") 弧焊機(jī)器人焊接方法及系統(tǒng)的組成
弧焊機(jī)器人焊接方法及系統(tǒng)的組成
機(jī)器人弧焊主要應(yīng)用于各類汽車零部件、工程機(jī)械、金屬行業(yè)的自動(dòng)化生產(chǎn)。
隨著技術(shù)的發(fā)展,弧焊機(jī)器人正利用機(jī)器視覺及云數(shù)據(jù)向智能化的方向發(fā)展。接下來就隨弧焊機(jī)器人廠家無錫金紅鷹一起去看看吧。
系統(tǒng)組成
一般的弧焊機(jī)器人系統(tǒng)是由以下部分組成:
1、機(jī)器人本體
2、自動(dòng)送絲裝置
3、焊接電源
4、焊槍
5、變位機(jī)
6、工裝夾具
系統(tǒng)組成還可根據(jù)焊接方法的不同以及具體待焊工件焊接工藝要求的不同等情況,選擇性擴(kuò)展以下裝置:
1、清槍剪絲裝置
2、冷卻水箱
3、焊劑輸送和回收裝置(SAW時(shí))
4、移動(dòng)裝置
5、焊接變位機(jī)
6、傳感裝置
7、除塵裝置及焊縫檢測(cè)設(shè)備
以下是一個(gè)標(biāo)準(zhǔn)的機(jī)器人弧焊工作站
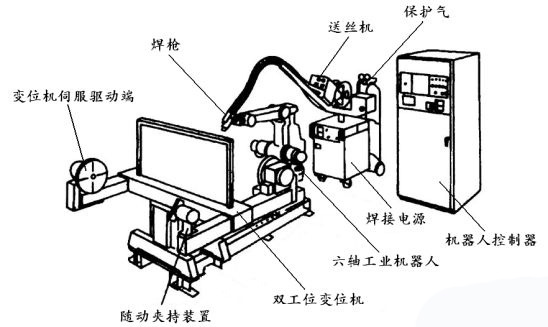
弧焊工作站
三種焊接方法
1、氣體保護(hù)電弧焊:
利用氬氣作為焊接區(qū)域保護(hù)氣體的氬弧焊、利用二氧化碳作為焊接區(qū)域保護(hù)氣體的二氧化碳保護(hù)焊等,均屬于氣體保護(hù)電弧焊。
其基本原理是在以電弧為熱源進(jìn)行焊接時(shí),同時(shí)從噴槍的噴嘴中連續(xù)噴出保護(hù)氣體把空氣與焊接區(qū)域中的熔化金屬隔離開來,以保護(hù)電弧和焊接熔池中的液態(tài)金屬不受大氣中的氧、氮、氫等污染,以達(dá)到提高焊接質(zhì)量的目的。
2、鎢極氬弧焊:
以高熔點(diǎn)的金屬鎢棒作為焊接時(shí)產(chǎn)生電弧的一個(gè)電極,并處在氬氣保護(hù)下的電弧焊,常用于不銹鋼、高溫合金等要求嚴(yán)格的焊接。
3、等離子電弧焊:
由鎢極氬弧焊發(fā)展起來的一種焊接方法,等離子弧是離子氣被電離產(chǎn)生高溫離子氣流,從噴嘴細(xì)孔中噴出,經(jīng)壓縮形成細(xì)長(zhǎng)的弧柱,高于常規(guī)的自由電弧,如:氬弧焊僅達(dá)5000-8000K。由于等離子弧具有弧柱細(xì)長(zhǎng),能量密度高的特點(diǎn),因而在焊接領(lǐng)域有著廣泛的應(yīng)用。
三種氣體保護(hù)焊
弧焊機(jī)器人多采用氣體保護(hù)焊方法(MAG、MIG、TIG),通常的晶閘管式、逆變式、波形控制式、脈沖或非脈沖式等的焊接電源都可以裝到機(jī)器人上作電弧焊。由于機(jī)器人控制柜采用數(shù)字控制,而焊接電源多為模擬控制,所以需要在焊接電源與控制柜之間加一個(gè)接口。
近年來,國(guó)外機(jī)器人生產(chǎn)廠都有自己特定的配套焊接設(shè)備,這些焊接設(shè)備內(nèi)已經(jīng)播人相應(yīng)的接口板、所以部分弧焊機(jī)器人系統(tǒng)中并沒有附加接口箱。
無錫金紅鷹提醒大家,在弧焊機(jī)器人工作周期中電弧時(shí)間所占的比例較大,因此在選擇焊接電源時(shí),一般應(yīng)按持續(xù)率100%來確定電源的容量。
1、MIG焊(熔化極氣體保護(hù)電弧焊):
這種焊接方法是利用連續(xù)送進(jìn)的焊絲與工件之間燃燒的電弧作熱源,由焊炬嘴噴出的氣體來保護(hù)電弧進(jìn)行焊接的。惰性氣體一般為氬氣。
2、TIG焊(惰性氣體鎢極保護(hù)焊):
TIG焊的熱源為直流電弧,工作電壓為10~15伏,但電流可達(dá)300安培,把工件作為正極,焊炬中的鎢極作為負(fù)極。 惰性氣體一般為氬氣。
3、MAG焊(熔化極活性氣體保護(hù)焊):
熔化極活性氣體保護(hù)焊是采用在惰性氣體中加入一定量的活性氣體,如O2、CO2等作為保護(hù)氣體。
總結(jié):弧焊機(jī)器人系統(tǒng)是由機(jī)器人本體、自動(dòng)送絲裝置、焊接電源、焊槍、變位機(jī)和工裝夾具等組成的;主要有氣體保護(hù)電弧焊、鎢極氬弧焊和等離子電弧焊三種焊接方法;氣體保護(hù)焊又分為MAG、MIG、TIG三種。如果您對(duì)弧焊機(jī)器人感興趣可以聯(lián)系無錫金紅鷹:4008-258-628,我們提供機(jī)器人的設(shè)計(jì)、生產(chǎn)、銷售及售后服務(wù),助力工業(yè)自動(dòng)化。
審核編輯黃宇
-
機(jī)器人
+關(guān)注
關(guān)注
210文章
28231瀏覽量
206615 -
焊接
+關(guān)注
關(guān)注
38文章
3069瀏覽量
59609
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
焊接機(jī)器人焊接工藝了解嗎?管道焊接機(jī)器人可視焊縫追蹤系統(tǒng)介紹
弧焊機(jī)和電焊機(jī)有什么區(qū)別?舉例分析
焊機(jī)弧壓與空載電壓區(qū)別?
焊接機(jī)器人拖拽軌跡怎么設(shè)置

焊接機(jī)器人示教模式怎么設(shè)置

焊接機(jī)器人視覺控制技術(shù)有哪些組成
深度剖析:MT6816 磁編碼 IC 在機(jī)器人焊接變位機(jī)中的應(yīng)用
MT6835磁編碼IC在弧焊機(jī)器人領(lǐng)域的應(yīng)用
碼垛機(jī)器人的組成和工作原理
簡(jiǎn)述機(jī)器人控制系統(tǒng)的組成
機(jī)器人焊接與人工焊接對(duì)比分析

視覺機(jī)器人焊接的研究現(xiàn)狀

2023年中國(guó)市場(chǎng)弧焊機(jī)器人出貨量TOP10榜單揭曉

機(jī)器人焊接技術(shù)的應(yīng)用與發(fā)展前景
焊接機(jī)器人配合變位機(jī)的優(yōu)點(diǎn)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論