 機器人焊縫追蹤是怎么實現實時補償的
機器人焊縫追蹤是怎么實現實時補償的
隨著制造業的發展,機器人焊接技術已經成為許多制造企業的重要工具。而機器人焊接技術中的關鍵環節之一就是焊縫追蹤,它能夠在焊接過程中實時檢測焊縫的位置和形狀,然后根據檢測結果進行實時補償,以保證焊接的準確性和穩定性。
那么,機器人焊縫追蹤是如何實現實時補償的呢?本文將詳細介紹機器人焊縫追蹤實時補償的具體步驟。
一、焊縫檢測
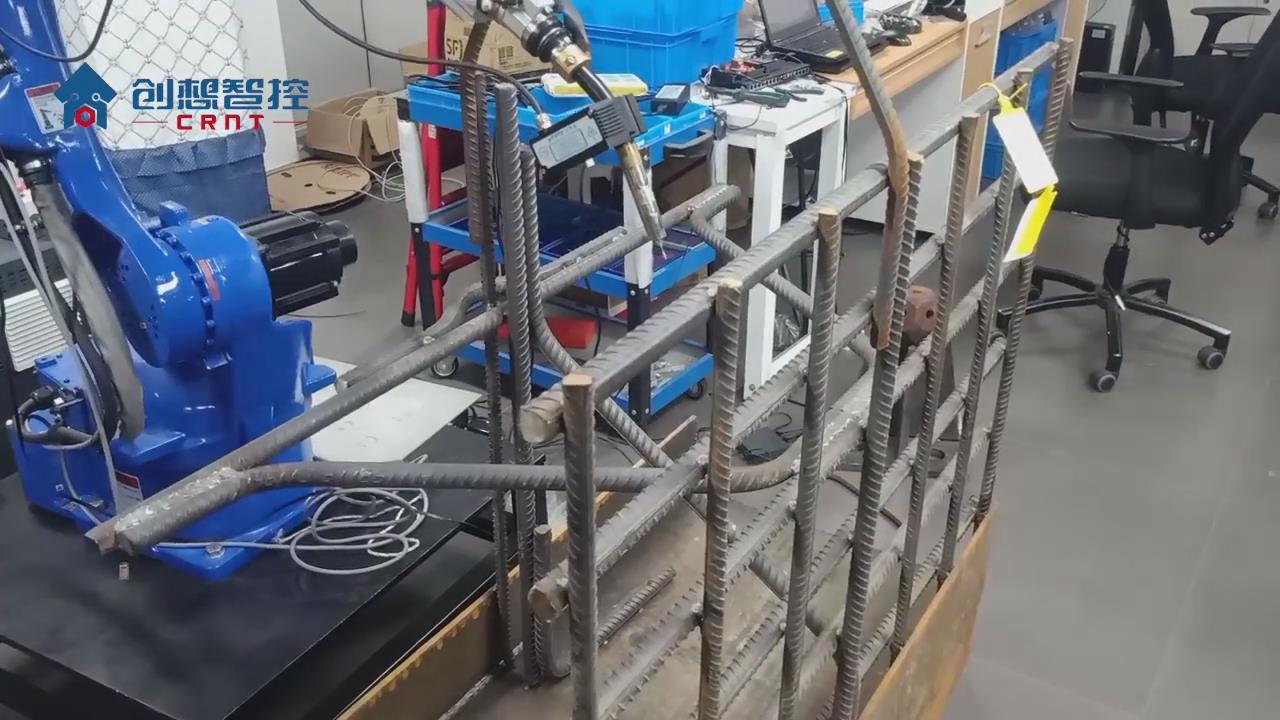
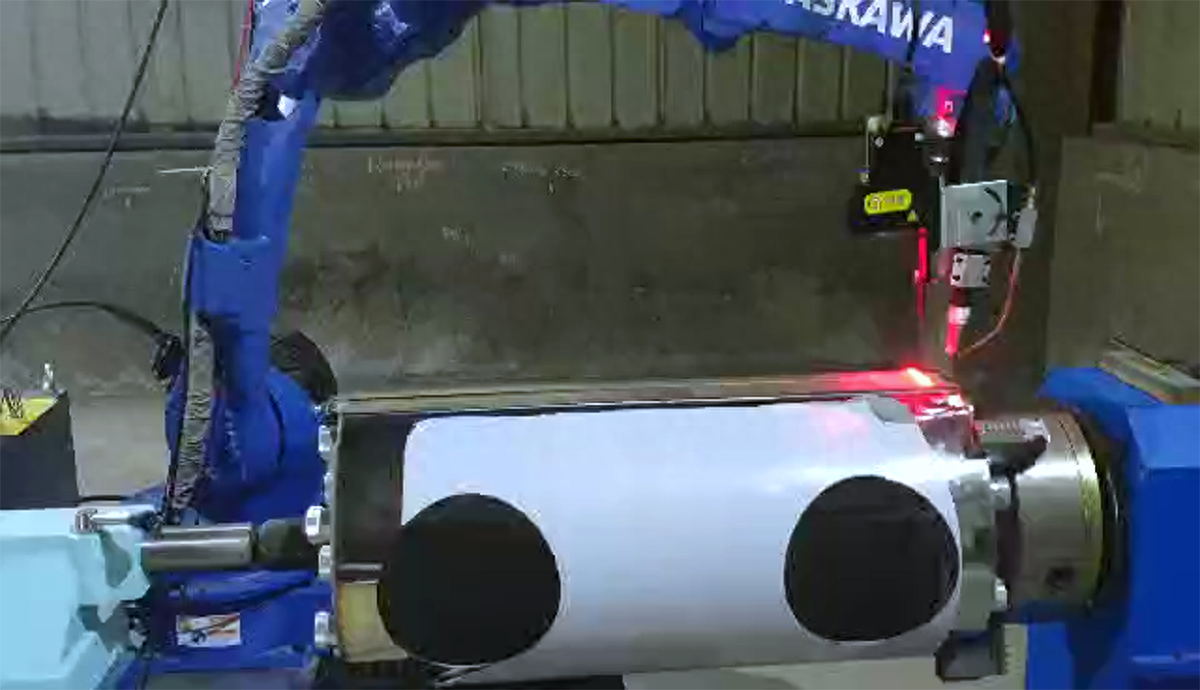
機器人焊縫追蹤的第一步是焊縫檢測,這通常需要使用傳感器進行。傳感器可以實時監測焊縫的位置和形狀,然后將這些信息傳輸給機器人控制系統。傳感器的種類很多,如光學傳感器、激光傳感器、攝像頭等,不同傳感器的選擇會受到許多因素的影響,例如工作環境、焊接材料等。
二、坐標轉換
由于機器人的坐標系和焊縫的坐標系通常不一致,所以在機器人焊縫追蹤的過程中,需要進行坐標轉換。具體來說,傳感器檢測到的焊縫位置、形狀等信息需要轉換為機器人工具坐標系下的坐標。這就需要進行幾何變換,例如旋轉、平移等操作。在實際應用中,通常采用數學模型進行坐標轉換。
三、計算偏差
通過坐標轉換,我們就可以將檢測到的焊縫信息轉換為機器人工具坐標系下的坐標。接下來,我們需要計算機器人與焊縫之間的偏差量。這通常通過計算機器人當前位置與焊縫位置之間的歐幾里得距離來實現。如果機器人與焊縫之間的距離超過了允許的誤差范圍,就需要進行實時補償。
四、實時補償
在計算出偏差后,我們就可以進行實時補償。實時補償的目的是通過控制機器人運動軌跡來減少偏差。具體來說,實時補償需要進行的步驟包括:
1.確定補償方向:根據偏差量的正負,確定機器人應該向左還是向右,向上還是向下進行調整。
2.計算補償距離:根據偏差量的大小,計算機器人應該移動的距離。
3.實現實時補償:將補償距離和補償方向轉換為機器人控制系統可以理解的指令,控制機器人進行實時補償操作。
五、焊接控制
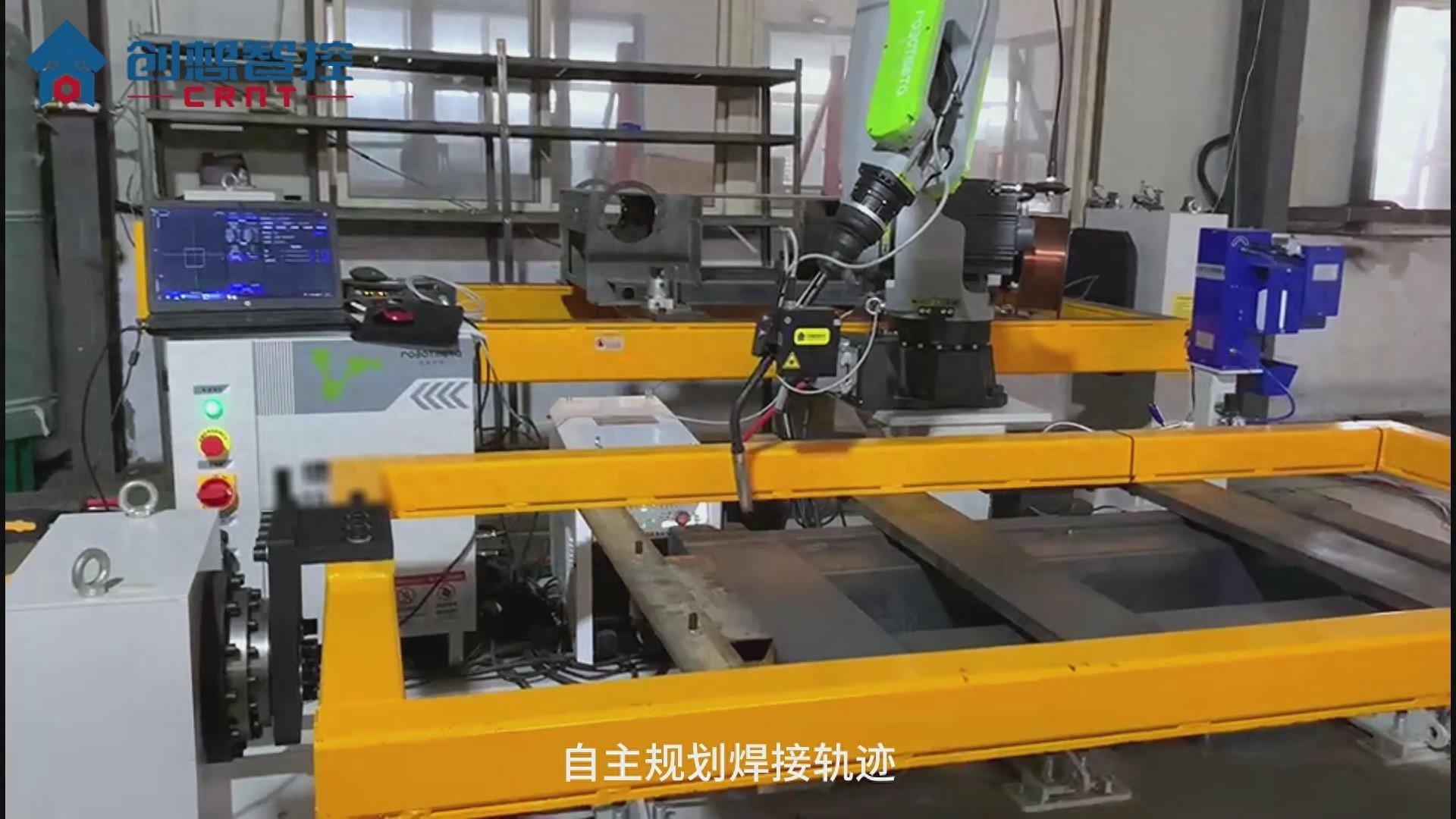
通過實時補償操作,機器人可以更加準確地對焊縫進行定位,并進行精準的焊接。但是,在焊接過程中,由于機器人和焊縫之間的距離可能會不斷變化,因此機器人焊縫追蹤需要通過不斷的反饋控制來實現。通過不斷地檢測焊接過程中的偏差,并進行實時補償,機器人可以更加精確地控制焊接路徑,從而保證焊接的合格率和質量。
總之,機器人焊縫追蹤實時補償是一個復雜的過程,需要通過傳感器檢測焊縫,進行坐標轉換、計算偏差和實時補償等多個步驟來實現。通過這種技術,機器人可以準確追蹤焊縫,保證焊接的質量和穩定性,在制造業中具有廣泛的應用前景。
審核編輯:湯梓紅
-
機器人
+關注
關注
210文章
28231瀏覽量
206614 -
制造業
+關注
關注
9文章
2219瀏覽量
53545 -
焊縫
+關注
關注
1文章
97瀏覽量
12963
發布評論請先 登錄
相關推薦
如何避免焊接機器人焊縫偏移

創想智控激光焊縫跟蹤系統協同松下機器人自動焊接高機貼板的應用
焊接機器人焊縫尋位跟蹤系統的作用
ROS讓機器人開發更便捷,基于RK3568J+Debian系統發布!
Al大模型機器人
創想激光焊縫跟蹤系統攜手新松機器人 實現鋼結構自動化焊接

創想激光焊縫跟蹤器適配昌泓機器人實現智能焊接的案例

創想焊縫跟蹤系統適配藦卡機器人進行自動化焊接的應用
創想焊縫跟蹤系統適配歡顏機器人真正實現焊接自動化和智能化

創想視覺焊縫跟蹤系統適配廣數機器人進行自動化焊接的應用
焊接機器人焊縫偏移的原因與解決方案
創想焊縫跟蹤系統適配大牛機器人進行智能尋位跟蹤的應用案例
高動態人形機器人“夸父”通過OpenHarmony 3.2 Release版本兼容性測評
ROS機器人如何使用Navigation導航包實現實時定位






 工商網監
工商網監
評論