") 淺談激光錫焊設(shè)備常用的送絲方式
淺談激光錫焊設(shè)備常用的送絲方式
相信很多用戶已經(jīng)感受到,激光焊接設(shè)備所帶來的性能體驗,它焊接后的工件無間隙,具有防腐性能。但也有些材料因素材質(zhì)原因,需要特定的處理,例如送焊絲等,今天騁電電子小編就來給大家分享下這方面的知識。
由于焊絲也會間接影響到焊接效果,所以有著一定的送絲要求,特別是激光焊接設(shè)備的速度很快的情況下,送絲的速度也需要保持著精度,因此給送絲系統(tǒng)提出了新的要求。
一、激光焊接設(shè)備配套送絲原理
通過設(shè)置光學單元前驅(qū)動的送絲速度值,然后由存儲裝置后驅(qū)動將焊絲提供給前驅(qū)動。優(yōu)勢是:能夠集中控制送絲的速度,為避免焊絲出現(xiàn)彎曲,應(yīng)設(shè)定合適的扭矩,通過驅(qū)動單元施加壓力,能降低焊接變形現(xiàn)象。
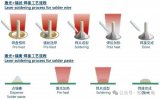
激光錫焊設(shè)備的送絲機構(gòu)主要包括送絲、送絲軟管、焊絲等,各部分之間相互配合完成自動化送絲過程,激光錫焊系統(tǒng)的送絲過程可以配合焊接速度,實現(xiàn)通過配置將焊絲送到指定位置。激光錫焊系統(tǒng)在運行的過程中,送絲過程基本上是一步完成的。
二、為了滿足工件的焊接要求,我們需要根據(jù)情況按需選擇,具體的送絲方式如下。
1、推絲式送絲方式,指焊槍與送絲機構(gòu)分別工作,經(jīng)軟管將焊絲送到焊槍的送絲方式。重量輕,構(gòu)造簡單利于操作,方便維護檢修。缺點是送絲過程中阻力不小,送絲軟管的加長會降低送絲的穩(wěn)定度,根據(jù)數(shù)據(jù)統(tǒng)計,一般適于焊絲直徑2mm、送絲軟管長度5m的半自動熔化極氣保焊。
2、拉絲式送絲方式,指送絲機構(gòu)和焊絲盤都分開裝在焊槍上,通過送絲軟管連接的送絲方式。主要應(yīng)用在焊絲直徑不大于0.8mm的細絲半自動熔化極氣體保護焊。
3、推拉絲式送絲方式,指同時具備推絲機和拉絲機,兩者相組合的送絲方式。其中以推絲為主,拉絲負責拉直焊絲,可將送絲軟管加長到10m,但結(jié)構(gòu)復雜,在實際焊接中不常用。
以上就是激光焊接設(shè)備常用的三種送絲方式,只有選用能滿足工件的焊接方式,才能幫助焊接設(shè)備完成焊接作業(yè)。
審核編輯黃宇
-
激光
+關(guān)注
關(guān)注
19文章
3131瀏覽量
64375 -
錫焊
+關(guān)注
關(guān)注
0文章
62瀏覽量
14063
發(fā)布評論請先 登錄
相關(guān)推薦
激光錫焊技術(shù)的應(yīng)用和優(yōu)點
點錫膏激光焊接和送錫絲激光焊接如何選擇
激光錫焊與電烙鐵錫焊的區(qū)別
不同錫絲的激光焊錫使用
松盛光電恒溫激光錫焊系統(tǒng)解決方案
激光錫焊技術(shù):無線WiFi設(shè)備制造的精密工藝革命
大研智造 電子制造的精密革命:激光錫焊技術(shù)深度解析!
革新傳統(tǒng)焊接:激光錫焊技術(shù)在微電子領(lǐng)域的突破
超越傳統(tǒng):大研智造激光錫焊在高端電子組裝中的應(yīng)用
FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?
激光焊接機:生產(chǎn)中送絲機卡絲該如何解決?

手持激光焊接機帶送絲的價格是多少?

激光焊接的焊接方式及優(yōu)勢?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論