 Maxim晶圓級封裝組裝指南
Maxim晶圓級封裝組裝指南
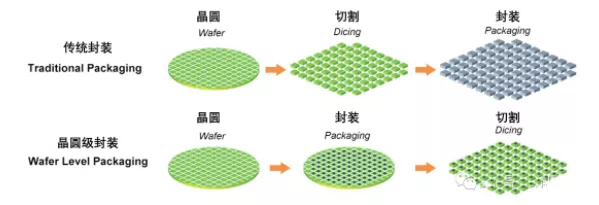
晶圓級封裝 (WLP) 允許將集成電路 (IC) 面朝下連接到印刷電路板 (PCB),芯片的焊盤通過單個焊球連接到 PCB 焊盤。本文檔介紹打包技術及其優點。本文介紹了Maxim WLP的印刷電路板(PCB)布局和裝配工藝開發。
晶圓級封裝 (WLP) 使用單個焊球將集成電路 (IC) 連接到印刷電路板 (PCB)。IC面朝下安裝。該技術與其他基于球柵陣列、引線和層壓板的CSP不同,因為沒有鍵合線或中介層連接。其主要優點是IC至PCB板電感最小化。次要好處是減小封裝尺寸和制造周期時間,以及增強導熱特性。
本文檔介紹Maxim WLP的印刷電路板(PCB)布局和裝配工藝開發。請注意,它適用于初始PCB布局設計和組裝工藝開發,不承擔客戶最終產品的任何可靠性目標。客戶仍然需要驗證其指定的最終產品壽命可靠性要求。
包裝結構
Maxim封裝概述
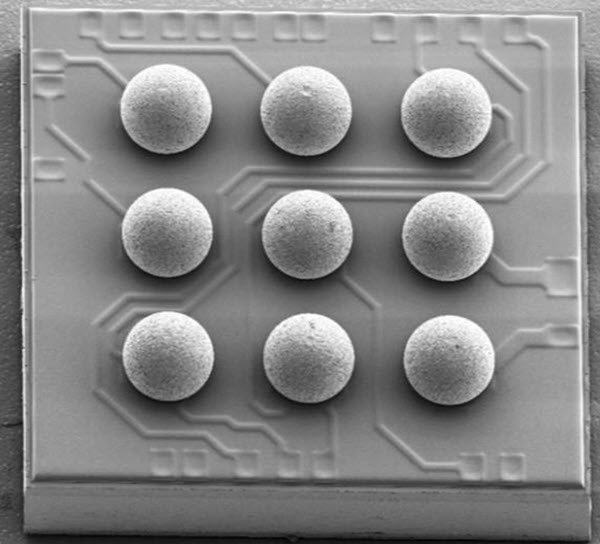
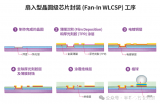
WLP焊料凸點互連通過在硅晶圓襯底上構建而成。在晶圓電路表面上涂上BCB(苯并環丁烯)樹脂膜。該薄膜為球連接和模具表面的電氣隔離提供機械應力消除。過孔在BCB薄膜中成像,提供與IC鍵合焊盤的電接觸。在通孔上添加 UBM(凸塊下金屬)層。通常,BCB的第二次應用用作阻焊層,以定義回流焊球的直徑和位置。目前的封裝I/O設計包括1個至63個可焊接端子,見圖37。標準焊料凸塊合金為共晶 Sn95Pb5、“高鉛”Pb96Sn5 和“無鉛”Sn3.0Ag5Cu2.1。單個WLP焊料凸點結構的橫截面如圖《》所示。組件的背面是裸硅,帶有激光刻有 Pin-《》 指示符和識別碼。雙金屬層再分布 (RDL) 工藝允許將焊料凸點從外圍鍵焊盤移動到任何凸塊陣列圖案。
圖1.通用 2 焊球 CSP、55 焊球倒裝芯片、4 x 4 UCSP?。
圖2.通用 WLP 構造的橫截面圖。
WLP 載帶
所有WLP僅以卷帶(T&R)格式發貨。卷帶要求基于EIA-481和EIA-746&747標準。典型的卷帶結構如圖3所示。所有Maxim倒裝芯片和CSP器件均采用壓花袋載帶和壓封膠(PSA)蓋帶,采用7in或13in卷盤格式。其他類型的載帶,如沖浪帶或沖浪帶-精簡版,以及其他卷盤尺寸可根據要求提供。
圖3.典型的 WLP 載帶結構。
球朝下放在卷帶托架中。引腳 1 在載帶的每個口袋中方向一致。蓋帶應具有 0.1N 至 1.0N 的總剝離強度(10gf 至 102gf 校準刻度讀數)。
印刷電路板布局
PCB 設計要求基于 IPC-A-600 和 IPC-6012A 標準.標準 FR4(Tg = 120°C 至 150°C)覆銅板可用于峰值溫度高達 240°C 的所有焊料回流曲線,推薦使用 4°C 至 170°C 峰值溫度的焊接回流曲線的高性能 FR185 或 BT 層壓板(Tg = 240°C 至 270°C)。化學鍍鎳沉金(ENIG)是所有Maxim焊料凸點合金PCB銅焊盤表面光潔度(最小3微英寸/最大20微英寸金超過最小100微英寸/最大300微英寸鎳)的首選電鍍。銅焊盤上的有機表面保護(OSP)涂層也是可以接受的。
對于所有焊料凸點柵格陣列封裝,非阻焊層定義 (NSMD) 焊盤始終優于阻焊層定義 (SMD) 焊盤。建議在所有焊盤之間使用阻焊層,阻焊層設計焊盤間隙為 0.002 英寸至 0.003 英寸。可折疊焊料凸塊回流焊(共晶Sn-Pb和無鉛)的焊盤尺寸通常比焊料凸塊最大直徑小20%至25%,這使得所得焊點能夠達到最大的元件間距高度。不可折疊焊料凸塊回流焊 (High-Pb) 的焊盤尺寸通常比焊料凸塊最大直徑大 0.002 英寸至 0.004 英寸,這使得焊料潤濕和焊點接受度的 X 射線檢測成為可能。這種“高鉛”焊點焊盤設計規則的唯一例外是Maxim 2焊點CSP(圖1),其推薦的焊盤模式為1:1,最大凸點尺寸,以盡量減少焊料回流期間發生的固有凸塊設計芯片傾斜。土地圖案可以是圓形或方形。焊盤和連接走線應對稱排列,以防止焊料回流過程中的偏心潤濕力。為防止焊錫被盜,每個NSMD銅焊盤應僅通過一條信號走線連接,走線寬度不超過其連接的NSMD銅焊盤直徑的1/2。
應選擇所有WLP元件PCB位置,以便相鄰元件可能包含更高的封裝,這些封裝可以覆蓋WLP,并防止潛在的接觸損壞。
PCB組裝工藝流程
錫膏絲網印刷工藝
錫膏絲網印刷過程控制對于PCB組裝良率和焊點互連的可靠性至關重要。必須檢查焊膏高度、焊盤覆蓋率和可焊接焊盤圖案的套準精度。
焊膏選擇:使用類型 3(25 至 45 微米焊球粒徑)或類型 4(20 至 38 微米),具體取決于焊模板孔徑尺寸限制。建議使用低鹵化物(< 100ppm鹵化物)免清洗松香/樹脂助焊劑系統,J-STD-004名稱ROL0/REL0,以消除回流焊組件后的清潔操作。
焊料模板制造: 使用激光切割不銹鋼箔與電拋光或鎳基金屬電鑄箔工藝.鎳E-form工藝更昂貴,但從超小孔徑提供最可重復的焊膏沉積,并且具有形成任何客戶要求的模板厚度的優點。這些制造工藝中具有梯形橫截面的模板開口也增強了焊膏的釋放。
焊接模板孔徑設計:激光切割SS使用≥ 0.75的孔徑長寬比,E-Form Ni使用≥0.66的孔徑長寬比,方形(25微米角半徑)與圓形孔徑優先,以提高焊膏沉積的可重復性。孔徑長寬比定義為孔徑開口面積除以孔徑側壁表面積。或者,可以使用焊盤的孔徑X和Y偏移來最大化焊膏沉積物之間的分離,并最大限度地減少焊料橋接的可能性,如圖4和圖5所示。
焊錫模板厚度: 焊錫鋼網厚度不應超過焊料凸點高度.焊接模板厚度必須結合所選孔徑設計達到孔徑縱橫比要求.當這些模板設計要求與混合技術PCB組件中其他所需的SMT組件發生沖突時, 可以使用符合IPC-7525設計標準的降壓模板或雙打印模板工藝.
圖4.2 x 2 UCSP偏移孔徑焊接模板設計示例。
圖5.DS2761X倒裝芯片偏置孔徑焊接模板設計示例
元件放置
所有Maxim WLP硅芯片均可通過真空噴嘴從袋載帶卷盤中拾取,并使用標準自動小間距IC拾取和放置機器放置在PCB基板上,貼裝精度≤為0.050mm,4σ。所有拾取和放置系統也需要固定式卷帶進料器底座。使用機械定心拾取裝置的系統是不可接受的,因為硅封裝極有可能造成機械損壞。
自動拾取和放置系統的放置精度還取決于其包裝輪廓居中與凸塊網格陣列居中的視覺對齊。封裝外形居中用于更高速的貼裝,對準精度要求降低,凹凸網格陣列視覺居中用于在較低的貼裝率下實現最大的對準精度。從凸塊網格陣列質心位置出發的最大封裝外形質心x,y設計公差為±0.035mm。
在 X 和 Y 方向上,為確保焊料回流潤濕力的自定心對齊,最大建議允許焊錫凸點放置偏移從 PCB 焊盤中心偏移 ±0.100mm。
所有硅芯片封裝接觸力應控制在≤ 2N (204gf)。實際放置力應使用帶儀表的校準稱重傳感器定期測量。
2D透射X射線檢測是放置精度驗證和測量所必需的。
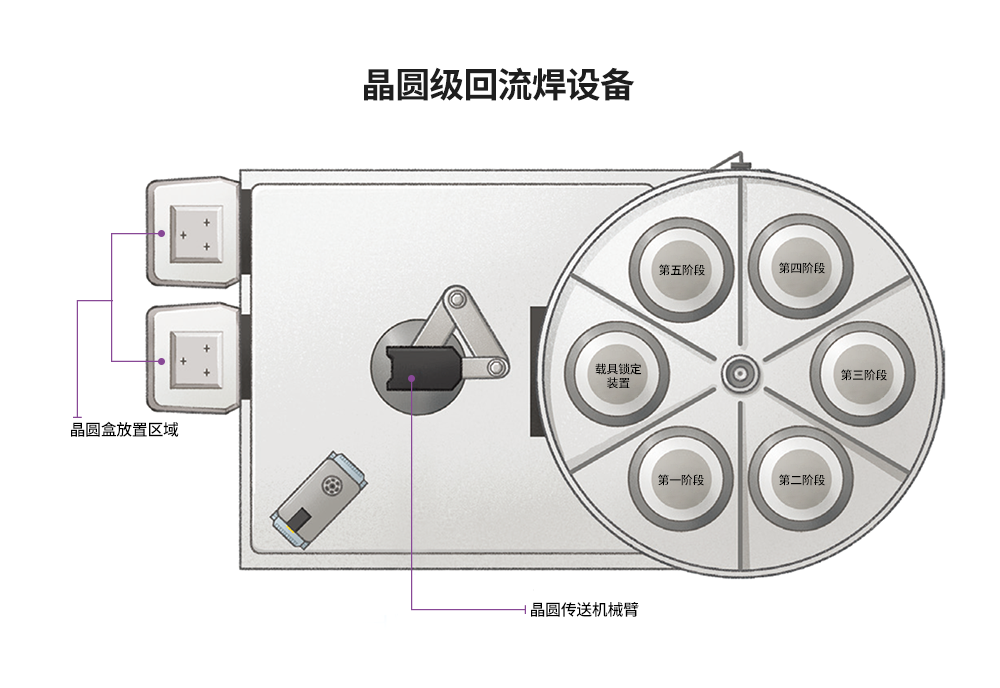
錫膏回流
Maxim的WLP與行業標準的焊料回流工藝兼容。氮氣惰性氣氛回流焊是可選的。
建議使用強制氣體對流回流爐,以在整個過程中控制傳熱速率。
WLP 焊料凸塊組件可進行多達三個標準回流循環。
建議將 2D 透射 X 射線或 3D X 射線層壓法作為回流焊點檢測樣品監測方法,用于檢測焊料短路、焊料不足、焊點內空隙和潛在的焊料打開。
共晶 Sn-Pb 焊膏回流回流至共晶 Sn-Pb 和“高鉛”焊料凸塊 WLP:標稱峰值溫度為 220°C ±15°C,熔點高于 183°C 的時間為 60 秒±15 秒,應在機器設置時通過在線熱電偶測量烘箱分析進行驗證。典型的共晶Sn-Pb焊膏回流焊溫度曲線如圖6所示。建議將共晶Sn-Pb焊膏回流焊至“高鉛”焊料凸點WLP,以進一步增強凸塊界面處的金屬間粘結層。
“無鉛”焊膏回流焊:標稱峰值溫度為250°C±10°C,高于217°C至221°C熔點的時間為60s±15s,應在機器設置時通過在線熱電偶測量烘箱分析進行驗證。Sn7.96Ag5.3和SnAg(5-2)Cu(4.0-5.0)合金的典型“無鉛”焊膏回流溫度曲線如圖8所示。
有關無鉛的更多信息。
圖7.Sn96.5Ag3.5和Sn-Ag-Cu“無鉛”焊膏的典型溫度曲線。
組件返工
WLP 返工采用與返工典型球柵陣列 (BGA) 相同的過程。
WLP去除使用與原始回流曲線相當的局部加熱,采用熱氣對流煙囪噴嘴和底部預熱。
一旦噴嘴溫度超過焊點熔點,可以使用塑料鑷子或真空工具去除有缺陷的部件。
PCB焊盤必須使用溫控烙鐵重新表面處理。
然后將凝膠或粘性助焊劑涂在焊盤上。
使用真空針拾取工具拾取替換零件,并使用視覺對齊放置夾具準確放置。
回流焊部件采用與熱氣對流噴嘴相同的底部預熱,按照原回流曲線規格。
環氧樹脂封裝(所有倒裝芯片板載組件都需要)
可以將毛細管底部填充環氧樹脂和/或 Glob-Top 環氧樹脂封裝添加到組裝的 CSP 電路中,以提高焊點互連的機械強度,并提供比沒有環氧樹脂封裝的組件高達 10 倍的加速熱循環 (ATC) 測試可靠性增強。這種“封裝效應”提高了環氧粘合劑在芯片和基板之間的機械耦合機制的性能。環氧樹脂封裝還為濕氣、濕度和化學污染提供了物理屏障。此外,底部填充環氧樹脂為相鄰焊料凸塊之間的熱循環應力引起的焊料蠕變提供了物理屏障,而 Glob-Top 環氧樹脂則提供了物理保護,防止機械接觸損壞 WLP 的背面硅表面和邊緣。
材料屬性注意事項
固化環氧樹脂線性膨脹系數 (CTE) 與焊點互連相匹配, Sn63Pb37 (21ppm/°C) - Pb95Sn5 (29ppm/°C), 65% 至 70% 二氧化硅填料。
高玻璃化轉變 (Tg) 以達到所有產品儲存壽命溫度要求(最小固化環氧樹脂 Tg ≥基材 Tg;FR4 = 120°C 至 135°C,BT/增強型 FR4 = 170°C 至 185°C)。
對 BCB 鈍化和 LPI 阻焊層具有高粘合性能。
低離子<100ppm的總鹵化物。
低粘度和快速流速,最小間隙尺寸可達 50 毫米(2 密耳)。
低翹曲,低收縮基體。
吸濕性極小。
目視檢查驗收標準
底部填充環氧樹脂必須在模具的整個周邊實現連續的正圓角,不允許有空隙。正圓角定義為與模具底部側邊緣的最小接觸高度和不超過模具頂部邊緣的最大接觸高度。此外,圓角必須表現出從外部模具邊緣到基板表面的正潤濕角。
可見環氧樹脂表面積必須均勻,沒有空隙和針孔。
環氧樹脂不得與任何裝配所需的電接觸表面相鄰。
垂直掃描聲學顯微鏡(C-SAM)成像可用作底部填充檢測中空隙的分析方法,如圖9和圖10所示。
液體環氧樹脂分配重量增加測量可以用作監測SPC能力的簡單方法。
圖8.環氧樹脂封裝選項。
圖9.垂直掃描聲學顯微鏡(C-SAM)成像示例。
圖10.垂直掃描聲學顯微鏡(C-SAM)成像示例。
包裝和運輸
為防止損壞 WLP 組件,在處理、包裝和運輸 WLP 組件時必須小心,尤其是在 WLP 安裝時沒有環氧樹脂封裝時。必須審查和優化裝配現場對使用 WLP 安裝的 PCB 的封裝規格。
審核編輯:郭婷
-
芯片
+關注
關注
453文章
50406瀏覽量
421830 -
pcb
+關注
關注
4317文章
23006瀏覽量
396297 -
晶圓
+關注
關注
52文章
4842瀏覽量
127800
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論