 連續精密沖壓模具的凸模設計方法
連續精密沖壓模具的凸模設計方法
凸模是沖壓模具中最重要的零件之一,其設計中有結構、安裝、加工、材質和成本等多項指標。正確、有效、合理且經濟地設計凸模,不僅能夠提高模具壽命,降低制造成本,提高量產能力,還有利于加工,方便維修,使后續沖壓生產高效、順暢地進行。
前言
模具被稱為工業之母,是制造精度和質量保證的基礎,德國和日本對模具在工業及經濟中的作用和重要性都有非常高的評價。2002年,英特爾公司因為某電腦連接器端子模具的歐洲供應商技術不過關,生產的零件不合格,讓深圳某臺資企業用11臺高速沖床日夜同時生產該端子,連續數月每月產值超過10億新臺幣,這對于一個3000余人的制造業工廠來說堪稱奇跡。
如今連續精密沖壓模具在現代零件生產中的應用越來越多,地位也越來越突出,薄材的精密沖壓成形是現代電子產品零件生產的必要工序,其凸模設計尤為重要。
凸模設計
2.1 凸模的結構形式
凸模結構分為鑲拼式(見圖1)和整體式。鑲拼式凸模將多個小凸模組合在一起[1],其裝配誤差較大且不方便維修,在現代高速沖壓模具中使用較少。
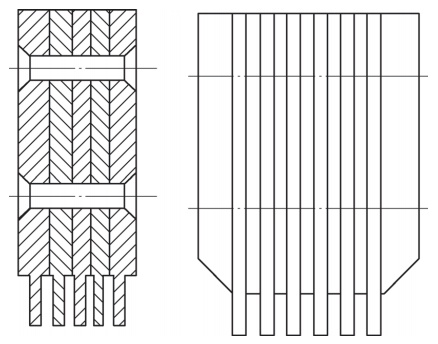
圖1鑲拼式凸模 整體式凸模主要有以下4種結構形式。
(1)掛肩型凸模(見圖2)
在過去的工程模(單工序模與復合模的合稱)中應用非常多,其刃口尺寸足夠大,下部做成直通型,上部做出掛肩以防止卸料時凸模被抽出固定板。掛肩設計成不對稱的形式,避免安裝出錯。但是掛肩會導致維修保養時模具拆裝不方便,必須拆開模板才能取出凸模,而模板的分拆會讓模具精度受到嚴重影響,因此這種結構現在極少使用。
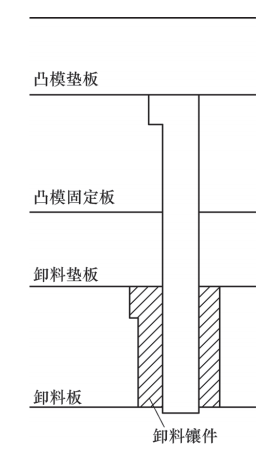
圖2掛肩型凸模
(2)直通型凸模(見圖3)
這種凸模刃口尺寸足夠大,其結構是掛肩型凸模的改進,即掛肩型凸模不再做掛肩部分,刃口與固定部分形狀尺寸完全一樣。該改進使直通型凸模的應用率增加。
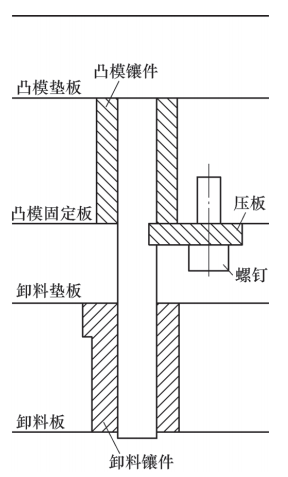
圖3直通型凸模
(3)補強型凸模(見圖4)
現代模具生產零件越來越精密,下料刃口部分尺寸較小,直通型凸模的剛性與強度較弱,過去常增加凸模護套。現在為了提高凸模的剛性與強度,在下部設計刃口直通部分L1(6~10mm),中間用R40mm圓弧(光學磨床砂輪最小半徑)補強,上面安裝部分設計成矩形,方便維修移位。
因為有壓板槽位置防呆[2],所以不另設計防呆結構。在設計時最好讓刃口靠近補強型凸模兩側,方便安裝定位,降低加工難度,節約成本。補強型凸模是現在應用最多的凸模結構。
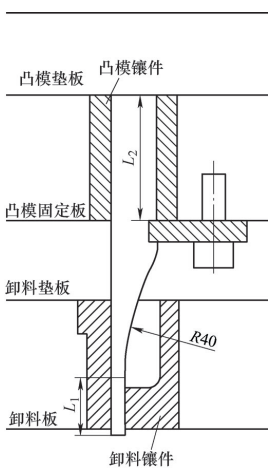
圖4補強型凸模
(4)圓型凸模(見圖5)
圓型凸模的應用較多,基本每套模具都有使用。當凸模直徑非常小時,多軸肩型凸模和單軸肩型凸模加工非常困難。粘頭凸模是把小直徑凸模材料(CD650)直接裁成需要的長度尺寸,在安裝部位外用合金模具鋼(SKD11)做一個套筒,將二者用厭氧膠粘在一起,這樣與單軸肩型圓型凸模使用效果一樣,價格卻不到前者的1/3。由于圓型凸模不利于維修時移位,所以經常在安裝部位設計一個長方體的凸模鑲件套在凸模上。
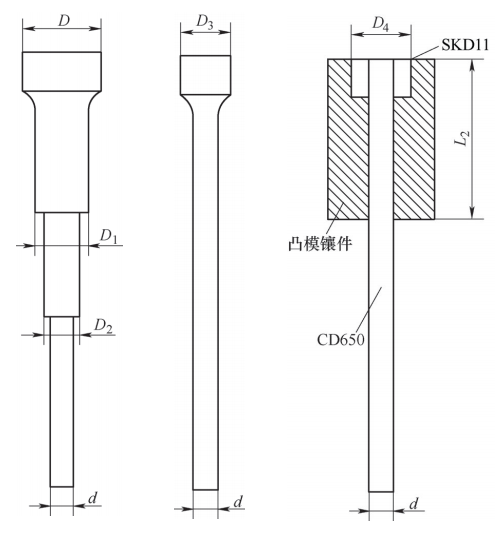
a)多軸肩型 b)單軸肩型 c)粘頭凸模
圖5圓型凸模
2.2 凸模的固定安裝方式
凸模的安裝是在凸模固定板上進行的,有定位與固定兩方面的要求。凸模定位是通過凸模與固定板上孔的配合來實現,固定可通過掛肩、螺栓、鉚接、環氧樹脂膠、側銷、橫銷和壓板等完成。直通型凸模由于外形不規則,所以需要在安裝部位加設一個長方體的凸模鑲件進行輔助。
固定板固定凸模位置與凸模刃口工作位置有一定距離,易使凸模失穩造成失效,如果凸模刃口尺寸較小,根本不可能正常量產。凸模做成壓板固定時加設一個卸料鑲件,凸模穿過卸料鑲件與凹模進行沖裁時,卸料鑲件可以引導凸模進入凹模,保護凸模免受側向力。
該凸模與卸料鑲件的單邊間隙設計成0.003~0.005mm甚至更小,凸模工作時露出卸料鑲件3mm左右,不易受到損害。凸模安裝部位尺寸設計成與固定板方孔尺寸一致或者略小一點,壓板槽比固定板低0.02~0.05mm,讓凸模在固定板里有一點活動余地,真正定位依靠卸料鑲件,避免固定板與卸料鑲件二者定位產生相互干涉。
由于卸料鑲件定位處就是凸模刃口工作位置,因此效果最佳。卸下壓板螺釘,拔出壓板就可以取出凸模,凸模拆卸方便,能實現凸模的快速保養與維修。
2.3 凸模的材質選擇
凸模既要能承受一定的沖擊力,又要具有較高的耐磨性,因此應選擇具有一定韌性的高硬度材質。連續精密沖壓模具為了滿足其量產能力,在凸模材料選擇上更是優中選優。Cr12MoV、Cr12和SKD11等過去常用的凸模材料在連續精密沖壓模具中只能用來制作模板或鑲件,連續精密沖壓模具凸模最常用的材料是國外鎢鋼材料CD650,其表面質量高,非常耐磨,最佳使用硬度達90HRA;其次是國外高鉻鉬釩粉末材料ASP-23,最佳使用硬度在63HRC左右[3]。
2.4 凸模的加工方法
直通型凸模外形不規則,一般采用慢走絲線切割加工,割一修一或修二,慢走絲線切割雖然加工精度較高,但是表面高溫生成的薄氧化層也會對其產生影響,能達到的尺寸精度為±0.003mm。掛肩型凸模采用普通小平磨床(G)加工,需要注意將掛肩設計在不影響加工的位置。補強型凸模采用光學磨床(PG)加工,成本較高。后兩者加工能達到的尺寸精度為±0.002mm。
結束語
連續精密沖壓模具對模具壽命要求高,電子通信類的小五金沖壓模具壽命一般需達到100kk(1億)沖次,而端子模具壽命需達到500kk(5億)沖次。凸模設計時需要綜合考慮產品精度、生產綱領、模具壽命、加工難易、維修方便及經濟性能等因素,根據實際情況正確、合理且靈活地設計凸模,以滿足產品質量要求,有利于進行適時改良并保證順利生產。
審核編輯:劉清
-
連接器
+關注
關注
98文章
14317瀏覽量
136163 -
ASP
+關注
關注
0文章
98瀏覽量
34057 -
HRC
+關注
關注
0文章
6瀏覽量
6329
原文標題:連續精密沖壓模具的凸模設計
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
PCB外型加工模具沖裁的方法
以電機定轉子鐵芯為例機床沖壓技術怎么確保高精度
深圳模胚加工廠家為您解析:鑄造模具的分類都有哪些?
龍華具體選材沖壓模具材料可按哪些方法進行?
超聲功率放大器在柔性模沖壓技術中的應用
超聲功率放大器在柔性模沖壓技術中的應用





 工商網監
工商網監
評論