 DURR涂膠控制V4.25
DURR涂膠控制V4.25
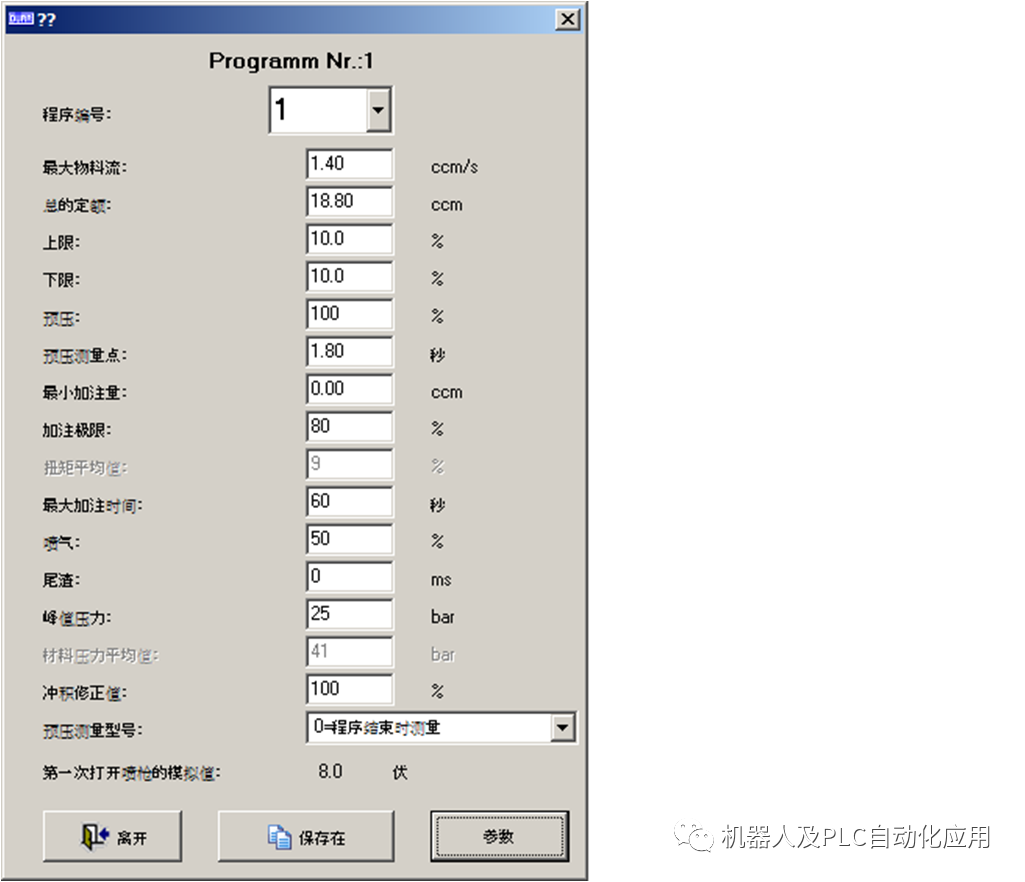
峰值壓力
峰值壓力加上一次生產的平均壓力(這個壓力可以在生產數據中查詢到)就是此次生產中允許壓力達到的瞬時最大值。若生產過程中壓力大于這個值,將會出現“壓力峰值錯誤”的故障信息,而當壓力達到這個值的80%時,會產生報警信息。而對于“壓力峰值錯誤”的故障信息,會有兩種情況,第一若是確認后能夠消除故障,而且在連續生產中只出現一次或兩次,則認為是正常現象,有可能是那一刻有一小量涂膠的堵塞,出現這種情況的原因有很多,也許是膠里面有雜質或者一小部分膠黏度特別大;第二是在連續生產中頻繁出現“峰值壓力錯誤”故障信息,說明生產中壓力持續異常,有可能是系統堵塞或膠變質,需要進行故障排查。
測試結束/完成模擬沖洗
測試結束
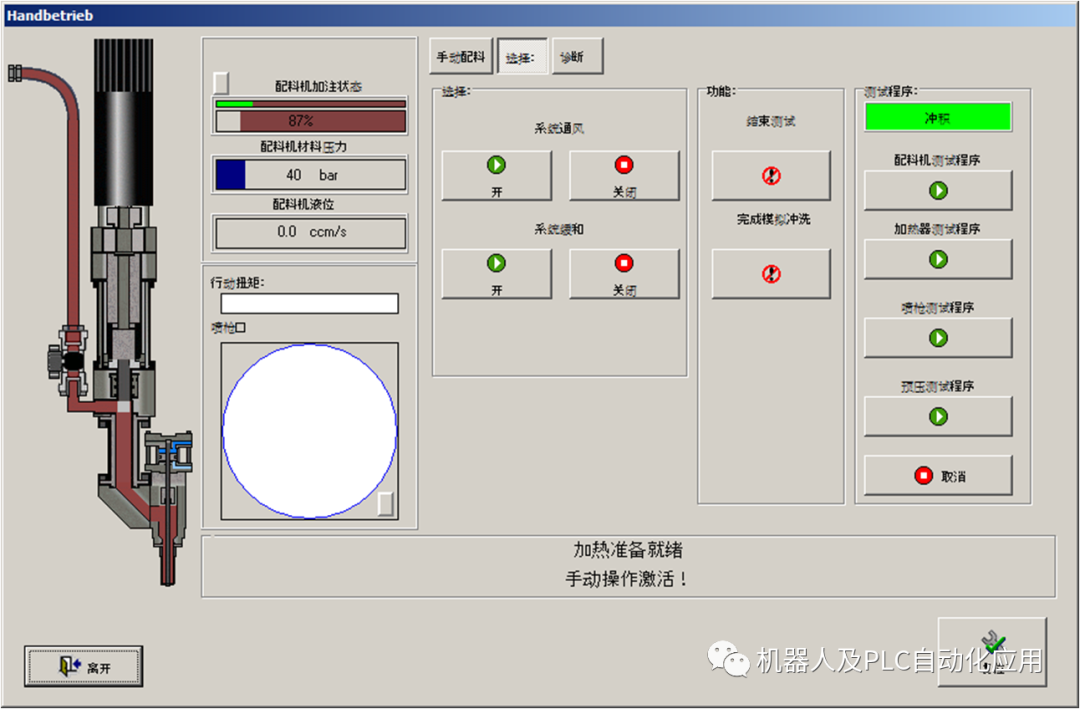
結束測量信號,這個測量信號是機器人給杜爾系統的,對涂膠量進行測量。模擬出一個完整的信號來完成機器人和涂膠系統控制器之間的轉換,選擇后可以使涂膠系統結束對涂膠量的測量,自動回復到初始狀態。
完成模擬沖洗
打斷沖洗次數并且復位到初始位置.在手動清膠的過程中,當清膠還沒結束而線上需要立即進行生產時,選擇完成模擬沖洗,可以在進行完當前沖洗后,馬上填膠并且回到初始狀態,再按回自動模式即可進行生產。這個功能可以應對一些在清膠過程的突發事件。
開啟冷啟動
重新啟動控制系統和RAM。此功能與系統的加熱功能沒有聯系。即在加熱或者不加熱狀態下均能進行此操作。這項功能需要5級或者5級以上的權限,在現場生產中一般是不適用的,只在系統調試過程中使用。
關閉時間
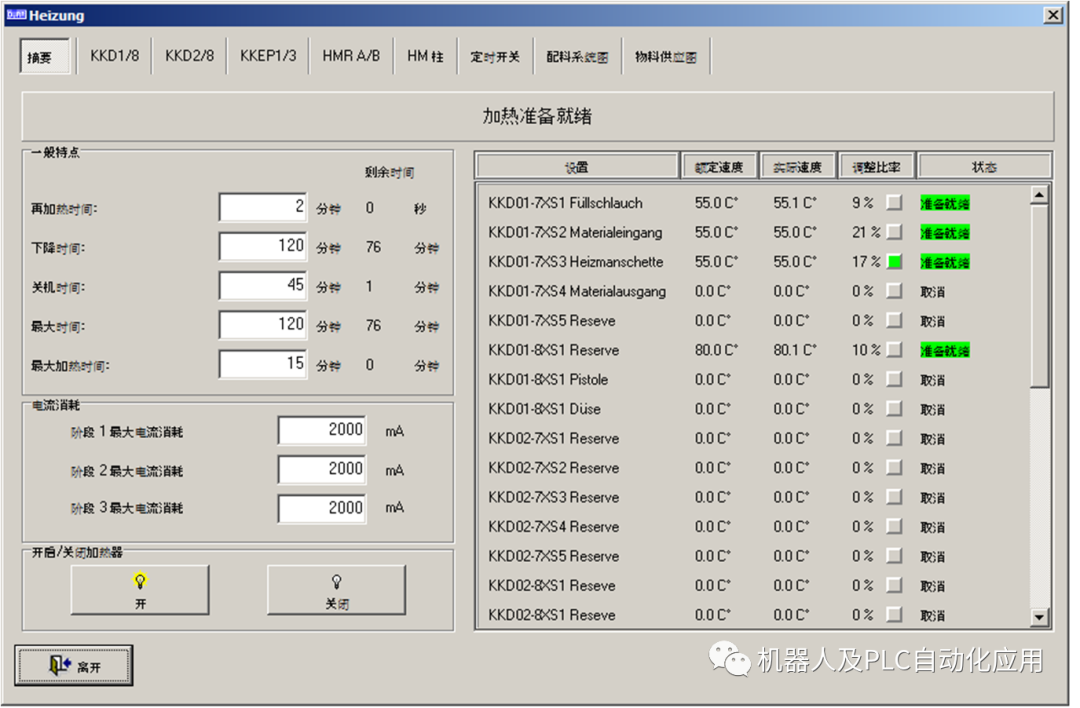
系統完成最后一次涂膠(不再收到涂膠信號)到自動關閉加熱的時間。這個時間能保證系統長時間處于加熱狀態,避免膠變質。
最大時間
系統加熱完成后開始到下一次涂膠進行的時間大于最大時間時,系統會出現“超過最大時間”的錯誤,而在加熱關閉的時間不計入最大時間內(加熱而不涂膠時,此時最大時間能提醒操作人員膠已被反復加熱,應及時清膠)。根據奧迪標準,在T88車間主焊線,這個時間一般設置為120分鐘,這個時間的設置能夠保證避免涂膠反復長時間的加熱而導致涂膠變質。
最大配料壓力
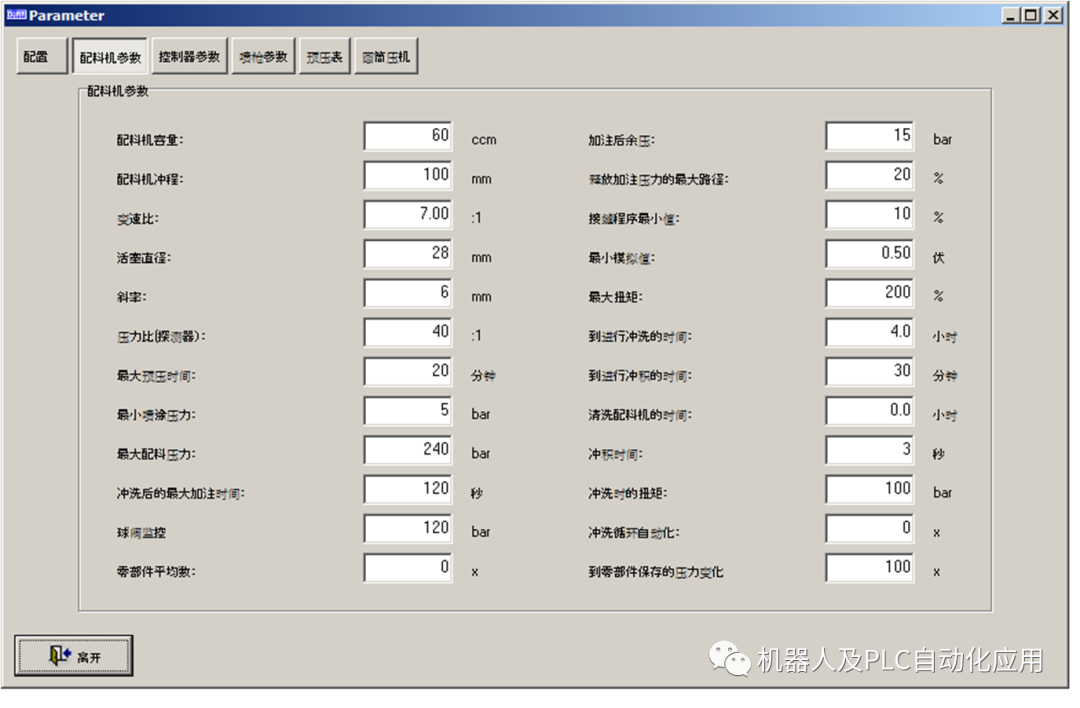
填充配料機時允許的最大壓力,超出這個壓力系統會進行報錯,說明填充過程中有堵塞或者膠料過硬
最大扭矩
在涂膠操作中定量機電機的扭矩能夠達到的最大值。
沖積時間
短沖洗的持續時間。
沖洗時的扭矩
清膠時定量機電機的扭矩。
沖洗循環自動化
自動清膠時清膠的次數,0代表系統沒有做設置,而由機器人發出信號指令,機器人只能發出自動清一次膠的指令。
到進行沖洗的時間
當涂膠系統接收到了外部驅動信號,同時在加熱完成的狀態下,每隔一段時間系統會自動進行清膠。這個清膠信號是由機器人發出的。
測量循環結束
模擬一個完整信號來改變涂膠控制器和機器人之間轉換,涂膠控制器設置在起始位置。
注意:
在涂膠應用的自動操作下不能啟用。
接縫可以在啟動后中斷。
系統重啟后定量機的重新校準
系統重啟后,會丟失定量機的參考位置(定量機最大容量位置),需要重新校準定量機.
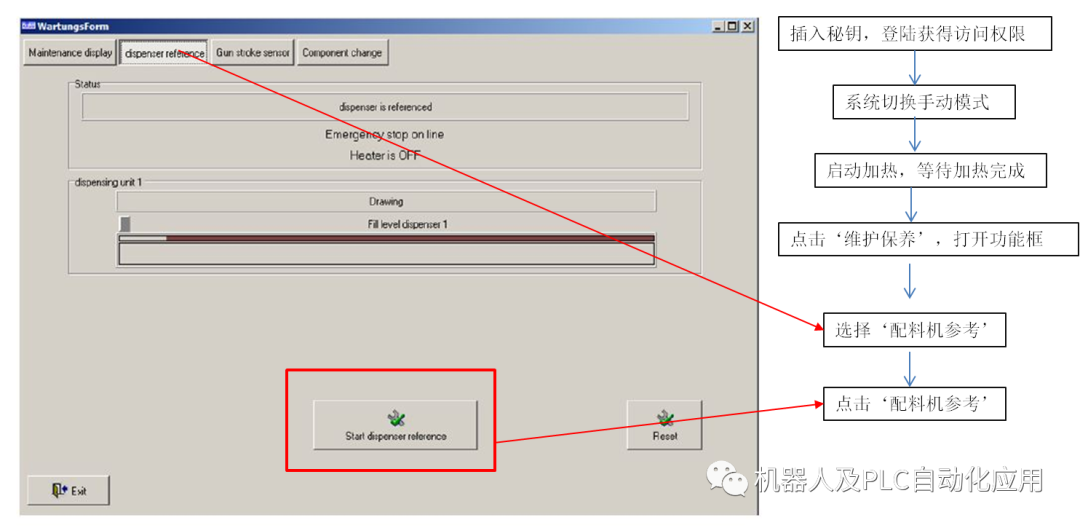
若點擊定量機參考無任何反應,則是系統內壓力信息也已丟失,沒有感應到壓力,定量機電機無法運作,此時需要強制打開填充閥往定量機內填膠,使系統感應到壓力,從而開始正常工作.
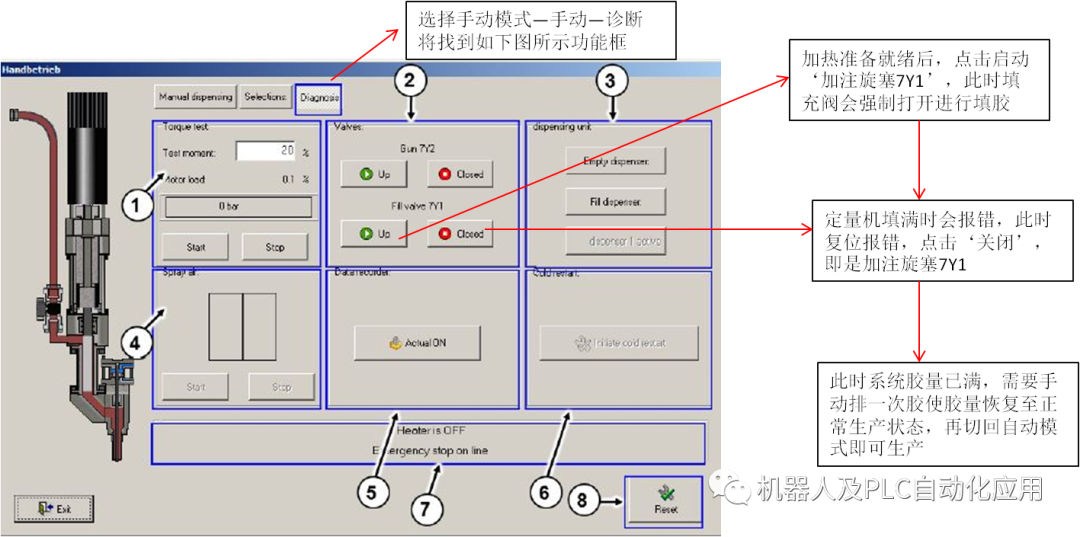
測試結束
結束測量信號,這個測量信號是機器人給杜爾系統的,對涂膠量進行測量。
模擬出一個完整的信號來完成機器人和涂膠系統控制器之間的轉換,選擇后可以使涂膠系統結束對涂膠量的測量,自動回復到初始狀態。
完成模擬沖洗
打斷沖洗次數并且復位到初始位置.
在手動清膠的過程中,當清膠還沒結束而線上需要立即進行生產時,選擇完成模擬沖洗,可以在進行完當前沖洗后,馬上填膠并且回到初始狀態,再按回自動模式即可進行生產。這個功能可以應對一些在清膠過程的突發事件。
關閉時間
系統完成最后一次涂膠(不再收到涂膠信號)到自動關閉加熱的時間。
這個時間能保證系統長時間處于加熱狀態,避免膠變質。
最大時間
系統加熱完成后開始到下一次涂膠進行的時間大于最大時間時,系統會出現“超過最大時間”的錯誤,而在加熱關閉的時間不計入最大時間內(加熱而不涂膠時,此時最大時間能提醒操作人員膠已被反復加熱,應及時清膠)。
根據奧迪標準,這個時間一般設置為120分鐘,這個時間的設置能夠保證避免涂膠反復長時間的加熱而導致涂膠變質。
審核編輯 :李倩
-
控制器
+關注
關注
112文章
16214瀏覽量
177483 -
機器人
+關注
關注
210文章
28231瀏覽量
206620 -
測量信號
+關注
關注
0文章
25瀏覽量
8423
原文標題:DURR涂膠控制V4.25
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
涂膠機小常識
智能涂膠機控制系統設計
雙軌跡同步控制快速涂膠系統的設計
涂膠設備原理及KUKA機器人控制分析+MAKRO

UV膠水涂膠厚度總是把握不好,介紹控制涂膠厚度的小方法

SCA涂膠的設備的基礎功能
螺紋涂膠在涂膠過程中有斷膠的想象
EtherCAT協議在涂膠機器人控制系統的應用
涂膠設備原理及KUKA機器人控制分析+MAKRO
虹科案例 | EtherCAT協議在涂膠機器人控制系統的應用






 工商網監
工商網監
評論