都是在優(yōu)質(zhì)的添加劑的輔助作用下,配合適度的空氣攪拌和陰極移動,在相對較低的電流密度條件下進(jìn)行的。使孔內(nèi)的電極反應(yīng)控制區(qū)加大,電鍍添加劑的作用才能顯示出來,再加上陰極移動非常有利于鍍液的深鍍能力的提高,鍍件的極化度加大,鍍層電結(jié)晶過程中晶核的形成速度與晶粒長大速度相互補(bǔ)償,從而獲得高韌性銅層。
然而當(dāng)通孔的縱橫比繼續(xù)增大或出現(xiàn)深盲孔的情況下,這兩種工藝措施就顯得無力,于是產(chǎn)生水平電鍍技術(shù)。它是垂直電鍍法技術(shù)發(fā)展的繼續(xù),也就是在垂直電鍍工藝的基礎(chǔ)上發(fā)展起來的新穎電鍍技術(shù)。
這種技術(shù)的關(guān)鍵就是應(yīng)制造出相適應(yīng)的、相互配套的水平電鍍系統(tǒng),能使高分散能力的鍍液,在改進(jìn)供電方式和其它輔助裝置的配合下,顯示出比垂直電鍍法更為優(yōu)異的功能作用。
二、水平電鍍原理簡介
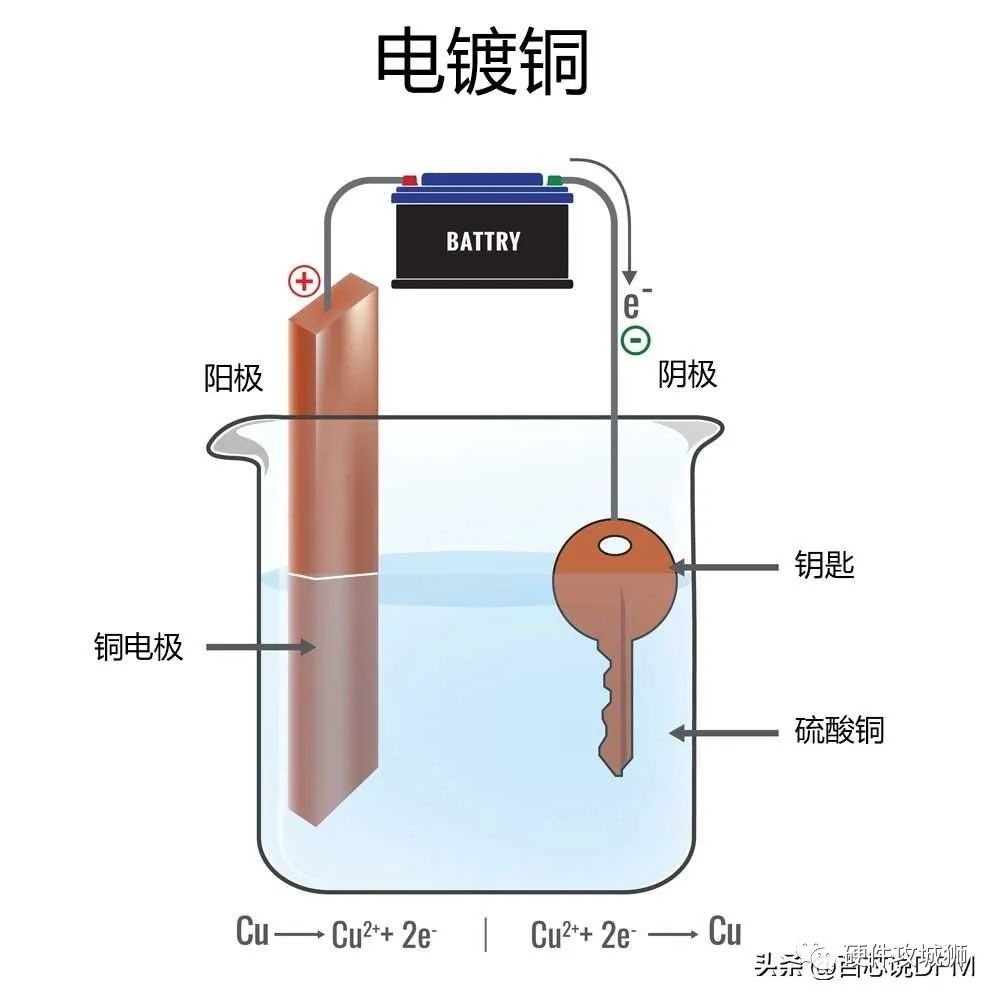
水平電鍍與垂直電鍍方法和原理是相同的,都必須具有陰陽兩極,通電后產(chǎn)生電極反應(yīng)使電解液主成份產(chǎn)生電離,使帶電的正離子向電極反應(yīng)區(qū)的負(fù)相移動;帶電的負(fù)離子向電極反應(yīng)區(qū)的正相移動,于是產(chǎn)生金屬沉積鍍層和放出氣體。
因?yàn)榻饘僭陉帢O沉積的過程分為三步:即金屬的水化離子向陰極擴(kuò)散;第二步就是金屬水化離子在通過雙電層時,逐步脫水,并吸附在陰極的表面上;第三步就是吸附在陰極表面的金屬離子接受電子而進(jìn)入金屬晶格中。
從實(shí)際觀察到作業(yè)槽的情況是固相的電極與液相電鍍液的界面之間的無法觀察到的異相電子傳遞反應(yīng)。其結(jié)構(gòu)可用電鍍理論中的雙電層原理來說明,當(dāng)電極為陰極并處于極化狀態(tài)情況下,則被水分子包圍并帶有正電荷的陽離子,因靜電作用力而有序的排列在陰極附近,靠近陰極的陽離子中心點(diǎn)所構(gòu)成的設(shè)相面而稱之亥姆霍茲(Helmholtz)外層,該外層距電極的距離約約1-10納米。但是由于亥姆霍茲外層的陽離子所帶正電荷的總電量,其正電荷量不足以中和陰極上的負(fù)電荷。而離陰極較遠(yuǎn)的鍍液受到對流的影響,其溶液層的陽離子濃度要比陰離子濃度高一些。此層由于靜電力作用比亥姆霍茲外層要小,又要受到熱運(yùn)動的影響,陽離子排列并不像亥姆霍茲外層緊密而又整齊,此層稱之謂擴(kuò)散層。擴(kuò)散層的厚度與鍍液的流動速率成反比。也就是鍍液的流動速率越快,擴(kuò)散層就越薄,反則厚,一般擴(kuò)散層的厚度約5-50微米。離陰極就更遠(yuǎn),對流所到達(dá)的鍍液層稱之謂主體鍍液。因?yàn)槿芤旱漠a(chǎn)生的對流作用會影響到鍍液濃度的均勻性。擴(kuò)散層中的銅離子靠鍍液靠擴(kuò)散及離子的遷移方式輸送到亥姆霍茲外層。而主體鍍液中的銅離子卻靠對流作用及離子遷移將其輸送到陰極表面。所在在水平電鍍過程中,鍍液中的銅離子是靠三種方式進(jìn)行輸送到陰極的附近形成雙電層。
鍍液的對流的產(chǎn)生是采用外部現(xiàn)內(nèi)部以機(jī)械攪拌和泵的攪拌、電極本身的擺動或旋轉(zhuǎn)方式,以及溫差引起的電鍍液的流動。在越靠近固體電極的表面的地方,由于其磨擦阻力的影響至使電鍍液的流動變得越來越緩慢,此時的固體電極表面的對流速率為零。從電極表面到對流鍍液間所形成的速率梯度層稱之謂流動界面層。該流動界面層的厚度約為擴(kuò)散層厚度的的十倍,故擴(kuò)散層內(nèi)離子的輸送幾乎不受對流作用的影響。
在電埸的作用下,電鍍液中的離子受靜電力而引起離子輸送稱之謂離子遷移。其遷移的速率用公式表示如下:u = zeoE/6πrη要。其中u為離子遷移速率、z為離子的電荷數(shù)、eo為一個電子的電荷量(即1.61019C)、E為電位、r?yàn)樗想x子的半徑、η為電鍍液的粘度。根據(jù)方程式的計算可以看出,電位E降落越大, 電鍍液的粘度越小,離子遷移的速率也就越快。
根據(jù)電沉積理論,電鍍時,位于陰極上的印制電路板為非理想的極化電極,吸附在陰極的表面上的銅離子獲得電子而被還原成銅原子,而使靠近陰極的銅離子濃度降低。因此,陰極附近會形成銅離子濃度梯度。銅離子濃度比主體鍍液的濃度低的這一層鍍液即為鍍液的擴(kuò)散層。而主體鍍液中的銅離子濃度較高,會向陰極附近銅離子濃度較低的地方,進(jìn)行擴(kuò)散,不斷地補(bǔ)充陰極區(qū)域。印制電路板類似一個平面陰極,其電流的大小與擴(kuò)散層的厚度的關(guān)系式為COTTRELL方程式:
其中I為電流、z為銅離子的電荷數(shù)、F為法拉第常數(shù)、A為陰極表面積、D為銅離子擴(kuò)散系數(shù)(D=KT/6πrη),Cb為主體鍍液中銅離子濃度、Co為陰極表面銅離子的濃度、D為擴(kuò)散層的厚度、K為波次曼常數(shù)(K =R/N)、T為溫度、r?yàn)殂~水合離子的半徑、η為電鍍液的粘度。當(dāng)陰極表面銅離子濃度為零時,其電流稱為極限擴(kuò)散電流ii:
從上式可看出,極限擴(kuò)散電流的大小決定于主體鍍液的銅離子濃度、銅離子的擴(kuò)散系數(shù)及擴(kuò)散層的厚度。當(dāng)主體鍍液中的銅離子的濃度高、銅離子的擴(kuò)散系數(shù)大、擴(kuò)散層的厚度薄時,極限擴(kuò)散電流就越大。
根據(jù)上述公式得知,要達(dá)到較高的極限電流值,就必須采取適當(dāng)?shù)墓に嚧胧簿褪遣捎眉訙氐墓に嚪椒āR驗(yàn)樯邷囟瓤墒箶U(kuò)散系數(shù)變大,增快對流速率可使其成為渦流而獲得薄而又均一的擴(kuò)散層。從上述理論分析,增加主體鍍液中的銅離子濃度,提高電鍍液的溫度,以及增快對流速率等均能提高極限擴(kuò)散電流,而達(dá)到加快電鍍速率的目的。水平電鍍基于鍍液的對流速度加快而形成渦流,能有效地使擴(kuò)散層的厚度降至10微米左右。故采用水平電鍍系統(tǒng)進(jìn)行電鍍時,其電流密度可高達(dá)8A/dm2。
印制電路板電鍍的關(guān)鍵,就是如何確保基板兩面及導(dǎo)通孔內(nèi)壁銅層厚度的均勻性。要得到鍍層厚度的均一性,就必須確保印制板的兩面及通孔內(nèi)的鍍液流速要快而又要一致,以獲得薄而均一的擴(kuò)散層。要達(dá)到薄均一的擴(kuò)散層,就目前水平電鍍系統(tǒng)的結(jié)構(gòu)看,盡管該系統(tǒng)內(nèi)安裝了許多噴咀,能將鍍液快速垂直的噴向印制板,以加速鍍液在通孔內(nèi)的流動速度,致使鍍液的流動速率很快,在基板的上下面及通孔內(nèi)形成渦流,使擴(kuò)散層降低而又較均一。
但是,通常當(dāng)鍍液突然流入狹窄的通孔內(nèi)時,通孔的入口處鍍液還會有反向回流的現(xiàn)象產(chǎn)生,再加上電流分布的影響,演常常造成入口處孔部位電鍍時,由于效應(yīng)導(dǎo)致銅層厚度過厚,通孔內(nèi)壁構(gòu)成狗骨頭形狀的銅鍍層。根據(jù)鍍液在通孔內(nèi)流動的狀態(tài)即渦流及回流的大小,導(dǎo)電鍍通孔質(zhì)量的狀態(tài)分析,只能通過工藝試驗(yàn)法來確定控制參數(shù)達(dá)到印制電路板電鍍厚度的均一性。因?yàn)闇u流及回流的大小至今還是無法通過理論計算的方法獲知,所以只有采用實(shí)測的工藝方法。從實(shí)測的結(jié)果得知,要控制通孔電鍍銅層厚度的均勻性,就必須根據(jù)印制電路板通孔的縱橫比來調(diào)整可控的工藝參數(shù),甚至還要選擇高分散能力的電鍍銅溶液,再添加適當(dāng)?shù)奶砑觿┘案倪M(jìn)供電方式即采用反向脈沖電流進(jìn)行電鍍才給獲得具有高分布能力的銅鍍層。
特別是積層板微盲孔數(shù)量增加,不但要采用水平電鍍系統(tǒng)進(jìn)行電鍍,還要采用超聲波震動來促進(jìn)微盲孔內(nèi)鍍液的更換及流通,再改進(jìn)供電方式利用反脈沖電流及實(shí)際測試的的數(shù)據(jù)來調(diào)正可控參數(shù),就能獲得滿意的效果。
三、水平電鍍系統(tǒng)基本結(jié)構(gòu)
根據(jù)水平電鍍的特點(diǎn),它是將印制電路板放置的方式由垂直式變成平行鍍液液面的電鍍方式。這時的印制電路板為陰極,而電流的供應(yīng)方式有的水平電鍍系統(tǒng)采用導(dǎo)電夾子和導(dǎo)電滾輪兩種。從操作系統(tǒng)方便來談,采用滾輪導(dǎo)電的供應(yīng)方式較為普遍。水平電鍍系統(tǒng)中的導(dǎo)電滾輪除作為陰極外,還具有傳送印制電路板的功能。
每個導(dǎo)電滾輪都安裝著彈簧裝置,其目的能適應(yīng)不同厚度的印制電路板(0.10-5.00mm)電鍍的需要。但在電鍍時就會出現(xiàn)與鍍液接觸的部位都可能被鍍上銅層,久面久之該系統(tǒng)就無法運(yùn)行。因此,目前的所制造的水平電鍍系統(tǒng),大多將陰極設(shè)計成可切換成陽極,再利用一組輔助陰極,便可將被鍍互滾輪上的銅電解溶解掉。
為維修或更換方面起見,新的電鍍設(shè)計也考慮到容易損耗的部位便于拆除或更換。陽極是采用數(shù)組可調(diào)整大小的不溶性鈦籃,分別放置在印制電路板的上下位置,內(nèi)裝有直徑為25mm圓球狀、含磷量為0.004-0.006%可溶性的銅、陰極與陽極之間的距離為40mm.
鍍液的流動是采用泵及噴咀組成的系統(tǒng),使鍍液在封閉的鍍槽內(nèi)前后、上下交替迅速的流動,并能確保鍍液流動的均一性。鍍液為垂直噴向印制電路板,在印制電路板面形成沖壁噴射渦流。其終目的達(dá)到印制電路板兩面及通孔的鍍液快速流動形成渦流。另外槽內(nèi)裝有過濾系統(tǒng),其中所采用的過濾網(wǎng)為網(wǎng)眼為1.2微米,以過濾去電鍍過程中所產(chǎn)生的顆粒狀的雜質(zhì),確保鍍液的干凈無污染。
在制造水平電鍍系統(tǒng)時,還要考慮到操作方便和工藝參數(shù)的自動控制。因?yàn)樵趯?shí)際電鍍時,隨著印制電路板尺寸的大小、通孔孔徑的尺寸的大小及所要求的銅厚度的不同、傳送速度、印制電路板間的距離、泵馬力的大小、噴咀的方向及電流密度的高低等工藝參數(shù)的設(shè)定,都需要進(jìn)行實(shí)際測試和調(diào)整及控制,才能獲得合乎技術(shù)要求的銅層厚度。就必采用計算機(jī)進(jìn)行控制。為提高生產(chǎn)效率及次產(chǎn)品質(zhì)量的一致性和可靠性,將印制電路板的通孔前后處理(包括鍍覆孔)按照工藝程序,構(gòu)成完整的水平電鍍系統(tǒng),才是滿足新品開發(fā)、上市的需要。
四、水平電鍍的發(fā)展優(yōu)勢
水平電鍍技術(shù)的發(fā)展不是偶然的,而是高密度、高精度、多功能、高縱橫比多層印制電路板產(chǎn)品特殊功能的需要是個必然的結(jié)果。它的優(yōu)勢就是要比現(xiàn)在所采用的垂直掛鍍工藝方法更為先進(jìn),產(chǎn)品質(zhì)量更為可靠,能實(shí)現(xiàn)規(guī)模化的大生產(chǎn)。它與垂直電鍍工藝方法相比具有以下長處:
1)適應(yīng)尺寸范圍較寬,無需進(jìn)行手工裝掛,實(shí)現(xiàn)全部自動化作業(yè),對提高和確保作業(yè)過程對基板表面無損害,對實(shí)現(xiàn)規(guī)模化的大生產(chǎn)極為有利。
2)在工藝審查中,無需留有裝夾位置,增加實(shí)用面積,大大節(jié)約原材料的損耗。
3)水平電鍍采用全程計算機(jī)控制,使基板在相同的條件下,確保每塊印制電路板的表面與孔的鍍層的均一性。
4)從管理角度看,電鍍槽從清理、電鍍液的添加和更換,可完全實(shí)現(xiàn)自動化作業(yè),不會因?yàn)槿藶榈腻e誤造成管理上的失控問題。
5)從實(shí)際生產(chǎn)中可測所知,由于水平電鍍采用多段水平清洗,大大節(jié)約清洗水的用量及減少污水處理的壓力。
6)由于該系統(tǒng)采用封閉式作業(yè),減少對作業(yè)空間的污染和熱量的蒸發(fā)對工藝環(huán)境的直接影響,大大改善作業(yè)環(huán)境。特別是烘板時由于減少熱量的損耗,節(jié)約了能量的無謂消耗及大大提高生產(chǎn)效率。
五、總結(jié)
水平電鍍技術(shù)的出現(xiàn),完全為了適應(yīng)高縱橫比通孔電鍍的需要。但由于電鍍過程的復(fù)雜性和特殊性,在設(shè)計與研制水平電鍍系統(tǒng)仍然存在著若干技術(shù)性的問題。這有待于在實(shí)踐過程中加以改進(jìn)。盡管如此,但水平電鍍系統(tǒng)的使用,對印制電路行業(yè)來說是很大的發(fā)展和進(jìn)步。
因?yàn)榇祟愋偷脑O(shè)備在制造高密度多層板方面的運(yùn)用,顯示出很大的潛力,它不但能節(jié)省人力及作業(yè)時間而且生產(chǎn)的速度和效率比傳統(tǒng)的垂直電鍍線要高。而且降低能量消耗、減少所需處理的廢液廢水廢氣,而且大大改善工藝環(huán)境和條件,提高電鍍層的質(zhì)量水準(zhǔn)。
水平電鍍線適用于大規(guī)模產(chǎn)量24小時不間斷作業(yè),水平電鍍線在調(diào)試的時候較垂直電鍍線稍困難一些,一旦調(diào)試完畢是十分穩(wěn)定的,同時在使用過程中要隨時監(jiān)控鍍液的情況對鍍液進(jìn)行調(diào)整,確保長時間穩(wěn)定工作。
審核編輯:陳陳
-
pcb
+關(guān)注
關(guān)注
4317文章
23006瀏覽量
396299 -
電鍍技術(shù)
+關(guān)注
關(guān)注
0文章
17瀏覽量
9221
原文標(biāo)題:【深度干貨】PCB水平電鍍技術(shù)介紹
文章出處:【微信號:電子設(shè)計聯(lián)盟,微信公眾號:電子設(shè)計聯(lián)盟】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
什么是PCB側(cè)邊電鍍?PCB側(cè)邊電鍍怎么設(shè)計?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論