 電子封裝用導電絲材料及發展
電子封裝用導電絲材料及發展
摘要:
介紹了電子封裝材料中用于引線鍵合工藝的幾種主要導電絲材料,包括金絲、銅絲和鋁絲。對金絲的種類、工藝及國內外市場情況進行了詳細介紹;介紹了銅絲的幾種主要工藝;并對鋁絲進行概括介紹。
在超大規模集成電路(ULSI)中,芯片與外部引線的連接方法中,引線鍵合是芯片連接的主要技術手段。集成電路引線鍵合是實現集成電路芯片與封裝外殼多種電連接中最通用,也是最簡單而有效的一種方式。引線鍵合工藝中所用導電絲主要有金絲、銅絲和鋁絲,是電子封裝業4大重要結構材料之一。
1 鍵合金絲
ULSI引線鍵合,使用最多的導電絲材料是金絲。而鍵合金絲是指純度為99.99%,線徑為18~50μm的高純金合金絲。通常采用球焊-楔焊方式鍵合,并常用于塑料樹脂封裝。
鍵合金絲主要有以下幾項特性:(1)機械強度:要求金絲能承受樹脂封裝時應力的機械強度,具有規定的拉斷力和延伸力。(2)成球特性好。(3)接合性:金絲表面無劃疵、臟污、塵埃及其他粘附物,使金絲與半導體芯片之間、金絲與引線框架之間有足夠的接合強度。(4)作業性:隨著金絲長度的加長,要防止卡絲,還要求金絲直徑精度要高,表面無卷曲現象。(6)焊接時焊點沒有波紋。
為了獲得機械性質穩定的金絲產品,需要在高純金中加入微量元素進行調節,通過對微量元素種類及數量的控制,不僅可使金絲得到穩定適合的機械性能,也可獲得合適的金焊球形狀和弓絲弧度。例如,添加Al,Si和Pb則不易成球;Cu,Fe和Mg則易在焊球表面形成氧化膜;Pd和Pt會使焊球表面產生皺折;Pb,Al,Ti,Bi含量高常導致球頸端部斷裂;Pb,Sn,In與弧圈下塌有關;Pt,Pd,Ag,Si易產生拖尾現象;另外添加Al,Ca,Tl,Be等可提高再結晶溫度到400℃以上;添加鈣還可降低鉛的不良影響,與鉛形成的化合物熔點可提高到1000℃以上。金屬鈹的添加可細化晶粒,除了有利于加工外,還可提高再結晶溫度,但加入量多了也會使金絲變硬變脆。
1.1 鍵合金絲的種類及工藝
鍵合金絲直徑一般在20~50μm之間。由于大部分使用在高速自動鍵合機上,最高速焊機每秒可完成7~10根鍵合線。因此要求金絲具有均勻穩定的機械性能和良好的鍵合性能。為適應自動化規模生產,同時要求每軸絲的長度在300,500或1000m,國外的微細絲已達到2000m,甚至3000m供貨。
鍵合金絲按用途及性能分為普通金絲(Y)、高速金絲(GS)、高溫高速金絲(GW)和特殊用途金絲(TS)。當金絲的延伸率一定的時候,高速鍵合機用金絲與手動鍵合機用金絲的室溫強度是不一樣的,按大小順序GW型最大,Y型最小;金絲的實際使用溫度一般在250~350℃,高溫強度還是GW型的金絲最大,Y型最小。延伸率則是Y型絲最大,GW型最小。高速鍵合機一般使用強度較大的GW和GS型金絲,Y型絲則主要用于手動鍵合機。
為了滿足微細金絲各種各樣的性能要求,金絲的分類,還可以弧度高低的不同分為高弧度、中弧度、低弧度金絲。微細金絲的端部熔成球狀壓焊到半導體電極上,焊球在熔化的時侯,球頸附近金絲發生再結晶,形成再結晶領域。產生弧度的時候金絲在比母線軟的再結晶領域和母線的界面變形,再結晶領域越長弧度越高,反之再結晶領域越短,弧度越低。金絲鍵合工藝有熱壓焊(T/C)、熱超聲焊(T/S)和超聲波焊接(U/S)。
1.2 鍵合金絲的發展方向[2]
目前,鍵合金絲主要有以下兩個發展方向:
(1)通過微量添加元素的復合作用和最佳的合金化元素設計,達到鍵合金絲的合金化、加工細線化和低成本化以及提高鍵合強度和在高溫振動環境下的使用性能。添加元素主要有5種:Ca,Y,Sm,Be,Ge。5種元素合計添加最佳范圍為4.0×10-3%~5.0×10-3%。
(2)針對鍵合金絲細線化、接合性和降低成本問題,日本田中電子、住友金屬礦山和德國的賀利氏等公司相繼開發出高性能的Au-Ag,Au-Ni,AuSn,Au-Cu等新型微細合金絲,現在已開始進入推廣應用階段。
1.3 國內外金絲市場需求及生產情況
1.3.1 鍵合金絲市場預測分析
目前全球IC和分立器件內引線鍵合金絲用量在35~40t之間,金絲的年銷售額達6億美元之多。
2000年我國IC年需求量在240億塊,中國境內IC封裝總量超過40億塊,鍵合金絲總需求量在4500kg左右,而國內鍵合金絲生產廠商年供市場金絲量為2500~3000kg左右。2002年中國鍵合金絲產量為2890kg,同比增長率為45.2%,產值為15100萬元,比2001年增長64.1%。2002年中國鍵合金絲進口量為410kg,主要從日本進口;出口量為200kg,主要出口地為美國、日本和韓國。
從1995年到2002年,中國鍵合金絲市場一直保持著高速發展的勢頭,年均增長率達到了38.33%,其中在全球半導體行業不景氣的2001年其增長率竟達到了60%。2002年中國鍵合金絲需求量為3500kg,銷售額為16130萬元,比2001年的11290萬元增長了45.8%。其中集成電路用鍵合金絲市場需求量為500kg,比2001年增長了60%。
2003年左右國內還將有新的封裝企業建成投產,預計IC總封裝量可達60億只左右。屆時鍵合金絲的需求量將達到6000kg。根據我國信息產業部計劃,到2005年,全國集成電路產量要達到200億塊,屆時鍵合金絲的需求量將達到15000kg;到2010年,全國集成電路產量將達到500億塊,銷售額達到2000億元左右,占當時世界市場份額的5%,而鍵合金絲的需求量將達到35000kg。
1.3.2 我國鍵合金絲產業狀況
作為IC4大基礎材料之一的鍵合金絲,在我國的生產起步于70年代,生產單位多為作坊式制造或附屬于金銀制品生產單位之中,多年來沒有專業化IC和分立器件使用的鍵合金絲生產企業,金絲產品技術水平低,品種少,不能滿足IC和分立器件封裝業的需求,多年來一直依賴進口。隨著分立器件和IC發展,鍵合金絲用量迅速增長,為滿足封裝業的需求,國家在“八五”、“九五”中均安排了鍵合金絲的科技攻關,使國產鍵合金絲產業有了較快的發展。
在原有金絲生產的基礎上,改行擴建形成了引線鍵合金絲的專業性生產企業和研究單位。國內鍵合金絲生產已基本形成了國企、合資及生產研究相結合的完整體系。主要的生產研制單位有4家:山東賀利氏招遠貴金屬材料有限公司、常熟特種電子材料廠、昆明貴金屬研究所、北京有色金屬與稀土應用研究所等,年供應金絲量約1800kg。山東賀利氏招遠貴金屬材料有限公司和常熟特種電子材料廠具有一定的生產規模,其余兩家為研究單位,具有較強的科研開發能力,其產品技術水平較高,但產量較少。
目前,國內中小規模IC和分立器件用鍵合金絲已基本解決,而大規模、超大規模IC用鍵合金絲仍需大量進口。隨著我國微電子工業的迅速發展,特別是合資獨資的IC封裝廠和分立器件封裝廠如雨后春筍般涌出,這些封裝企業的產能約占我國總產能的80%,技術水平也相對較高,與此相應對金絲的技術要求也很高,如要求用更細的鍵合絲進行窄間距、長距離的鍵合。因此對鍵合金絲的技術指標提出了越來越高的要求,高純度、高溫、超細超長的金絲需求量迅速增長,一半以上的普通鍵合金絲都將向高密度低弧度鍵合金絲發展,其發展潛力巨大,前景廣闊[3]。
但目前企業對這類金絲的需求絕大部分依靠進口,而國內金絲無論質量或數量都不能滿足要求。鍵合金絲的市場需求導致了國內“高精絲供不應求,普通絲供求平衡”的局面。而日本的金絲種類、質量和產量在世界上均居首位。
預計2005年鍵合金絲的需求量將達到15000kg,2010年鍵合金絲的需求量將達到35000kg,而且大部分是高品質的超細金絲[4]。
分析和比較國內鍵合金絲業的市場、生產情況和發展目標,可以看出國內鍵合金絲業與工業發達國家及我們的目標還有很大的差距。目前國內鍵合金絲加工尚未形成大規模、高效化、高品質生產局勢。
2 鍵合銅絲
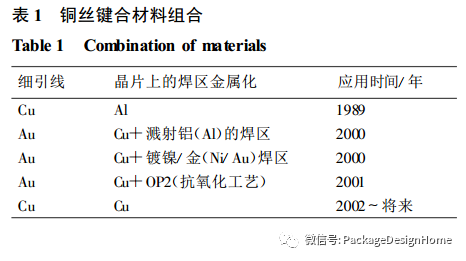
為了降低封裝成本,人們一直在尋找一種較便宜的材料代替昂貴的金絲材料。采用銅絲鍵合新工藝不但能降低器件制造成本,而且其互連強度比金絲還要好。它推動了低成本、細間距、高引出端數器件封裝的發展。第二是晶片線條的尺寸在不斷縮小,器件的密度增大、功能增強。這就需要焊區焊點極小的細間距、高引出端數的封裝來滿足上述要求。第三是器件的工作速度,出現了晶片鋁金屬化向銅金屬化的轉變。因為晶片的銅金屬化可以使電路密度更高、線條更細。對于高速器件的新型封裝設計來說,在封裝市場上選擇短銅絲鍵合并且間距小于50μm的銅焊區將成為倒裝焊接工藝強有力的競爭對手。表1列出銅作為鍵合材料用于IC封裝中的發展趨勢[5]。
2.1 銅絲鍵合工藝的發展
早在10年前,銅絲球焊工藝就作為一種降低成本的方法應用于晶片上的鋁焊區金屬化。當時,行業的標準封裝形式為18~40個引線的塑料雙列直插式封裝(塑料DIP),其焊區間距為150~200μm,焊球尺寸為100~125μm,絲焊的長度很難超過3mm。
在大批量、高可靠性的產品中,金絲球焊工藝要比銅絲球焊工藝更穩定更可靠。然而,隨著微電子行業新工藝和新技術的出現及應用,當今對封裝尺寸和型式都有更高、更新的要求。首先是要求鍵合絲更細,封裝密度更高而成本更低。一般在細間距的高級封裝中,引出端達500個,金絲鍵合長度大于5mm,其封裝成本在0.2美元以上。與以前相比,絲焊的價格成為封裝中的重要問題。在經過新工藝如新型EFO(電子滅火)、OP2(抗氧化工藝)及MRP(降低模量工藝)的改進后,使銅絲鍵合比金絲鍵合更牢固、更穩定。尤其是在大批量的高引出線、細間距、小焊區的IC封裝工藝中,成為替代金絲的最佳鍵合材料。
超細間距的球形鍵合工藝是隨產品尺寸和線條不斷縮小的要求而發展,特別是因為器件的包裝密度要求越來越高。當間距尺寸低于60μm時,鍵合線的直徑必須低于25μm。而直徑低于25μm的金絲在硬度和強度上都要略差一些,工藝實施也比較困難。但是采用直徑低于25μm的銅絲,其硬度比金絲硬度大40%,強度是金絲的兩倍,且便于工藝操作,器件產量高。因此,在當今高級微電子封裝中,硅晶片上的鋁金屬化工藝正在朝著銅合金化工藝發展,銅絲鍵合明顯占優勢。目前,在晶片上實現銅絲金屬化工藝的線條最細可低于0.13μm。
2.2 銅絲鍵合工藝
當今,全球的IC制造商普遍采用3種金屬互連工藝,即:銅絲與晶片鋁金屬化層的鍵合工藝,金絲與晶片銅金屬化層的鍵合工藝以及銅絲與晶片銅金屬化層的鍵合工藝。近年來第一種工藝用得最為廣泛,后兩者則是今后的發展方向。
2.2.1 銅絲與晶片鋁金屬化層的鍵合工藝
近年來,人們對銅絲焊、劈刀材料及新型的合金焊絲進行了一些新的工藝研究,克服了銅易氧化及難以焊接的缺陷。采用銅絲鍵合不但使封裝成本下降,更主要的是作為互連材料,銅的物理特性優于金。特別是采用以下3種新工藝,更能確保銅絲鍵合的穩定性[6,7]。
(1)充惰性氣體的EFO工藝:常規用于金絲球焊工藝中的EFO是在形成焊球過程中的一種電火花放電。但對于銅絲球焊來說,在成球的瞬間,放電溫度極高,由于劇烈膨脹,氣氛瞬時呈真空狀態,但這種氣氛很快和周圍的大氣相混合,常造成焊球變形或氧化。氧化的焊球比那些無氧化層的焊球明顯堅硬,而且不易焊接。新型EFO工藝是在成球過程中增加惰性氣體保護功能,即在一個專利懸空管內充入氮氣,確保在成球的一瞬間與周圍的空氣完全隔離,以防止焊球氧化,焊球質量極好,焊接工藝比較完善。這種新工藝不需要降低周圍氣體的含氧量,用通用的氮氣即可,因此降低了成本。
(2)OP2工藝:銅絲球焊和金絲球焊的正常焊接溫度為175~225℃。在該溫度范圍內,銅線很快被氧化,如果表面沒有保護層就無法焊接。所以需要進行抗氧化的表面處理形成可靠的可焊接表面層。
(3)MRP工藝:絲焊鍵合工藝的有限元模型的建立為焊接材料和工具圖形的效果提供了新的認識。通過金絲焊球和銅絲焊球的變形而產生的壓力圖形比較,可以看出在銅絲球焊過程中的底層焊盤的力要大一些。同樣高度的銅、金焊球,銅焊球的焊接壓力大,硬度明顯高于金,但比金焊球容易變形。硬度和模量是焊絲的主要參數。為降低其硬度,以前人們是依靠采用純度高達99.999%或99.9999%的銅,因為純度低則硬度高。
目前最新的方法是結合專利的焊接和焊絲制造工藝,在降低模量的同時提高了焊接質量和產量。MRP工藝可以提高銅焊點的拉伸強度,一般對于10μm直徑的Cu來說,采用MRP的焊接強度可達5~6g,若不采用MRP,焊接強度僅有1~2g。此外,還可改善由細直徑焊接頭和細間距劈刀產生的銅球焊接點的失效模式。
2.2.2 金絲與晶片銅金屬化層的鍵合工藝
焊區間距降低到55μm以下后,金絲球焊工藝可以代表許多元器件銅金屬化互連的整體級別。金是貴金屬,不需要球成型的保護性氣體。然而未受保護的晶片金屬化銅在正常工藝溫度下易氧化。因此,在組裝工藝即劃片、芯片粘結、熱固化以及絲焊鍵合過程中,需要加入特殊的清洗、保護性表面處理和OP2工序中以防金屬化銅的氧化。試驗證實,銅絲焊球的形狀及剪切強度在銅金屬化焊盤上與鋁金屬化焊盤上的質量一樣。但是金、銅的擴散率明顯低于金-鋁。金-銅金屬間的化合成型較低,很少出現空洞,因而可靠性高于金-鋁。目前,晶片銅焊區上的鋁絲球焊工藝做得好的是美國的K&S8028型鍵合機,焊絲為99.99%的金絲,劈刀為特殊設計,其剪切強度高達0.87~0.93g·cm-2。這種被命名為“OP2-Gold60”和“OP2-Gold50”的工藝能使用戶在焊區間距為60和50μm的晶片銅金屬化層上實施既實用又可靠的金絲鍵合工藝。
2.2.3 銅絲與晶片銅金屬化層的鍵合工藝
元器件的工作速度是銅絲與晶片銅金屬化層的鍵合工藝發展的主要驅動力。目前,銅絲與晶片銅金屬化層的鍵合工藝還處于研究階段,已經于2001年底應用在大批量生產中。該工藝目前只能使用K&S8060楔焊機。銅楔焊是在室溫下進行的焊接工藝,而球焊接則需要提高溫度來輔助焊球成型。楔焊接的一個主要缺點是其焊接速度低于球焊接。然而,目前較新型的楔焊機在生產率和精確度方面都取得了顯著的提高,可達到每秒6根絲的生產速率,而且焊絲間距為50μm。因此,這種銅絲與晶片銅金屬化層的鍵合工藝能滿足最佳功能與特性設計要求。其中:(1)有超長或跨接鍵合絲的封裝設計,焊絲直徑小于20μm;(2)金絲直徑小于17μm時,其阻抗或電阻特性很難滿足一些封裝要求,而銅絲的導電率比金絲高,直徑也小于金絲;(3)銅絲具有超強的電特性,可滿足數據傳輸速率和射頻要求[8]。
總之,銅絲已經很成功地應用于鍍Ag/Ni引線、鋁金屬化層以及銅金屬化層的鍵合中。影響焊接成型以及焊接可靠性的一個關鍵因素是焊絲與金屬化層之間金屬間化合物的增長速率。在焊接過程中,焊絲與金屬化層的擴散速率越低,金屬間化合物的增長速率就越低,而使接觸電阻值低,產生的熱量就少。而銅絲球焊的金屬間滲透明顯低于金絲球焊。這就意味著銅、鋁界面比金、鋁界面的電阻率更低、熱量更小、封裝壽命長即可靠性更高,更能滿足焊接強度的要求。對于金-鋁焊點來說,它的剪切表面是在焊球內部,穿過球體。而銅-鋁焊點的剪切面是穿過鋁焊區,明顯比金絲的強度高。銅焊球和金屬間界面層都比鋁焊區堅硬。
隨著微電子封裝技術的發展,芯片制造商擬將晶片上的鋁金屬化層更換為銅,這樣不但能提高器件特性,還能降低成本。因為在晶片的銅金屬化層上可以直接焊接,而不需要像鋁金屬化層那樣加一層金屬焊接層。同時,在工藝上,逐漸將傳統的金絲換成銅絲,解決細間距的器件封裝。對器件超細間距的要求成為降低焊絲直徑的主要驅動力。因而,在今后的微電子封裝發展中,銅絲焊將會成為主流技術。銅絲與傳統的晶片上鋁金屬化焊區的鍵合,可降低成本,使高產、細間距的封裝的焊絲更牢固和堅硬。金絲與晶片上銅金屬化焊區的鍵合,需要附加OP2和MRP工藝。銅絲與晶片上銅金屬化焊區的鍵合是解決最細間距封裝的最佳方案,該工藝技術是未來的發展方向。
3 鍵合鋁絲(含少量硅或鎂的合金絲)
盡管集成電路引線鍵合中使用最多的引線材料是金絲,并逐漸用銅絲取代金絲,但在陶瓷外殼封裝的集成電路中,多采用鋁絲(含有少量的硅或鎂)作為引線材料。
因為鋁絲具有良好的導電導熱能力和抗蝕性,易于與集成電路芯片的鋁金屬化布線形成良好的鍵合,并且很穩定,也易于拉制成細絲,且價格比金絲便宜得多。再說,它不象金絲那樣,容易與芯片上鋁金屬化布線層形成有害的金屬間化合物(紫斑或白斑),降低鍵合接觸強度,增大接觸電阻,進而降低電路的可靠性。
在高可靠集成電路中,鍵合用引線材料多為鋁絲,目前其鍵合方式一般采用超聲楔焊-楔焊鍵合[9]。
集成電路的引線鍵合,是造成電路失效眾多因素中極為重要的一個因素,同時,集成電路引線鍵合的合格率嚴重地影響著集成電路封裝的合格率。集成電路的引線數越多,封裝密度越高。其影響的程度也就越嚴重。因此,必須不斷提高集成電路引線鍵合的質量,以滿足集成電路引線數不斷增多,封裝密度不斷增大,而對封裝合格率和可靠性都不斷提高的需要。
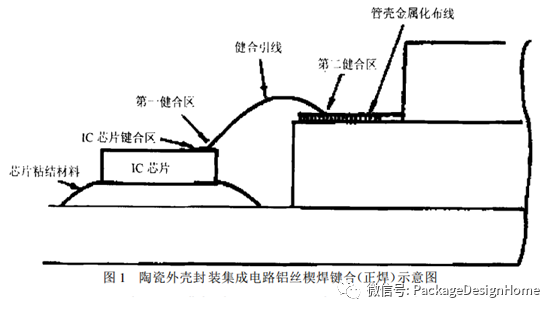
在陶瓷外殼封裝集成電路的引線鍵合中,每鍵合一根引線,它有兩個鍵合點和一根引線。一個鍵合點是引線與集成電路芯片上鋁鍵合區間的鍵合,一個是引線與管殼上金金屬化布線間的鍵合,以及兩個鍵合點間的引線。陶瓷外殼封裝集成電路的引線鍵合如圖1所示[10]。
目前硅鋁絲主要有日本田中公司(新加坡)生產的硅鋁絲,該公司生產的硅鋁絲基本能滿足應用。國產硅鋁絲的主要問題是硬度不一,表面氧化層過厚等,不能獲得高質量的鍵合引線。由于工藝條件限制,國內目前尚無大批量生產的工廠。
電子封裝用引線鍵合材料是電子材料的4大基礎結構材料之一,隨著電子工業的蓬勃發展,引線鍵合材料的發展也必定會日新月異,并將會給電子工業以極大的促進。
審核編輯 :李倩
-
焊接
+關注
關注
38文章
3062瀏覽量
59594 -
電子封裝
+關注
關注
0文章
73瀏覽量
10855 -
導電
+關注
關注
0文章
221瀏覽量
21517
原文標題:電子封裝用導電絲材料及發展
文章出處:【微信號:半導體封裝工程師之家,微信公眾號:半導體封裝工程師之家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
2016年印度國際電子元器件、材料及生產設備展
2016年印度國際電子元器件、材料及生產設備展
2016年泰國國際電子元器件、材料及生產設備展
新型微電子封裝技術的發展和建議
電子組裝及封裝材料制造商如何推動中國汽車電子市場的發展
適合用于射頻、微波等高頻電路的半導體材料及工藝情況介紹
納米磁性材料及器件的進展
AlSiC電子封裝材料及構件研究進展

導電材料導電漿料導電銀漿導電膠水の紹介







 工商網監
工商網監
評論