 高/低溫共燒陶瓷基板的生產流程
高/低溫共燒陶瓷基板的生產流程
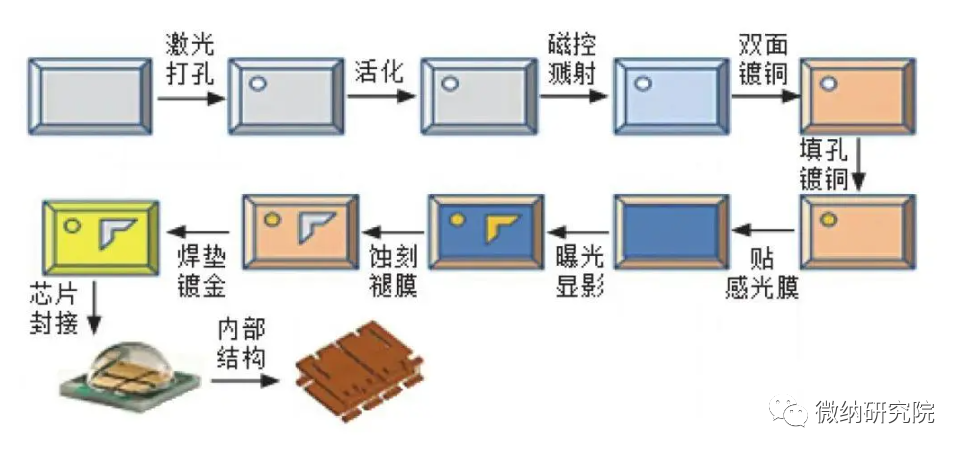
高/低溫共燒陶瓷基板 (HTCC/LTCC):HTCC 基板制備過程中先將陶瓷粉 (Al2O3 或 AlN) 加入有機黏結劑,混合均勻后成為膏狀陶瓷漿料,接著利用刮刀將陶瓷漿料刮成片狀,再通過干燥工藝使片狀漿料形成生胚;然后根據線路層設計鉆導通孔,采用絲網印刷金屬漿料進行布線和填孔,最后將各生胚層疊加,置于高溫爐 (1600°C) 中燒結而成,如下圖所示。
1. 延流成型法
可將隨著聚酯薄膜輸送帶所移出的漿料刮制成厚度均勻的薄帶,生胚片的表面同時吹過與輸送帶運動方向相反的濾凈熱空氣使其緩慢干燥,然后再卷起,并切成適當寬度的薄帶。未燒結前,一般生胚片的厚度約在0.2~0.28mm之間。
2.干式壓制成型(Dry Press)與滾筒壓制成型(Roll Compaction)
干式壓制的方法為低成本的陶瓷成型技術,適用于單芯片模塊封裝的基板及封蓋等形狀簡單板材的制作。干式壓制成型將陶瓷粉末置于模具中,施予適當的壓力壓制成所需形狀的生胚片后,再進行燒結。
滾筒壓制成型將以噴霧干燥法制成的陶瓷粉粒經過兩個并列的反向滾筒壓制成生胚片,所使用的原料中黏結劑的所占的比例高于干式壓制法,但低于刮刀成型法所使用的原料。所得的生胚片可以切割成適當形狀或沖出導孔。因質地較硬而不適于疊合制成多層的陶瓷基板。
3.打孔
主要分為機械鉆孔法,機械沖孔法和激光打孔法。
(1)機械鉆孔法:該法打孔速度慢,精度較差。且在打小孔時,由于鉆頭直徑較小,易于彎折。
(2)機械沖孔法:該法打孔速度快,精度較高。最小孔徑可達0.05mm。
(3)激光打孔:激光打孔法速度最快,打孔精度和孔徑都介于鉆孔和沖孔之間。由于激光打孔過程不與工件接觸,因此加工出來的工件清潔無污染。
4.通孔填充
主要使用的是掩模印刷法。對于高密度布線的LTCC 基板,采用掩模印刷法比較合適。
掩模版材料通常采用0.03-0.05 mm厚的黃銅、不銹鋼或聚酯膜制作, 在上面刻成通孔。通孔漿料被裝在一個球囊里。填充通孔時, 使用將生瓷片定位到真空平臺上的同一組定位銷將掩模校準定位到部件上, 通過球囊后面的氣壓力將漿料擠壓通過掩模, 漿料連續的流過掩模, 直到所有通孔都被完全填充為止。
5、生肧片疊壓
如需制成多層的陶瓷基板,則必須完成厚膜金屬化的生胚片進行疊壓。生胚片以厚膜網印技術印上電路布線圖形及填充導孔后,即可進行疊壓。疊壓的工藝根據設計要求將所需的金屬化生胚片置于模具中,再施予適當的壓力疊成多層連線結構。
6、劃片
目前常用激光劃片,激光劃片又分兩種:
(1)劃痕切割:采用脈沖激光在陶瓷上沿直線打一系列相互銜接的盲孔,孔的深度只有陶瓷厚度的1/3-1/4。稍加用力,就可沿此直線折斷陶瓷。
(2)穿透切割:采用脈沖或連續激光,按通常方法切割。切割速度較低。
7、燒結
燒結為陶瓷基板成型中的關鍵步驟之一,高溫與低溫的共燒條件雖有不同,但目標只有一個就是將有機成分燒除,無機材料燒結成為致密、堅固的結構。
(1)高溫共燒:在高溫的共燒工藝中,有機成分的脫脂燒除與無機成分的燒結通常在同一個熱處理爐中完成,完成疊壓的金屬化生胚片先緩慢地加熱到500~600℃以除去溶劑、塑化劑等有機成分,緩慢加熱的目的是預防氣泡(Blister)產生。待有機成分完全燒除后,根據所使用的陶瓷與厚膜金屬種類,熱處理爐再以適當的速度選擇升溫到1375~1650℃,在最高溫度停留數小時進行燒結。
(2)低溫共燒:低溫共燒工藝的溫度曲線與熱處理爐氣氛的選擇所使用的金屬膏種類有關。使用金或銀金屬膏基板的共燒工藝為先將爐溫升至350℃,再停留約1h以待有機成分完全除去,爐溫再升至850℃并維持約30min以完成燒結;共燒工藝均在空氣中進行,耗時約2~3h。
8、表層電鍍
表層電鍍及引腳接合的另一個目的在于制作接合的針腳以供下一層次的封裝使用。對高溫共燒型的陶瓷基板,鍵合點表面必須使用電鍍或無電解電鍍技術先鍍上一層約2.5um厚的鎳作為防蝕保護層及用于針腳焊接,鎳鍍完成之后必須經熱處理,以使其與共燒型的鉬、鎢等金屬導線形成良好的鍵合。鎳的表面通常又覆上一層金的電鍍層以防止鎳的氧化,并加強針腳硬焊接合時焊料的濕潤性。
9、終檢
對排膠、燒結、焊接完成后的陶瓷元件還須進行多方面的檢測,以保證其性能的可靠性。這些檢測包括外觀、尺寸、強度、電性能等方面。
審核編輯:湯梓紅
-
芯片
+關注
關注
453文章
50406瀏覽量
421817 -
封裝
+關注
關注
126文章
7784瀏覽量
142723 -
工藝
+關注
關注
4文章
578瀏覽量
28752 -
生產流程
+關注
關注
0文章
11瀏覽量
6561 -
陶瓷基板
+關注
關注
5文章
206瀏覽量
11402
原文標題:【先進封裝】高/低溫共燒陶瓷基板的生產流程
文章出處:【微信號:中科聚智,微信公眾號:中科聚智】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
smd 貼片LED生產流程

生產流程圖是做什么的?大量實用生產流程圖模板符號參考

PCB生產流程有哪些







 工商網監
工商網監
評論