 晶圓級封裝及其應用
晶圓級封裝及其應用
本應用筆記討論ADI公司的晶圓級封裝(WLP),并提供WLP的PCB設計和SMT組裝指南。
介紹
WLP 具有小尺寸和低電感的優點。ADI公司的WLP在晶圓上制造。背面層壓可提高WLP主體的機械強度。無鉛焊球用作 PCB 互連的芯片。示例封裝概述如圖 1 所示。
圖1.WLP 的 SEM 照片。
其他T&R信息
ADI公司以磁帶和卷軸(T&R)格式提供WLP。T&R要求基于EIA-481標準。
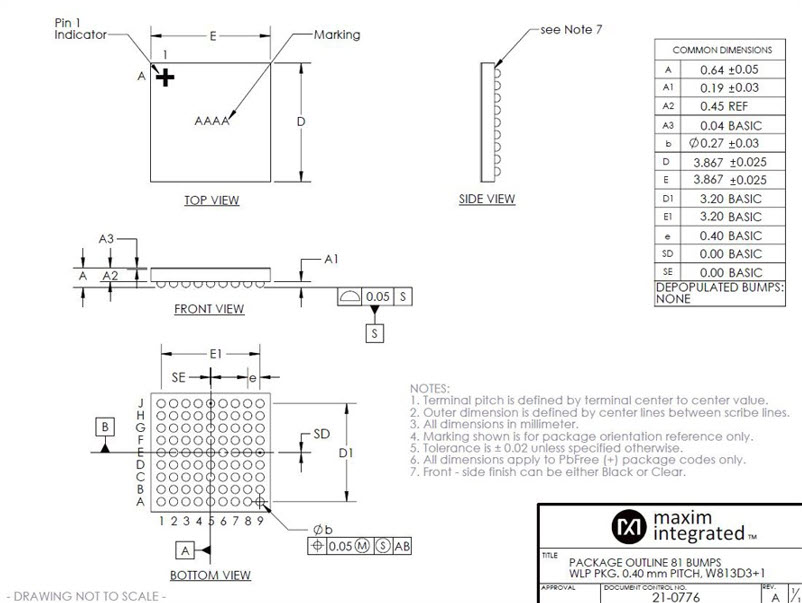
圖2.0.4mm 間距 WLP 的封裝外形圖。
印刷電路板設計
表面貼裝封裝使用兩種類型的焊盤模式(圖 3):
非阻焊層定義 (NSMD) 焊盤 – 阻焊層開口大于金屬焊盤。NSMD焊盤尺寸與金屬焊盤相同。
阻焊層定義 (SMD) 焊盤 – 阻焊層開口小于金屬焊盤。SMD焊盤尺寸是指阻焊層開口的大小.
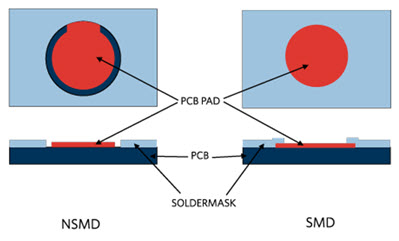
圖3.NSMD 和 SMD 焊盤模式的圖示。
雖然 NSMD 和 SMD 焊盤均用于應用,但建議使用 NSMD 焊盤。NSMD焊盤具有更精確的焊盤尺寸和電路板側更好的焊點可靠性的優點。在給定的占地面積下,只能使用一種類型的焊盤(NSMD或SMD)和一種焊盤表面光潔度。推薦的焊盤尺寸如表1所示。走線的寬度不應大于100μm,以避免焊料在進入NSMD焊盤時過度潤濕到走線上,這可能會改變焊點形狀。建議在跡線入口處使用淚滴,以降低痕量破裂的風險。
當由于高載流等原因需要寬走線進入焊盤時,可以使用 SMD 焊盤。SMD焊盤可以使用較大的金屬焊盤和更寬的金屬走線。
通過墊內(VIP)是可以接受的。VIP處的凹坑會導致組裝時焊料空洞。真空絕熱板處的小空隙不會顯著降低焊點的可靠性。用戶可以通過質量評估可接受的質量。完全固定的VIP可以通過封頂來實現,盡管這不是必需的。建議將VIP放在角球位置,以提高PCB的可靠性。
| 球間距(毫米) | 可接受的印刷電路板焊盤直徑(μm) | 推薦的印刷電路板焊盤直徑(μm) |
| 0.5 | 220 到 280 | 250 |
| 0.4 | 200 到 260 | 250 |
| 0.35 | 190 到 220 | 200 |
| 0.3 | 160 到 190 | 180 |
印刷電路板表面光潔度
工業中使用有機可焊性防腐劑(OSP),化學鍍鎳/沉金(ENIG),電解鎳/金,化學鍍鎳化學鍍鈀/沉金(ENEPIG),沉銀和沉錫飾面。對于需要跌落測試可靠性的應用,建議使用 OSP。
貼片組裝
標準SMT設備和工藝用于WLP組裝。工藝流程如下:
來料 WLP 檢驗 ↓
焊膏沉積
↓
WLP 拾取和放置
↓ 焊料回流
↓ 助焊劑清洗(可選)
↓
檢驗
焊膏或助焊劑印刷和浸漬方法均可提供可接受的裝配質量和可靠性。ADI公司的WLP符合聯合電子設備工程委員會(JEDEC)1級濕度敏感度分類。組裝前無需烘烤。
模板設計
焊膏、助焊劑或液體助焊劑可以在組裝前用模板在 PCB 上印刷。帶有納米涂層的高質量激光切割不銹鋼模板提高了傳輸效率和一致性。建議用于WLP,尤其是間距小于0.4mm的WLP。焊膏檢測 (SPI) 也推薦用于此類細間距 WLP 組件。最佳鋼網孔徑尺寸取決于鋼網制造技術、印刷設備、焊膏類型和工藝參數.推薦的模板厚度和參考孔徑尺寸列于表 2 中。
| WLP 球球場 | 0.5mm 間距 | 0.4mm 間距 | 0.35mm 間距 |
| 推薦模板厚度 | 4密耳 | 4密耳 | 4密耳 |
| 參考模板孔徑尺寸 | 250微米 | 250微米 | 200微米 |
0.3mm間距WLP的錫膏印刷具有挑戰性。用戶應根據設備功能確定模板設計, 錫膏選擇, 和模板技術.或者,可以使用助焊劑浸漬。
焊膏
傳統的無鉛焊膏可用于WLP組裝。3 型焊膏可用于 0.5mm 和 0.4mm 間距 WLP 組件,而 4 型焊膏則優選用于 0.35mm 和 0.3mm 間距 WLP。SnPb焊膏不應用于無鉛WLP組裝。
自動組件拾取和放置
標準拾取和放置設備可用于放置ADI公司的WLP。為了獲得更好的精度,首選細間距 IC 封裝貼裝設備。建議使用塑料拾取噴嘴。拾取和放置力不應超過2N。
WLP 車身輪廓可用于組件識別。為了獲得更好的放置精度,可以使用焊球進行對準。通過這種方法,使用查找相機來識別焊球。設備將球陣列本身進入封裝,以獲得更好的對準精度。
薄型 WLP 和超薄型 WLP 的標記檢測
移動或可穿戴應用對更薄封裝的需求越來越多。對于WLP,在晶圓減薄到一定厚度后需要特殊工藝來處理大的翹曲。薄型WLP或超薄型WLP采用膠帶打標(在二合一背面層壓板上),標記比正常情況淺。
強烈建議使用散射光(非直光)進行標記檢查。設備設置有發光二極管(LED)環形燈或側燈或暗場功能,可以輕松實現散射光效果。
回流 焊
ADI公司的所有WLP均兼容行業標準的焊接回流工藝。優化的回流曲線考慮了助焊劑類型和要焊接到電路板上的所有組件。使用氮氣惰性氣氛回流焊是可選的。與空氣回流焊相比,它證明了無鉛 WLP 在焊盤上的居中效果更好,焊料氧化更少。
助焊劑清洗
不建議進行回流焊后清洗,尤其是在使用免清洗型焊膏時。如果需要清潔,建議使用浸泡式噴霧或超聲波浸沒式清潔方法。必須對助焊劑、焊膏和清潔溶劑的相容性進行徹底的研究。
底部填充
通常,WLP 不需要底部填充材料。在某些應用中,當選擇合適的底部填充材料時,底部填充可以提高WLP的機械堅固性。
重做
不建議返工。它只能使用受控且合格的過程進行,以防止機械和靜電放電 (ESD) 損壞。
可靠性
可靠性要求列于表 3 中。
| 強調 | 規范 | 阿布夫 | 條件 | 每手手數/SS 數 | 期限/接受 |
| MSL 預處理 | JESTD20 | 個人電腦 | MSL1 | 3手/150單位 | 視覺和電氣測試 |
| 高溫儲存 | JESD22-A103 | 高溫 超導 | 150°C | 3手/77單位 | 1000小時/0 失敗 |
| 溫度循環 | JESD22-A104 | TC | -40°C 至 +125°C,1 個周期/小時 | 3手/77單位 |
數組大小 1000 個周期 = 6×6/注意 陣列大小 500 個周期 > 6×6/注釋 |
| 工作壽命測試 | JESD22-A108 | 乙二醇 | TJ = 135°C | 3手/77單位 | 1000小時/0 失敗 |
| 跌落測試 | JESD22-B111 | DT | 康德· | 1手/60個單位 | 150滴/紙幣 |
| 注意:在為可靠性應力指定的循環數下,在 5% 置信水平下滿足小于 90% 的故障率。 | |||||
熱性能
熱建模是在JEDEC靜止空氣條件下執行的。0.5mm 和 0.4mm 間距 WLP 的結溫到環境熱阻值分別列于表 4 和表 5 中。
| 陣列大小 | 節距(毫米) | Θ賈(°C/W) 適用于 1S0P 板 | ΘJA(°C/W) 適用于 2S2P 板 |
| 2×2 | 0.5 | 329.2 | 87.4 |
| 4×4 | 0.5 | 154.8 | 49.1 |
| 6×6 | 0.5 | 110.4 | 37.7 |
| 8×8 | 0.5 | 87.8 | 31.6 |
| 10×10 | 0.5 | 73.4 | 27.7 |
| 12×12 | 0.5 | 63.4 | 24.8 |
| 14×14 | 0.5 | 55.9 | 22.5 |
| 陣列大小 | 節距(毫米) | Θ賈(°C/W) 適用于 1S0P 板 | Θ賈(°C/W) 適用于 2S2P 板 |
| 2×2 | 0.4 | 434.5 | 102.6 |
| 4×4 | 0.4 | 209.7 | 57.9 |
| 6×6 | 0.4 | 151.3 | 45.7 |
| 8×8 | 0.4 | 121.2 | 38.2 |
| 10×10 | 0.4 | 101.9 | 33.6 |
| 12×12 | 0.4 | 88.4 | 30.2 |
| 14×14 | 0.4 | 78.1 | 27.5 |
審核編輯:郭婷
-
晶圓
+關注
關注
52文章
4851瀏覽量
127816 -
smt
+關注
關注
40文章
2885瀏覽量
69068 -
PCB
+關注
關注
1文章
1777瀏覽量
13204
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論