 p型氮化鎵的晶體學濕式化學蝕刻
p型氮化鎵的晶體學濕式化學蝕刻
引言
光增強電化學(PEC)濕式蝕刻也被證明可以用于GaN的蝕刻,但在大多數情況下,產生的表面非常粗糙。最近,氮化鎵型采用了包括晶體濕化學蝕刻在內的兩步法。這個過程包括一個傳統的蝕刻步驟,如干式蝕刻,然后是第二個,晶體學的濕式蝕刻步驟。兩步過程提供了平滑的表面,可用于創建下切、超切或垂直側壁。然而,這種技術尚未被證明為p型氮化鎵;本文報告了第一次p型氮化鎵的晶體學濕法蝕刻。
實驗
晶體蝕刻過程中兩個蝕刻步驟中的第一個用于確定蝕刻深度,它可以通過幾種常見的處理方法進行,包括干蝕刻、PEC蝕刻和裂解。這第一步是必需的,因為c平面(0001)對所有已研究過的化學制劑都不敏感,除了在發生蝕刻坑的缺陷部位。對于這里報道的所有樣本,裂解已經被用作我們的第一步。第二步是通過浸沒在能夠晶體蝕刻的熱化學蝕刻劑中來蝕刻氮化鎵。(江蘇英思特半導體科技有限公司)
這個蝕刻步驟可以產生光滑的晶體表面,并且所產生的蝕刻平面可以通過改變第一步的方向、化學劑和溫度來控制。采用金屬有機氣相外延法在c平面藍寶石襯底上的氣相外延生長了摻雜mg的p型氮化鎵樣品。樣品由p型氮化鎵層組成,載流子濃度由霍爾測量確定為7 31016 cm2 3,生長在300 A AlN緩沖層上的未摻雜高電阻率層上,總厚度為2-2.5mm。(江蘇英思特半導體科技有限公司)
蝕刻是在熱盤子上的耐熱玻璃燒杯中完成的。溫度通過浸在樣品旁邊的熱電偶進行監測,溫度精確度在58攝氏度以內。在熔融的氫氧化鉀、氫氧化鉀溶解在乙二醇、磷酸和四乙基氫氧化銨(TEAH)中顯示了結晶蝕刻。蝕刻發生在“水平的”,即,正常于[0001]。
然而,用掃描電子顯微鏡(SEM)測量的氮化鎵epi層的厚度沒有變化。因此,在“垂直”[0001]方向上的蝕刻速率至少比在水平方向上的蝕刻速率低兩個數量級。由于c平面不受本研究中使用的所有化學物質的影響,因此晶體學蝕刻步驟不需要蝕刻掩模。c平面本身作為一個掩模。然而,為了防止在缺陷部位出現蝕刻坑,可能需要一個蝕刻掩模。為此目的,我們已經成功地使用了60納米厚的鎳掩膜在氮氣中650℃退火2 min后,在氮氣氣氛中900℃退火30s后。退火后的鎳掩模可以通過在1:1:3的鹽酸、硝酸和水溶液中蝕刻去除,退火后的鈦掩模可以通過在緩沖的氧化物蝕刻劑中蝕刻去除。去除口罩后,未觀察到表面損傷。(江蘇英思特半導體科技有限公司)
結果和討論
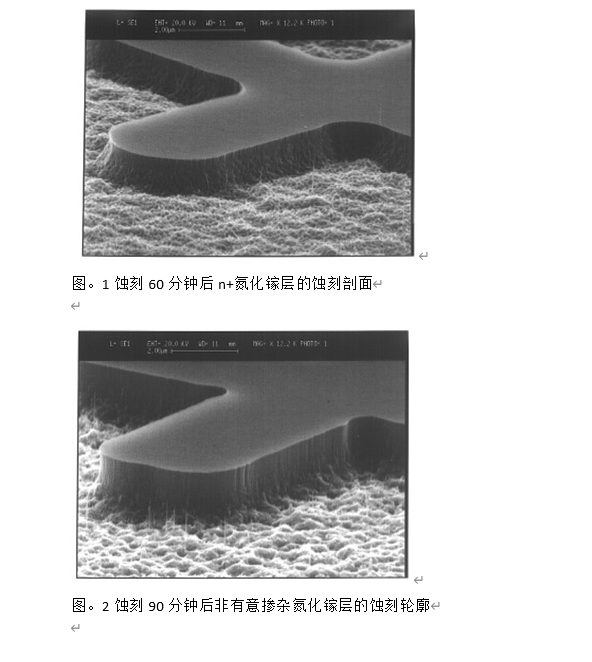
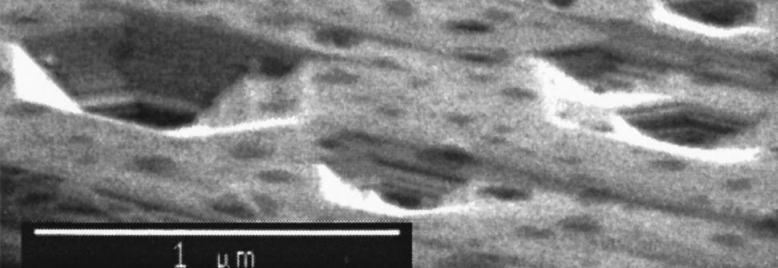
p型氮化鎵晶體濕蝕刻后觀察到的兩個蝕刻平面的掃描電鏡圖像如圖1所示。只有epi層的頂部部分是摻雜的p型的;下面的1毫米是未摻雜的。圖1中所示的表面的無縫形貌表明,摻雜量的變化并不影響蝕刻平面或蝕刻速率。磷酸、TEAH、氫氧化鉀在乙二醇和氫氧化鉀熔融條件下形成的最常見的蝕刻面為{101w2 w},如圖1a所示。在熔融的氫氧化鉀中蝕刻后,也可以觀察到圖1b中所示的{101w0}平面。(江蘇英思特半導體科技有限公司)
圖1.濕蝕刻氮化鎵晶體表面的掃描電鏡圖像.
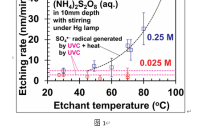
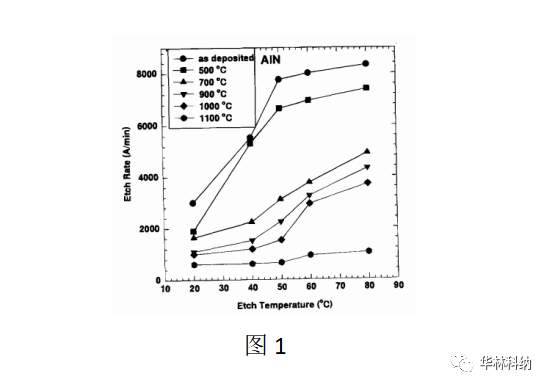
從p型氮化鎵和圖2中的阿倫尼烏斯圖可以看出,熔融氫氧化鉀和n型氮化鎵的蝕刻速率和活化能幾乎相同。兩種樣品的活化能均為21千卡/摩爾,或0.9 eV。在圖2和圖3中,每個樣品在任何給定的溫度下都記錄了兩種不同的蝕刻速率。在沿氮化鎵{1120} a平面切割的晶片一側測量較快的蝕刻速率,在沿氮化鎵{1010} m平面切割的晶片一側測量較慢的蝕刻速率。從圖3的阿倫尼烏斯圖推斷,乙二醇中30%氫氧化鉀的活化能為21千卡/摩爾,或0.9 eV,磷酸的活化能為33千卡/摩爾,或1.3 eV。對于所有使用的蝕刻劑,活化能等于或略高于氮化鎵的計算生成熱,為0.90 eV。這些高活化能表明蝕刻是反應速率有限的。如果蝕刻速率擴散有限,活化能預計在16千卡/摩爾范圍內。(江蘇英思特半導體科技有限公司)
圖2。熔融氫氧化鉀中n型和p型氮化鎵蝕刻速率的阿倫尼烏斯圖
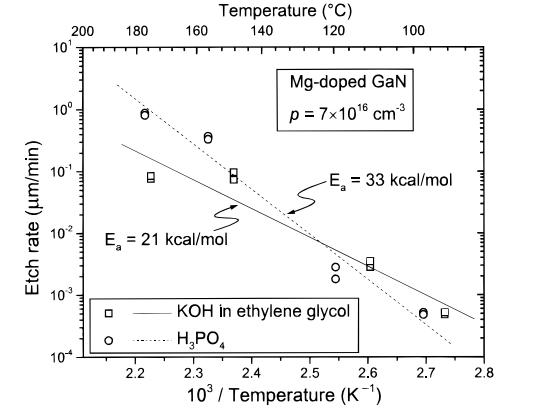
圖3.用乙二醇溶解的磷酸和30%氫氧化鉀中p型氮化鎵蝕刻率的阿倫尼烏斯圖。
結論
一種晶體學濕式化學蝕刻技術能夠以垂直于生長方向高達1.2 mm/min的速率蝕刻p型氮化鎵。蝕刻的活化能在磷酸中為33千卡/摩爾,在氫氧化鉀和在乙二醇中溶解的氫氧化鉀中為21千卡/摩爾。在四乙基氫氧化銨中也實現了蝕刻。觀察到的晶體學氮化鎵蝕刻平面分別為(0001)、{10w10}和{101 w2 w}。由于氮化鎵的c面不受蝕刻劑的影響,除了防止脫位時蝕刻坑的形成外,不需要蝕刻掩模。當需要時,退火鎳和退火鈦即使在本研究中使用的最高溫度下也是有效的掩膜。p型材料的蝕刻率與之前研究過的n型材料相似。未摻雜GaN/p型氮化鎵均型結無縫蝕刻,可以形成垂直的側壁或下切的側壁,這取決于所使用的化學性質。與電導率類型無關的蝕刻光滑垂直側壁的能力表明,晶體蝕刻可用于制造氮化鎵基激光二極管的切面。(江蘇英思特半導體科技有限公司)
審核編輯 黃宇
-
晶體
+關注
關注
2文章
1342瀏覽量
35376 -
氮化鎵
+關注
關注
59文章
1618瀏覽量
116188 -
蝕刻
+關注
關注
9文章
413瀏覽量
15348 -
PEC
+關注
關注
0文章
19瀏覽量
20713
發布評論請先 登錄
相關推薦
《炬豐科技-半導體工藝》GaN的晶體濕化學蝕刻
《炬豐科技-半導體工藝》GaN、ZnO和SiC的濕法化學蝕刻
氮化鎵: 歷史與未來
為什么氮化鎵比硅更好?
氮化鎵的大面積光電化學蝕刻的實驗報告
通過熱增強提高氮化鎵的濕蝕刻速率報告
氮化鎵是什么晶體,氮化鎵(GaN)的重要性分析

氮化鎵的晶體學濕式化學蝕刻法





 工商網監
工商網監
評論